一种直埋保温管道补口加热紧固装置
文献发布时间:2023-06-19 11:26:00
技术领域
本发明涉及直埋保温管道补口技术领域,尤其涉及一种直埋保温管道补口加热紧固装置。
背景技术
直埋保温管道补口的主要作用是把缺口处与母管紧密连接,达到密封、防水的目的。目前,直埋保温管道外护管材质主要采用高密度聚乙烯制成,而高密度聚乙烯的熔接温度在230℃左右,因此采用电热熔套方式在保温管道补口焊接时,对于补口温度的把控十分重要。
传统直埋保温管道补口技术根据补口管道管径的不同大致为两种,一种是用于小管径的,采用采用套袖补口方式,该方式操作简单,且成本低廉,但这种方式存在以下缺点:采用套袖补口方式采用的是现场火焰加热的方法,将套袖材料先加热,之后冷却缩紧,利用热胀冷缩的原理将补口位置填补完成,现场火焰加热需要工人操作,受管沟环境及气温影响较大,且补口质量难以保障,火焰太大直接烧毁套袖,火焰太小套袖熔接不完全,都会导致补口质量问题,最终补口失败,长久以后遭遇地下水或其他物质腐蚀管道内部,造成管道泄漏事故;另一种是用于大管径的,采用电热熔套补口方式,该方式虽然成本较高,但工程质量更有保证,电热熔套补口方式主要是通过预先在补口外护管嵌入电阻丝网的方式,通过通电加热电阻丝网将补口外护管与管道外护进行熔接最终熔接一体,完成补口,此种方式在加热时需要大型加热器具,且加热时间全凭工人经验,熔接功率过大、时间过长会使管道外护管与补口外护管管皮烧毁,熔接功率过小、时间过短无法完全熔接,最终都会导致补口失败,管道补口处密封不严,长久以后遭遇地下水或其他物质腐蚀管道内部,造成管道泄漏事故。
发明内容
本发明的目的是提供一种直埋保温管道补口加热紧固装置,解决传统保温管道补口施工时技术设备落后,需要凭借工作人员的经验进行操作,无法通过专业设备保证补口质量的问题。
为解决上述技术问题,本发明采用如下技术方案:
本发明一种直埋保温管道补口加热紧固装置,包括本体,所述本体的顶部设置有紧固微调装置,所述紧固微调装置的上方设置有扭力扳手,所述本体的前后两侧分别设置有固定杆和紧固粗调装置,所述本体的下方对称设置有两个接触辊,且两个所述接触辊分别设置在所述紧固粗调装置和所述固定杆的下方,所述本体的左右两侧设置有通电端口,所述本体上靠近所述紧固粗调装置的一侧设置有紧固卡扣,所述本体的底部设置有加热组件,所述加热组件通过线路与所述通电端口连通;还包括补口加热主机,所述补口加热主机的连接线插入所述通电端口后对电阻丝网通电加热。
进一步的,所述紧固微调装置包括张紧螺栓,所述张紧螺栓的下方螺纹连接有螺纹部件,所述张紧螺栓的上方设置有连接杆,所述连接杆贯穿顶板上的螺纹孔后与所述扭力扳手可拆卸的连接在一起。
再进一步的,所述接触辊的左右两侧均设置有安装板,两个所述安装板并列布置,所述安装板的前后两端均设置有通槽,所述接触辊的两端均安装在所述通槽的内部,所述通槽的上方设置有用于调节接触辊高度的调节螺丝。
再进一步的,所述安装板的底面设置为圆弧面,所述圆弧面的弧度与补口外护管的弧度相同。
再进一步的,所述加热组件包括导电电极,所述导电电极的数量设置为两个且并列布置,两个所述导电电极之间设置有绝缘陶瓷。
