一种计算机盖板成型制备加工装置
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及计算机生产加工技术领域,具体为一种计算机盖板成型制备加工装置。
背景技术
计算机俗称电脑,是现代一种用于高速计算的电子计算机器,可以进行数值计算,又可以进行逻辑计算,还具有存储记忆功能。是能够按照程序运行,自动、高速处理海量数据的现代化智能电子设备。计算机由硬件系统和软件系统所组成,计算机的硬件需要集中在一个机箱内,现有技术中的计算机机箱基本上为一个长方体,只是在侧面设有一个侧面盖,(俗称盖板)这样将侧面盖卸下,人们才能对里面的器件进行安装或者维护。
计算机盖板的表面由若干个微孔以及若干个凹凸不平的轮廓结构组成,现有的,计算机盖板在成型加工制备时,需要对表面进行开孔、冲压、折弯、冲裁、定位、安装等工序,目前在生产盖板时,盖板需要进行多次的装夹,每一次的装夹和拆卸使得操作非常繁琐,生产效率非常低下,影响盖板的生产效率,且多次装夹又难以保证计算机盖板的成型精度,影响盖板的生产质量。
发明内容
针对现有技术中的问题,本发明的目的在于提供一种计算机盖板成型制备加工装置,解决目前在生产盖板时,盖板需要进行多次的装夹,每一次的装夹和拆卸使得操作非常繁琐,生产效率非常低下,影响盖板的生产效率,且多次装夹又难以保证计算机盖板的成型精度,影响盖板的生产质量。
本发明所要解决的技术问题采用以下的技术方案来实现:一种计算机盖板成型制备加工装置,包括底机箱,所述底机箱设置为方形盒状,所述底机箱顶端设置为平面,所述底机箱的顶端中部开设有第一成型槽,所述第一成型槽设置为方形槽,所述第一成型槽的底面开设有第二成型槽,所述第二成型槽设置为方形槽,所述底机箱顶端的第一成型槽左右两侧对称固设有凸起的挡板,计算机盖板放置在两侧挡板的中部;
所述底机箱的中部开设有前后贯通的排屑口,所述第二成型槽的底面等间距开设有若干个贯通于排屑口的排屑孔,每一个所述排屑孔均设置为贯通的圆孔结构;
所述底机箱的上方设置有可升降的按压块,所述按压块设置为方形块,所述按压块的底端固设有凸起的第一台阶块,所述第一台阶块与所述第一成型槽相配合,所述第一台阶块的底端固设有与第二成型槽相配合的第二台阶块;
所述按压块的顶端中部开设有向下贯通的升降孔,所述升降孔设置为方形孔,所述升降孔内通过滑动连接有可升降的升降板,所述升降板与所述第二成型槽顶面平行,所述升降板的底面固设有若干个直立于升降板底面的开孔钻,每一个所述开孔钻均与第二成型槽底面的排屑口一一对应,且每个所述开孔钻均设置为圆杆结构;
所述升降孔的内壁其中两侧对称开设有第三滑槽,所述升降板的两侧通过滑动配合方式嵌入于第三滑槽内,嵌入于第三滑槽内的所述升降板底面固设有第三压簧;
所述底机箱的顶端固定安装有顶支撑架,所述顶支撑架的中部开设有前后贯通的方孔,所述顶支撑架的方孔两侧对称固设有支撑肋板,每一侧的所述支撑肋板的前端面滑动连接有第二齿条和第三齿条,所述第三齿条和所述第二齿条在所述支撑肋板的前端面平行,所述第三齿条啮合连接有第二从动齿轮,所述第二齿条啮合连接有扇形齿,所述扇形齿与所述第二从动齿轮固定于同一根转动轴上,所述顶支撑架的左右两侧壁对称转动连接有第一从动齿轮,每一侧的所述第一从动齿轮与对应的扇形齿以及第二从动齿轮固定于同一根转动轴上,所述顶支撑架的左右两侧壁对称滑动连接有齿条,每一侧的所述齿条与对应的所述第一从动齿轮啮合连接,每一侧的所述齿条顶端固设有第一横架;
