一种一体化冷轧带钢生产方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及冷轧带钢生产方法技术领域,具体的说是一种一体化冷轧带钢生产方法。
背景技术
冷轧带钢是指以热轧带钢和钢板为原料,在常温下经冷轧机轧制成带钢和薄板,冷轧带材或板材具有表面光洁度好、平整性好、尺寸精度高和力学性能好等优点,通常产品都成卷,有很大一部分加工成涂层钢板,现有的一体化冷轧带钢生产装置还存在一定的问题,例如专利号为CN107520261A一体化冷轧带钢生产装置,通过将设置的多种独立的设备组成一体化设备,但该装置在使用时,不能够对带钢的制造轨迹进行有效的固定,且该装置在冷轧带钢在制造完成时,还需要通过其他设备对其表面进行打磨保证其外壁的粗糙度在合范围内,同时还需要人工对其外壁均匀涂油,确保带钢的后续的保管和运输,使得带钢的生产过程较为复杂,自动化程度不高,生产效率较低,鉴于此,我们提出一种一体化冷轧带钢生产方法。
发明内容
本发明的目的在于提供一种一体化冷轧带钢生产方法,以解决上述背景技术中提出的对比文件中装置在使用时,不能够对带钢的制造轨迹进行有效的固定,且该装置在冷轧带钢在制造完成时,还需要通过其他设备对其表面进行打磨保证其外壁的粗糙度在合范围内,同时还需要人工对其外壁均匀涂油,确保带钢的后续的保管和运输,使得带钢的生产过程较为复杂,自动化程度不高,生产效率较低的问题。
为实现上述目的,本发明提供如下技术方案:一种一体化冷轧带钢生产方法,该方法包括以下步骤:
S1:当需要对工件进行加工时,首先将工件放置在生产装置内,随后启动生产装置中的电机,在电机转动的过程中能够带动设置的圆盘进行转动,结合设置的设置的压铸组件,能够带动设置的压板实现对坯料的压铸;
S2:当工件压铸完成后,电机可以带动转盘进行转动,同时结合设置的立柱外壁与滑动槽内壁滑动配合的关系,能够带动设置的打磨设备对压铸完成的产品的外壁进行打磨;
S3:当工件打磨完成后,输送机构,能够将打磨完成的产品移动到设置的涂抹槽内;
S4:当工件进入涂抹槽内后,刷油组件,能够带动油刷进行转动,通过设置的油刷与弧形面外壁滑动配合,进而能够对带钢的外壁进行保护油的涂抹;
其中,S1中所述的生产装置包括箱体,所述箱体底面四角处均焊接有支撑柱,所述箱体内开设有活动槽,所述活动槽内开设有转动槽,所述活动槽右端开设有进料槽,所述进料槽左端开设有传送槽,所述传送槽左端开设有涂抹槽,所述涂抹槽底面中部开设有滑槽,所述活动槽内固定连接有电机,所述电机的输出轴上套接有锥齿轮A,所述电机的输出轴通过皮带连接件A连接有转轴,所述转轴前端设有压铸组件,所述活动槽内部右侧固定连接有导向块,所述传送槽后侧转动连接有转动轴,所述转动轴上套接有与锥齿轮A啮合连接的锥齿轮B,所述转动轴下侧设有打磨组件,所述涂抹槽内部上侧有刷油组件,所述涂抹槽内部下侧还设有放置机构,所述传送槽内设有输送机构。
优选地,所述压铸组件包括与转轴固定连接的圆盘,所述圆盘前端圆周外侧通过销轴转动连接有连杆,所述连杆下端转动连接有滑块,所述滑块下端通过连接杆固定连接有压板。
优选地,所述导向块前端中部贯穿开设有导向槽,所述滑块外壁与导向槽内壁滑动连接。
优选地,所述打磨组件包括与转动轴连接固定的转盘,所述转盘底面圆周外侧焊接有立柱。
优选地,所述打磨组件还包括设置在转盘下侧的移动板,所述移动板内贯穿开设有滑动槽,所述立柱外壁与滑动槽内壁滑动配合,所述移动板前端中部焊接有连接板,所述连接板上固定安装有打磨设备。
优选地,所述刷油组件包括两个转动杆,其中一个所述转动杆通过皮带连接件B与电机输出轴连接,所述转动杆上呈环形等间距设有油刷,所述转动杆后端套接有齿轮,两个所述齿轮之间啮合连接。
优选地,所述放置机构包括与涂抹槽内壁滑动配合的放置盒,所述放置盒下端焊接有与滑槽内壁滑动配合的限位板,所述放置盒顶面开设有放置槽,所述放置槽左右两侧开设有弧形面,所述放置盒前端中部焊接有圆杆,所述圆杆前端焊接有把手。
