一种3D打印材料的压合方法
文献发布时间:2023-06-19 11:19:16
技术领域
本发明涉及3D打印技术领域,尤其涉及一种3D打印材料的压合方法。
背景技术
3D打印即快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术,日常生活中使用的普通打印机可以打印电脑设计的平面物品,而所谓的3D打印机与普通打印机工作原理基本相同,只是打印材料有些不同,普通打印机的打印材料是墨水和纸张,而3D打印机内装有金属、陶瓷、塑料、砂等不同的“打印材料”,是实实在在的原材料,打印机与电脑连接后,通过电脑控制可以把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物。通俗地说,3D打印机是可以“打印”出真实的3D物体的一种设备,比如打印一个机器人、打印玩具车,打印各种模型,甚至是食物等等。
目前,3D打印产品的材料层之间依靠树脂材料的粘接在一起,存在着成型方向性能不足的缺陷。目前有通过后期热处理、边打印边施加压力、真空环境打印、材料改性等诸多改良方式,其中以施加压力最为简单有效。
然而现有施加给打印材料的压力大小为定值,当压合材料层时,下面的材料由于上一次的压合会变薄,施加给当层材料层的压力不够,导致材料层之间压合不紧密。
发明内容
有鉴于此,有必要提供一种3D打印材料的压合方法,用以解决压合过程中材料存在形变,在追层打印的过程中,存在施加给上层材料压力不够,材料层之间压合不紧密的问题。
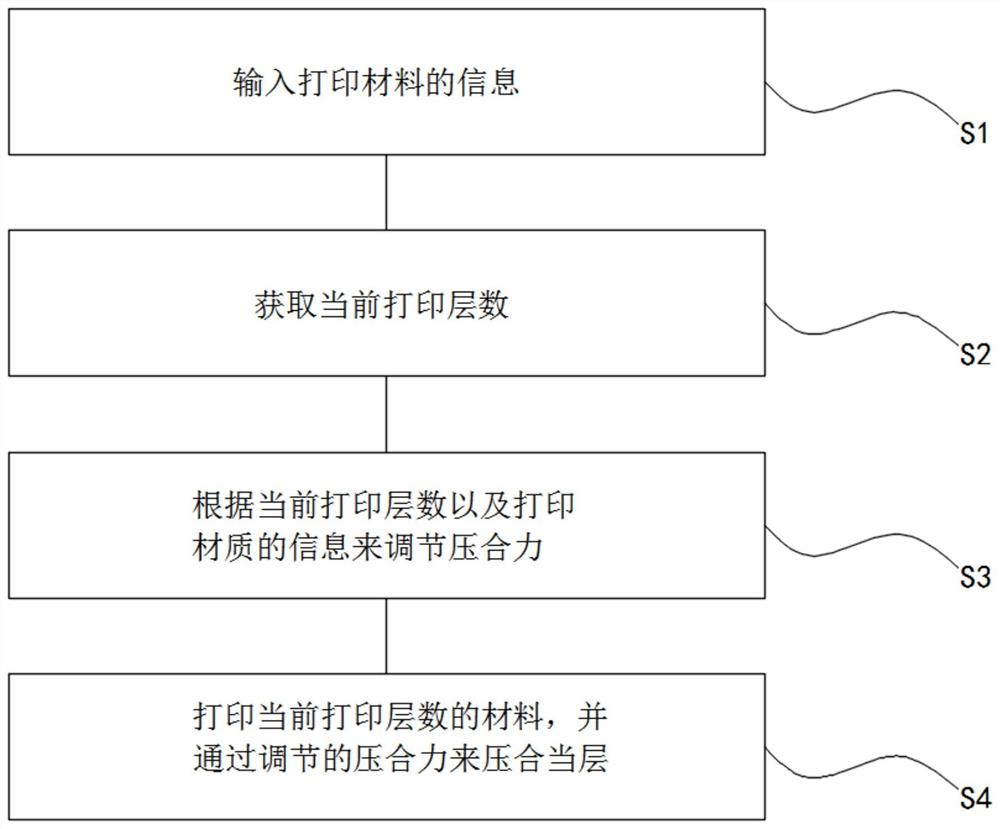
本发明提供一种3D打印材料的压合方法,包括:
S1,输入打印材料的信息;
S2,获取当前打印层数;
S3,根据当前打印层数以及打印材质的信息来调节压合力;
S4,打印当前打印层数的材料,并通过调节的压合力来压合当层。
进一步的,打印材料的信息包括打印材料的直径和密度。
进一步的,当前打印层数通过当前打印材料的总高度除以单层打印材料高度得到。
进一步的,当前打印材料的总高度通过测距设备得到。
进一步的,压合力为施加给当前打印层数的材料的压力。
进一步的,压合力的调节与当前打印材料层数呈正相关。
进一步的,当前打印层数与打印时间呈正相关。
进一步的,当前打印层数为一层时,施加给当前打印层数的材料的压力为初始压力。
与现有技术相比,通过输入打印材料的信息,获取当前打印层数,可得知已打印的材料的变形程度,根据当前打印层数以及打印材质的信息来调节压合力,具体的,变形的程度,进行压合力的弥补,使相邻的两个打印材料层之间紧密贴合,从而解决了压合过程中材料存在形变,在追层打印的过程中,存在施加给上层材料压力不够,材料层之间压合不紧密的的问题。
附图说明
图1为本发明提供的一种3D打印材料的压合方法;
图2为本发明提供的一种3D打印材料的压合方法的其中一实施例。
具体实施方式
下面结合附图来具体描述本发明的优选实施例,其中,附图构成本申请一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
本实施例中的一种3D打印材料的压合方法,包括:
S1,输入打印材料的信息;
S2,获取当前打印层数;
S3,根据当前打印层数以及打印材质的信息来调节压合力;
S4,打印当前打印层数的材料,并通过调节的压合力来压合当层。
优选的,打印材料的信息包括打印材料的直径和密度。
本实施例中的打印材料的信息指代的是打印材料的直径和密度,可以理解的是,打印材料再为打印前呈线状,经过熔融挤出后形成3D打印产品,上述打印材料的直径指代的是线状未打印的打印材料的直径。