所述顶支撑架的顶端左右两侧对称固设有电机固定座,每一侧的所述电机固定座顶端固定安装有电动机,每一侧的所述电动机向右伸出有输出轴,所述电动机的输出轴顶端固定安装有第一曲柄,每一侧的所述第一曲柄与对应的所述第一横架滑动连接。
所述第二齿条底端固设有第二支撑杆,所述第二支撑杆底端固定于所述升降板顶端,所述第三齿条底端固设有第一支撑杆,所述第一支撑杆固定于按压块上。
作为本发明的一种优选技术方案,所述按压块的底面左右两侧对称固设有多个压紧弹簧,每一侧的多个所述压紧弹簧在所述按压块底面从前向后呈直线等间距排列,每一个所述压紧弹簧的底面固定安装有压紧脚,每一个所述压紧脚的底面为平面。
作为本发明的一种优选技术方案,每一个所述压紧脚的底面转动连接有循环转动的输送带,每一个所述输送带为平面,每一个所述输送带的内圈两端对称转动连接有滚柱,所述输送带内圈两端的滚柱固设于压紧脚底面上,所述输送带的内圈中部固定安装有支撑块,所述输送带底面为平面。
作为本发明的一种优选技术方案,所述底机箱的顶面开设有两道凹陷的排屑槽,两道凹陷的所述排屑槽在所述底机箱的顶面平行设置,两道凹陷的所述排屑槽对称设置于第二成型槽的左右两侧;
所述按压块的底面左右两侧对称固设有凸起的折弯块,每一侧的所述折弯块均下方与对应的排屑槽相配合,所述折弯块的底面高于所述第一台阶块的底面。
作为本发明的一种优选技术方案,所述底机箱的左右两侧对称安装有打孔装置,所述打孔装置包括摆动板、推筒、第二冲孔钻、顶杆、滚轮、弹簧耳板、回位弹簧、弹簧槽,所述摆动板共设有两片,两片所述摆动板对称铰接于底机箱的左右两侧,每一道所述排屑槽的内壁左右两侧对称开设有若干个贯通的让位孔,所述排屑槽内壁左侧的让位孔内通过滑动配合方式嵌入有推筒,嵌入于推筒的所述让位孔内壁开设有弹簧槽,嵌入于让位孔内的所述推筒外壁固设有凸起的弹簧耳板,所述弹簧耳板通过滑动连接方式嵌入于弹簧槽内,嵌入于弹簧槽内的所述弹簧耳板右端固设有回位弹簧;
所述推筒右端固定安装有第二冲孔钻,所述第二冲孔钻通过滑动连接方式伸入于让位孔内,所述推筒的左端固设有顶杆,所述弹簧耳板的左端伸出于底机箱的外侧,伸出于底机箱外侧的所述弹簧耳板左端转动连接有滚轮,所述滚轮与所述摆动板滚动接触。
作为本发明的一种优选技术方案,每一道所述排屑槽内壁右侧的让位孔贯穿于排屑口,所述排屑口的底面安装有倾斜摆放的导料板,所述导料板包括第三曲柄、第二电动机、拉簧、底铰支座,所述导料板在排屑口内由后向前逐渐倾斜,所述导料板的底端其中一侧转动连接于底铰支座上,所述导料板的底端另一侧底部固定安装有第二电动机,所述第二电动机向前伸出有输出轴,所述第二电动机的输出轴顶端固定安装有第三曲柄,所述第三曲柄与所述导料板底面间歇性接触。
与现有技术相比,本发明至少包括以下有益效果:
一、本发明通过将盖板放置在底机箱的顶面,通过按压块向下按压,实现对盖板中部进行冲压成型,通过按压块底部的第一台阶块以及第二台阶块配合底机箱顶面的第一成型槽以及第二成型槽进行按压成型,实现按压块向下按压一次,即可将盖板冲压折弯成型,实现高效率、高精度的一次性冲压成型,提高了盖板的成型制备效率。