再进一步的,所述导电电极设置为长条状。
再进一步的,所述接触辊的上方设置有承托板,所述通电端口设置在所述承托板的左右两侧,所述绝缘陶瓷设置在所述承托板的下方,所述承托板沿所述本体左右两侧的滑槽上下移动带动所述绝缘陶瓷伸缩运动。
再进一步的,所述本体的前侧设置有固定杆安装板,所述固定杆安装板的数量设置为两个且并列设置,所述固定杆上设置有外螺纹,所述固定杆安装板上设置有固定杆安装孔,所述固定杆安装孔的内壁上设置有与所述固定杆上的外螺纹匹配的内螺纹。
再进一步的,所述紧固粗调装置的中间设置有可供所述吊装带通过的腰形孔,所述紧固粗调装置的两端均设置有齿轮,所述齿轮的一侧设置有锁紧片,所述锁紧片与所述紧固卡扣连接在一起。
与现有技术相比,本发明的有益技术效果:
本发明一种直埋保温管道补口加热紧固装置,包括本体,本体的顶部设置有紧固微调装置,紧固微调装置的上方设置有扭力扳手,本体的前后两侧分别设置有固定杆和紧固粗调装置,本体的下方对称设置有两个接触辊,且两个接触辊分别设置在紧固粗调装置和固定杆的下方,本体的左右两侧设置有通电端口,本体上靠近紧固粗调装置的一侧设置有紧固卡扣,本体的底部设置有加热组件,加热组件通过线路与通电端口连通;还包括补口加热主机,补口加热主机的连接线插入通电端口后对电阻丝网通电加热;本发明与配套的电阻丝网和补口加热主机组合,能够有效提高传统补口工序效率与施工质量,能够确保每道补口质量都合格,进而达到整体提升热力管网保温运行水平,节约能源的目的。
附图说明
下面结合附图说明对本发明作进一步说明。
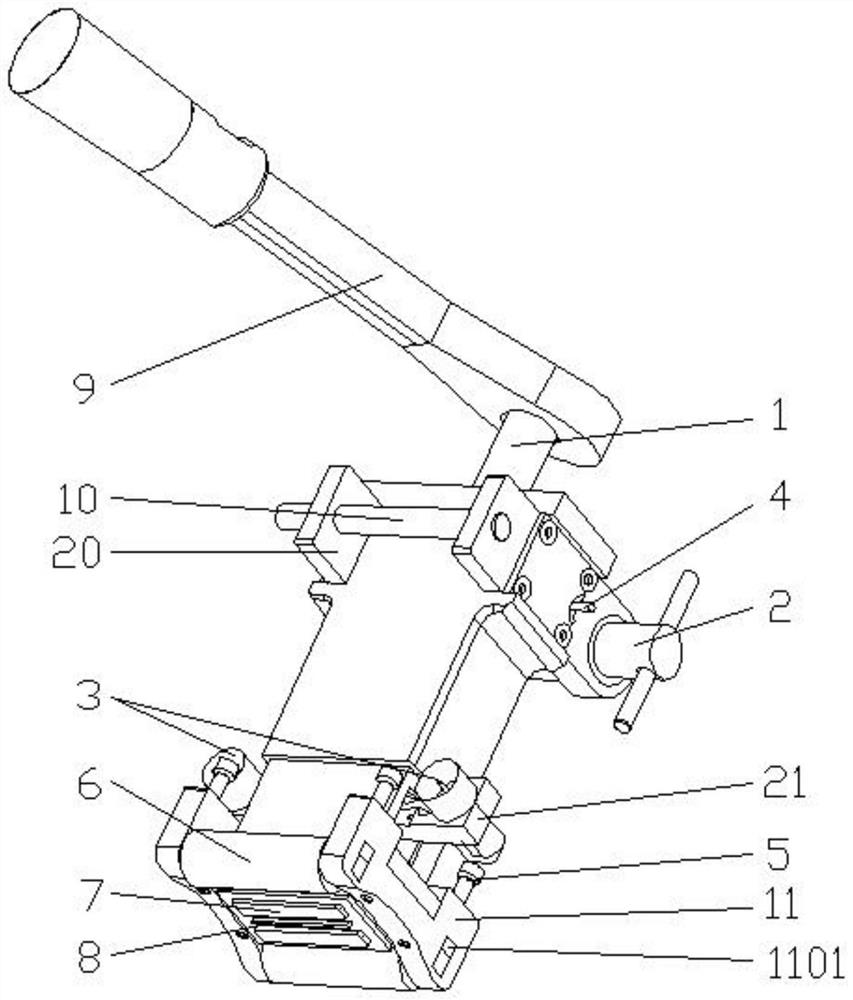
图1为本发明直埋保温管道补口加热紧固装置结构示意图;
图2为本发明直埋保温管道补口加热紧固装置使用状态示意图;
图3为本发明直埋保温管道补口加热紧固装置侧视图;(省略部分结构)
图4为本发明紧固粗调装置结构示意图;
图5为本发明紧固卡扣内部结构示意图;
图6为本发明扭力扳手结构示意图;
附图标记说明:1、紧固微调装置;2、紧固粗调装置;201、腰形孔;3、通电端口;4、紧固卡扣;5、调节螺丝;6、接触辊;7、导电电极;8、绝缘陶瓷;9、扭力扳手;10、固定杆;11、安装板;1101、通槽;12、吊装带;13、张紧螺栓;14、螺纹部件;15、连接杆;16、顶板;17、电阻丝网;18、补口外护管;19、管道外护管;20、固定杆安装板;21、承托板;22、齿轮;23、锁紧片。
具体实施方式
如图1-6所示,一种直埋保温管道补口加热紧固装置,包括本体,所述本体的顶部设置有紧固微调装置1,所述紧固微调装置1的上方设置有扭力扳手9,所述本体的前后两侧分别设置有固定杆10和紧固粗调装置2,所述本体的下方对称设置有两个接触辊6,且两个所述接触辊6分别设置在所述紧固粗调装置2和所述固定杆10的下方,所述本体的左右两侧设置有通电端口3,所述本体上靠近所述紧固粗调装置2的一侧设置有紧固卡扣4,所述本体的底部设置有加热组件,所述加热组件通过线路与所述通电端口3连通;还包括补口加热主