由于不同的打印材料的直径和密度的不同,在一定的压力下,材料的形变程度不同。
为了便于理解,材料的信息可用以下公式说明:
其中,a为材料的信息,d为打印材料的直径,ρ为材料的直径。
可知,同一种材料的材料信息为定值。
可以理解的是,3D打印的工作过程为打印喷头朝远离打印板方向逐层打印,当打印喷头在XY平面内打印完一层后,沿垂直于XY平面的方向移动固定的距离X,开始打印下一层材料。
优选的,当前打印层数通过当前打印材料的总高度除以单层打印材料高度得到。
将上述单层打印材料高度设为X。
为了便于理解,当前打印层数可用以下公式说明:
其中,n为当前打印层数,H为当前打印材料的总高度,X为单层打印材料高度。
优选的,当前打印材料的总高度通过测距设备得到。
例如,可通过设置于打印喷头上的激光测试仪,测量到打印板的距离来得到。
优选的,当前打印层数与打印时间呈正相关。
具体的,本实施例中的当前打印层数是通过打印时间来得到当前打印层数。
为了便于理解,通过打印时间得到的当前打印层数可用以下公式说明:
其中,n为当前打印层数,v为打印喷头沿垂直于打印板的移动速度(为定值),t为打印时间,X为单层打印材料高度。
可以理解的是,压合力为施加给当前打印层数的材料的压力,为了便于理解,可用以下公式说明:
p=p
其中,p为施加给当前打印层数的材料的压力,p
进一步的,先对初始压力进行说明,当前打印层数为一层时,施加给当前打印层数的材料的压力为初始压力p
需要注意的是,补偿压力Δp与当前打印层数以及打印材料的信息有关,为了便于理解,可用以下公式说明:
其中,压合力的调节即补偿压力与当前打印材料层数呈正相关。
进一步的,施加给当前打印层数的材料的压力与打印时间呈正相关。
通过随着打印时间的增加,逐渐增加是施加压合材料的压力,可以使打印材料的层与层之间的紧密贴合。
实施例:通过改变压辊相对于打印喷头的距离,来改变压合力大小的方法。
单层打印材料的高度为0.6mm,即打印喷头初始距离打印板的距离也为0.6mm,压合点与打印板距离0.3mm,压辊与打印喷头距离也为0.3mm。假设材料直径就为0.6mm,没有压力下第一次打印层高为0.6mm,在压辊的压力作用下,打印过后第一层层高变为0.3mm。第一层打印完毕后,打印喷头和压辊都要上升一个层高0.6mm,这导致打印喷头上升到1.2mm处,压辊上升为0.9mm处,此时将已经打印完固化的第一层当做打印板进行下一层打印,则打印喷头距离第一层0.9mm,压辊距离第一层0.6mm,打印材料的直径依然是0.6mm,这就表示如果距离不变的情况下,在打印第二层时压辊便失去了对材料的施压作用,因此,需要调节压辊相对于打印喷头的距离,具体的,通过增大施加给调节压辊的压力,使调节压辊相对于打印喷头朝靠近打印板的方向移动0.3mm,再以相同的力进行贴合,从而实现补偿的功能。
与现有技术相比,通过输入打印材料的信息,获取当前打印层数,可得知已打印的材料的变形程度,根据当前打印层数以及打印材质的信息来调节压合力,具体的,变形的程度,进行压合力的弥补,使相邻的两个打印材料层之间紧密贴合,从而解决了压合过程中材料存在形变,在追层打印的过程中,存在施加给上层材料压力不够,材料层之间压合不紧密的的问题。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
- 一种3D打印材料的压合方法
- 一种3D打印材料及利用该3D打印材料的打印成型方法