二、本发明在按压块向下按压将盖板轮廓成型后,在按压块还未向上提升前,通过按压块中部的升降板向下降落,对盖板中部进行等间距冲孔,实现一次装夹完成两道工序,进而可以有效地提高盖板的成型制备效率,通过减少二次装夹,提高盖板的成型精度,有益于提高产品质量。
三、本发明通过对按压块向下按压过程中,通过两侧的折弯块对盖板两侧边进行折弯,实现一次装夹完成三道工序,进而免去了多次装夹的繁琐操作,显著提高盖板生产效率和盖板成型精度,
四、本发明按压块在向下移动的过程中,通过底机箱两侧的齿条向下移动,推动底机箱两侧的第二冲孔钻对折弯后的盖板两侧进行冲孔,实现一次装夹完成四道工序,通过一次装置可以完成多道工序,有效地提高对盖板的成型加工效率。
五、本发明通过在底机箱的排屑口内安装有倾斜设置的导料板,通过导料板倾斜设置,使得打孔过程中产生的碎屑可以通过倾斜的导料板进行导向,使打孔过程中产生的碎屑可以快速的排出,通过导料板往复抖动,进而可以加快碎屑的排出,可以有效地提高对碎屑的处理,具体的,本发明通过两侧的第二冲孔钻从底机箱的左右两侧向底机箱的中部进行冲孔,进而可以将碎屑向底机箱中部的排屑口内排出,便于收集碎屑,提高对碎屑的处理效率,通过将按压块底端的开孔钻向下对盖板进行冲孔,通过向下冲孔将碎屑利用重力排向排屑口内,再通过导料板的倾斜导料,便于对碎屑进行集中收集处理,提高碎屑的处理效率。
六、本发明的升降板通过在按压块中部的升降孔内弹性滑动,配合第二从动齿轮与第三齿条的啮合的啮合,使得按压块先落下实现先冲压成型,再通过升降板下降对盖板后开孔,通过按压块先落下成型并对盖板进行按压固定,使盖板在冲孔成型时,避免产生晃动,提高冲孔精准度。
七、本发明按压块底面的左右两侧对称固设有多个压紧弹簧,每一个压紧弹簧的底面固定安装有压紧脚,通过压紧脚对盖板的两侧进行按压,使盖板中部在冲压成型时,避免盖板两侧翘起,以提高盖板的成型精度,通过对冲压成型时对盖板两侧进行压紧,以便于两侧的折弯块对盖板两侧进行折弯,进而实现一次装夹完成多道工序,每一个压紧脚的底面设置有输送带,输送带为平面,通过输送带与盖板表面接触,利用输送带的转动,使盖板中部被按压块冲压成型时,盖板产生滑移时,通过输送带可以有效地减少对盖板顶面的划伤,进而可以有效地提高对盖板的滑移平稳性。
附图说明
下面结合附图和实施例对本发明进一步说明。
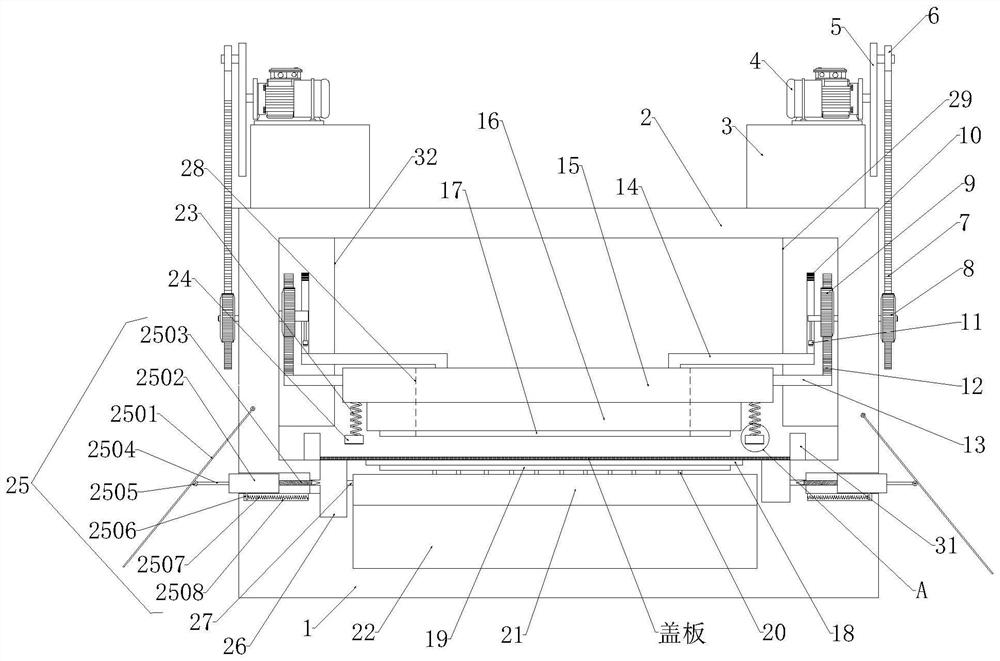
图1为本发明计算机盖板成型制备加工装置的前视结构示意图;
图2为本发明按压块的前视剖面结构示意图;
图3为本发明计算机盖板成型制备加工装置的左视剖面结构示意图;
图4为本发明计算机盖板成型制备加工装置的左视结构示意图;
图5为本发明说明书附图1的A处局部放大图;
图6为本发明计算机盖板成型后的顶面立体结构示意图;
图7为本发明计算机盖板成型后的底面立体结构示意图;