机,所述补口加热主机的连接线插入所述通电端口3后对电阻丝网17通电加热;具体的,补口加热主机采用2组3KW的焊机,两组焊机可以单独使用,也可以串联使用;吊装带12的一端固定在所述固定杆10上,所述吊装带12的另一端依次绕过位于所述固定杆10下方的所述接触辊6、补口外护管18、位于所述紧固粗调装置2下方的所述接触辊6和所述紧固粗调装置2;采用本发明进行管道补口需要与专用的补口加热主机,及电阻丝网配套使用,其中补口加热主机主要为2组3KW自动加热装置,能够根据管径不同进行人工参数设定,使不同管径下的加热功率调整到最佳状态,传统的电阻丝网大多采用钢铁制成,而本发明中使用的电阻丝网采用合金材质制成,具有更高的热传导效率;本发明能够根据不同管径尺寸,对补口外护管材料进行紧固,同时调整紧固扭矩的大小,为补口外护管与管道外护管热熔熔接提供最佳压力;本发明底部两端设置了的加热组件,加热组件中间设置有可伸缩的绝缘陶瓷,通过设置加热组件能够有效保证加热效果,而且不会出现电极耦合烧毁电器设备的问题,能够高效焊接电阻丝网;本发明具有吊装带紧固功能,带有主动锁止开关,紧固管道十分便捷,同时本体底部两端设置有接触辊,可根据管径的大小调整本体与管道的贴合角度及距离,以达到适用于不同管径下的焊接补口操作;本发明与配套的电阻丝网和补口加热主机组合,能够有效提高传统补口工序效率与施工质量,能够确保每道补口质量都合格,进而达到整体提升热力管网保温运行水平,节约能源的目的。
具体来说,所述紧固微调装置1包括张紧螺栓13,所述张紧螺栓13的下方螺纹连接有螺纹部件14,所述张紧螺栓13的上方设置有连接杆15,所述连接杆15贯穿顶板16上的螺纹孔后与所述扭力扳手9可拆卸的连接在一起;具体的,连接杆15的顶部设置为六边形结构,扭力扳手9上开设有与六边形结构匹配的卡槽,扭力扳手9卡合在连接杆15的顶部,转动扭力扳手9,带动连接杆15转动,连接杆15下方的张紧螺栓13转动,向接触辊6施加压力,使吊装带12进一步张紧,实现微调的作用;扭力扳手9表面有明确管径刻度尺寸,根据对应管径尺寸刻度校准进行旋转上劲;通过设置扭力扳手9,能够根据不同管径对补口外护管18施加不同压力的预紧力,确保管道补口在最佳压力下进行焊接。
所述接触辊6的左右两侧均设置有安装板11,两个所述安装板11并列布置,所述安装板11的前后两端均设置有通槽1101,所述接触辊6的两端均安装在所述通槽1101的内部,所述通槽1101的上方设置有用于调节接触辊高度的调节螺丝5;通过设置调节螺丝5可以调节接触辊6的高度,保证吊装带12与补口外护管18紧密贴合。
所述安装板11的底面设置为圆弧面,所述圆弧面的弧度与补口外护管18的弧度相同,保证安装板11的底面与补口外护管18表面贴合。
所述加热组件包括导电电极7,所述导电电极7的数量设置为两个且并列布置,两个所述导电电极7之间设置有绝缘陶瓷8。
所述导电电极7设置为长条状,增大导电电极7与电阻丝网17的接触面积,导电电极7与电阻丝网17紧密贴合,保证加热过程稳定。