优选地,所述油刷与弧形面外壁滑动配合,所述油刷最下端的位置处于设置的放置槽内部。
与现有技术相比,本发明的有益效果是:
1、通过设置的电机,结合设置的皮带连接件A将电机的输出轴与转轴转动连接的关系,此时能够带动设置的圆盘进行转动,结合设置的设置的压铸组件,配合设置的滑块外壁与导向槽内壁滑动连接的关系,能够带动设置的压板实现对坯料的压铸;
2、通过设置的打磨组件,当该装置在使用时,由于设置的电机接通电源开始工作,结合设置的锥齿轮之间的啮合传动的关系,此时能够带动设置的转盘进行转动,进而能够对带钢的外壁进行往复的打磨,无需后续的设备进行打磨,使得该装置的功能齐全;
3、通过设置的油刷与弧形面外壁滑动配合,油刷最下端的位置处于设置的放置槽内部,能够将储存在放置槽内部的保护油沾染在油刷的外壁,进而能够对带钢的外壁进行保护油的涂抹,自动化程度较高,极大的减轻操作工人的工作强度,便于推广。
附图说明
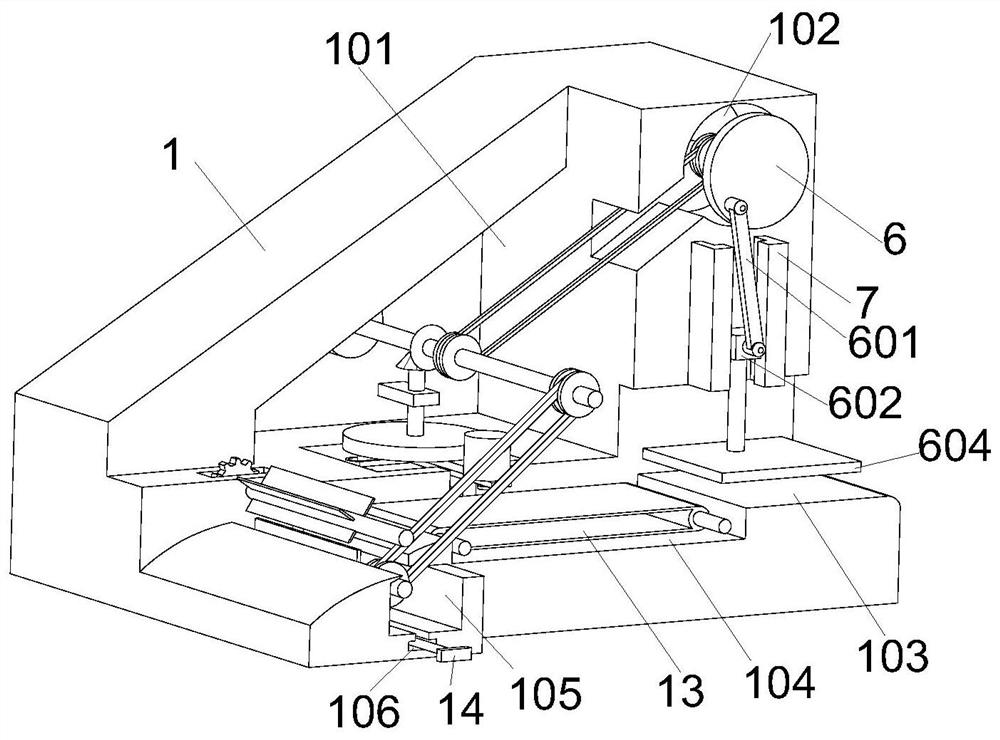
图1为本发明生产装置的整体结构正视示意图;
图2为本发明生产装置的箱体内部剖面结构示意图;
图3为本发明生产装置的整体连接结构示意图;
图4为本发明生产装置的压铸组件结构示意图;
图5为本发明生产装置的打磨组件结构示意图;
图6为本发明生产装置的刷油组件结构示意图;
图7为本发明生产装置的放置机构结构示意图。
图中标号说明:1、箱体;101、活动槽;102、转动槽;103、进料槽;104、传送槽;105、涂抹槽;106、滑槽;2、支撑柱;3、电机;301、锥齿轮A;4、皮带连接件A;5、转轴;6、圆盘;601、连杆;602、滑块;603、连接杆;604、压板;7、导向块;701、导向槽;8、转动轴;801、锥齿轮B;9、转盘;901、立柱;10、移动板;1001、滑动槽;1002、连接板;1003、打磨设备;11、皮带连接件B;12、刷油组件;1201、转动杆;1202、油刷;1203、齿轮;13、输送机构;14、放置机构;1401、放置盒;1402、放置槽;1403、弧形面;1404、限位板;1405、圆杆;1406、把手。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-7,本发明提供一种实施例:一种一体化冷轧带钢生产方法,该方法包括以下步骤:
S1:当需要对工件进行加工时,首先将工件放置在生产装置内,随后启动生产装置中的电机3,在电机3转动的过程中能够带动设置的圆盘6进行转动,结合设置的设置的压铸组件,能够带动设置的压板604实现对坯料的压铸;
S2:当工件压铸完成后,电机3可以带动转盘9进行转动,同时结合设置的立柱901外壁与滑动槽1001内壁滑动配合的关系,能够带动设置的打磨设备1003对压铸完成的产品的外壁进行打磨;
S3:当工件打磨完成后,输送机构13,能够将打磨完成的产品移动到设置的涂抹槽105内;
S4:当工件进入涂抹槽105内后,刷油组件12,能够带动油刷1202进行转动,通过设置的油刷1202与弧形面1403外壁滑动配合,进而能够对带钢的外壁进行保护油的涂抹;
其中,S1中所述的生产装置包括箱体1,箱体1底面四角处均焊接有支撑柱2,箱体1内开设有活动槽101,活动槽101内开设有转动槽102,活动槽101右端开设有进料槽103,进料槽103左端开设有传送槽104,传送槽104左端开设有涂抹槽105,涂抹槽105底面中部开设有滑槽106,活动槽101内固定连接有电机3,电机3的输出轴上套接有锥齿轮A301,电机3的输出轴通过皮带连接件A4连接有转轴5,转轴5前端设有压铸组件,活动槽101内部右侧固定连接有导向块7,传送槽104后侧转动连接有转动轴8,转动轴8上套接有与锥齿轮A301啮合连接的锥齿轮B801,转动轴8下侧设有打磨组件,涂抹槽105内部上侧有刷油组件12,涂抹槽105内部下侧还设有放置机构14,传送槽104内设有输送机构13。