图中:1、底机箱;2、顶支撑架;3、电机固定座;4、电动机;5、第一曲柄;6、第一横架;7、齿条;8、第一从动齿轮;9、第二从动齿轮;10、第二齿条;11、扇形齿;12、第三齿条;13、第一支撑杆;14、第二支撑杆;15、按压块;16、第一台阶块;17、第二台阶块;18、第一成型槽;19、第二成型槽;20、排屑孔;21、排屑口;22、导料板;2201、第三曲柄;2202、第二电动机;2203、拉簧;2204、底铰支座;23、压紧弹簧;24、压紧脚;2401、支撑块;2402、输送带;2403、滚柱;25、打孔装置;2501、摆动板;2502、推筒;2503、第二冲孔钻;2504、顶杆;2505、滚轮;2506、弹簧耳板;2507、回位弹簧;2508、弹簧槽;26、排屑槽;27、让位孔;28、升降孔;2801、第三滑槽;2802、第三压簧;29、开孔钻;30、升降板;31、挡板;32、支撑肋板;33、折弯块。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
需要说明的是,当元件被成称为“固定于”另一个元件,它可以是另一个元件上或者也可以是存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”“右”以及类似的表达只是为了说明的目的,并不表示是唯一的实施方式。
实施例1
请参阅图1-7,为一种计算机盖板成型制备加工装置的整体结构示意图;
一种计算机盖板成型制备加工装置,包括底机箱1,底机箱1设置为方形盒状,底机箱1顶端设置为平面,底机箱1的顶端中部开设有第一成型槽18,第一成型槽18设置为方形槽,第一成型槽18的底面开设有第二成型槽19,第二成型槽19设置为方形槽,底机箱1顶端的第一成型槽18左右两侧对称固设有凸起的挡板31,计算机盖板放置在两侧挡板31的中部;
底机箱1的中部开设有前后贯通的排屑口21,第二成型槽19的底面等间距开设有若干个贯通于排屑口21的排屑孔20,每一个排屑孔20均设置为贯通的圆孔结构;
底机箱1的上方设置有可升降的按压块15,按压块15设置为方形块,按压块15的底端固设有凸起的第一台阶块16,第一台阶块16与第一成型槽18相配合,第一台阶块16的底端固设有与第二成型槽19相配合的第二台阶块17;
按压块15的顶端中部开设有向下贯通的升降孔28,升降孔28设置为方形孔,升降孔28内通过滑动连接有可升降的升降板30,升降板30与第二成型槽19顶面平行,升降板30的底面固设有若干个直立于升降板30底面的开孔钻29,每一个开孔钻29均与第二成型槽19底面的排屑口21一一对应,且每个开孔钻29均设置为圆杆结构;
升降孔28的内壁其中两侧对称开设有第三滑槽2801,升降板30的两侧通过滑动配合方式嵌入于第三滑槽2801内,嵌入于第三滑槽2801内的升降板30底面固设有第三压簧2802;
底机箱1的顶端固定安装有顶支撑架2,顶支撑架2的中部开设有前后贯通的方孔,顶支撑架2的方孔两侧对称固设有支撑肋板32,每一侧的支撑肋板32的前端面滑动连接有第二齿条10和第三齿条12,第三齿条12和第二齿条10在支撑肋板32的前端面平行,第三齿条12啮合连接有第二从动齿轮9,第二齿条10啮合连接有扇形齿11,扇形齿11与第二从动齿轮9固定于同一根转动轴上,顶支撑架2的左右两侧壁对称转动连接有第一从动齿轮8,每一侧的第一从动齿轮8与对应的扇形齿11以及第二从动齿轮9固定于同一根转动轴上,顶支撑架2的左右两侧壁对称滑动连接有齿条7,每一侧的齿条7与对应的第一从动齿轮8啮合连接,每一侧的齿条7顶端固设有第一横架6;