所述接触辊的上方设置有承托板21,所述通电端口3设置在所述承托板21的左右两侧,所述绝缘陶瓷8设置在所述承托板21的下方,所述承托板21沿所述本体左右两侧的滑槽上下移动带动所述绝缘陶瓷8伸缩运动;导电电极7与电阻丝网17完全贴合后,向下拉动承托板21,绝缘陶瓷8在承托板21的带动下向下伸出,将两个导电电极7隔开,防止通电过程中电阻丝网17耦合短路烧毁设备。
所述本体的前侧设置有固定杆安装板20,所述固定杆安装板20的数量设置为两个且并列设置,所述固定杆10上设置有外螺纹,所述固定杆安装板20上设置有固定杆安装孔,所述固定杆安装孔的内壁上设置有与所述固定杆10上的外螺纹匹配的内螺纹;吊装带12的一端套在固定杆10上,然后将固定杆10旋入固定杆安装孔内,使得固定杆10的两端均安装在固定杆安装板20上,吊装带12位于两个固定杆安装板20之间,从而将吊装带12的一端固定。
如图4-5所示,所述紧固粗调装置2的中间设置有可供所述吊装带12通过的腰形孔201,所述紧固粗调装置2的两端均设置有齿轮22,所述齿轮22的一侧设置有锁紧片23,所述锁紧片23与所述紧固卡扣4连接在一起;紧固卡扣4位于弧形槽的中间位置时,紧固粗调装置2未被锁住,紧固粗调装置2可以转动,当向上拨动紧固卡扣4到弧形槽的顶部时,紧固卡扣4推动锁紧片23靠近齿轮22,锁紧片23的顶部凹槽卡在齿轮22上,将齿轮22的位置锁定;由于紧固粗调装置2的两端均设置有齿轮22和紧固卡扣4,两侧的紧固卡扣4中有一个处于锁紧状态时,紧固粗调装置2就被锁住,无法转动,只有两侧的紧固卡扣4同时拨动到弧形槽的中间位置,即两侧的紧固卡扣4同时打开时,紧固粗调装置2才可以自由转动。
本发明的使用过程如下:
步骤一,首先将电阻丝网17放置于管道外护管19外表面上;步骤二,将补口外护管18串套在管道外护管19上,通过电锯切割补口外护管18,使电阻丝网17两端露出补口外护管18;步骤三,将本体固定于电阻丝网17的正上方,吊装带12的一端固定在固定杆10上,吊装带12的另一端依次绕过位于固定杆10下方的接触辊6、补口外护管18、位于紧固粗调装置2下方的接触辊6和紧固粗调装置2,将本体底部的导电电极7分别与电阻丝网17的两端对接完全;步骤四,向下拉动承托板21,承托板21沿本体左右两侧的滑槽向下移动带动绝缘陶瓷8向下方伸出,将两个导电电极7隔开,防止通电过程中电阻丝网17耦合短路烧毁加热主机;步骤五,通过紧固微调装置1进行微调,扭力扳手9卡合在连接杆15的顶部,扭力扳手9表面有明确管径刻度尺寸,根据对应管径尺寸刻度校准进行旋转上劲,转动扭力扳手9,带动连接杆15转动,连接杆15下方的张紧螺栓13转动,向接触辊6施加压力,使吊装带12进一步张紧,对补口外护管18施加压力,当听到“咔”的响声,说明上劲完毕;步骤六,将补口加热主机连接线插入通电端口3,电源通电后在补口加热主机调试界面进行设备参数设定,参数设定完成后,启动补口加热主机进行加热,完成焊接。
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
- 一种直埋保温管道补口加热紧固装置
- 预制直埋保温管道热熔埋丝补口板装置及制作方法