进一步的,压铸组件包括与转轴5固定连接的圆盘6,圆盘6前端圆周外侧通过销轴转动连接有连杆601,连杆601下端转动连接有滑块602,滑块602下端通过连接杆603固定连接有压板604,该装置在使用时,首先将设置的电机3接通电源,结合设置的皮带连接件A4将电机3的输出轴与转轴5转动连接的关系,此时能够带动设置的圆盘6进行转动,结合设置的设置的压铸组件,配合设置的滑块602外壁与导向槽701内壁滑动连接的关系,能够带动设置的压板604实现对坯料的压铸。
进一步的,导向块7前端中部贯穿开设有导向槽701,滑块602外壁与导向槽701内壁滑动连接。
进一步的,打磨组件包括与转动轴8连接固定的转盘9,转盘9底面圆周外侧焊接有立柱901,通过设置的打磨组件,当该装置在使用时,由于设置的电机3接通电源开始工作,结合设置的锥齿轮之间的啮合传动的关系,此时能够带动设置的转盘9进行转动。
进一步的,打磨组件还包括设置在转盘9下侧的移动板10,移动板10内贯穿开设有滑动槽1001,立柱901外壁与滑动槽1001内壁滑动配合,移动板10前端中部焊接有连接板1002,连接板1002上固定安装有打磨设备1003,当设置的转盘9开始转动时,此时结合设置的立柱901外壁与滑动槽1001内壁滑动配合的关系,能够带动设置的打磨设备1003对压铸完成的产品的外壁进行打磨。
进一步的,刷油组件12包括两个转动杆1201,其中一个转动杆1201通过皮带连接件B11与电机3输出轴连接,转动杆1201上呈环形等间距设有油刷1202,转动杆1201后端套接有齿轮1203,两个齿轮1203之间啮合连接,通过设置在传送槽104内设有输送机构13,能够将打磨完成的产品移动到设置的涂抹槽105内,此时通过设置的刷油组件12,能够带动设置的油刷1202进行转动。
进一步的,放置机构14包括与涂抹槽105内壁滑动配合的放置盒1401,放置盒1401下端焊接有与滑槽106内壁滑动配合的限位板1404,放置盒1401顶面开设有放置槽1402,放置槽1402左右两侧开设有弧形面1403,放置盒1401前端中部焊接有圆杆1405,圆杆1405前端焊接有把手1406。
进一步的,油刷1202与弧形面1403外壁滑动配合,油刷1202最下端的位置处于设置的放置槽1402内部,通过设置的油刷1202与弧形面1403外壁滑动配合,油刷1202最下端的位置处于设置的放置槽1402内部,能够将储存在放置槽1402内部的保护油沾染在油刷1202的外壁,进而能够对带钢的外壁进行保护油的涂抹。
工作原理:在生产装置使用时,首先将设置的电机3接通电源,结合设置的皮带连接件A4将电机3的输出轴与转轴5转动连接的关系,此时能够带动设置的圆盘6进行转动,结合设置的设置的压铸组件,配合设置的滑块602外壁与导向槽701内壁滑动连接的关系,能够带动设置的压板604实现对坯料的压铸,通过设置的打磨组件,当该装置在使用时,由于设置的电机3接通电源开始工作,结合设置的锥齿轮之间的啮合传动的关系,此时能够带动设置的转盘9进行转动,当设置的转盘9开始转动时,此时结合设置的立柱901外壁与滑动槽1001内壁滑动配合的关系,能够带动设置的打磨设备1003对压铸完成的产品的外壁进行打磨,通过设置在传送槽104内设有输送机构13,能够将打磨完成的产品移动到设置的涂抹槽105内,此时通过设置的刷油组件12,能够带动设置的油刷1202进行转动,通过设置的油刷1202与弧形面1403外壁滑动配合,油刷1202最下端的位置处于设置的放置槽1402内部,能够将储存在放置槽1402内部的保护油沾染在油刷1202的外壁,进而能够对带钢的外壁进行保护油的涂抹。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种一体化冷轧带钢生产方法
- 一种新型一体化冷轧带钢生产装置