其中的,按压块15下降时,扇形齿11的直径大于第二从动齿轮9的直径,第二齿条10顶端设有轮齿,第二齿条10的底端为光滑的平面,当齿条7向下移动,推动第一从动齿轮8顺时针旋转,第一从动齿轮8带动第二从动齿轮9以及扇形齿11同步转动,第二从动齿轮9推动第三齿条12向下降落,第三齿条12带动按压块15向下降落,实现对底机箱1顶面的盖板进行按压,此时,由于第二从动齿轮9以及扇形齿11同步转动,扇形齿11在转动时,无法与第二齿条10的轮齿啮合,当按压块5向下降落至临近于最底端位置时,此时,扇形齿11与第二齿条10啮合,由于扇形齿11的直径大于第二从动齿轮9的直径,使得升降板30下降的速度快,使开孔钻29向下快速对盖板表面进行冲孔。
其中的,按压块15上升时,由于升降孔28的内壁其中两侧对称开设有第三滑槽2801,升降板30的两侧通过滑动配合方式嵌入于第三滑槽2801内,嵌入于第三滑槽2801内的升降板30底面固设有第三压簧2802,使得当齿条7向上移动时,推动第一从动齿轮8逆时针旋转,第一从动齿轮8带动第二从动齿轮9以及扇形齿11同步转动,第二从动齿轮9推动第三齿条12向上升起,第三齿条12带动按压块15向上升起,按压块15在初始向上升起时,扇形齿11与第二齿条10处于啮合状态(未分离),会使得开孔钻29会向上快速退回,等到扇形齿11与第二齿条10啮合分离后,通过两侧的第三压簧2802进行支撑,使升降板30在按压块15的升降孔28内处于最顶端,使扇形齿11与第二齿条10啮合分离后,升降板30可以跟着按压块15同步向上升起,完成对开孔钻的同步退刀。
其中的,本发明按压块15对底机箱1顶面的盖板进行按压,此时,由于第二从动齿轮9以及扇形齿11同步转动,扇形齿11在转动时,无法与第二齿条10的轮齿啮合,当按压块5向下降落至临近于最底端位置时,此时,扇形齿11与第二齿条10啮合,由于扇形齿11的直径大于第二从动齿轮9的直径,使得升降板30下降的速度快,使开孔钻29向下快速对盖板表面进行冲孔。
顶支撑架2的顶端左右两侧对称固设有电机固定座3,每一侧的电机固定座3顶端固定安装有电动机4,每一侧的电动机4向右伸出有输出轴,电动机4的输出轴顶端固定安装有第一曲柄5,每一侧的第一曲柄5与对应的第一横架6滑动连接。
第二齿条10底端固设有第二支撑杆14,第二支撑杆14底端固定于升降板30顶端,第三齿条12底端固设有第一支撑杆13,第一支撑杆13固定于按压块15上。
具体的,本发明通过将盖板放置在底机箱1的顶面,通过按压块15向下按压,实现对盖板中部进行冲压成型,通过按压块15底部的第一台阶块16以及第二台阶块17配合底机箱1顶面的第一成型槽18以及第二成型槽19进行按压成型,实现按压块15向下按压一次,即可将盖板冲压折弯成型,实现高效率、高精度的一次性冲压成型,提高了盖板的成型制备效率。
具体的,本发明在按压块15向下按压将盖板轮廓成型后,在按压块15还未向上提升前,通过按压块15中部的升降板30向下降落,对盖板中部进行等间距冲孔,实现一次装夹完成两道工序,进而可以有效地提高盖板的成型制备效率,通过减少二次装夹,提高盖板的成型精度,有益于提高产品质量。
具体的,本发明通过对按压块15向下按压过程中,通过两侧的折弯块33对盖板两侧边进行折弯,实现一次装夹完成三道工序,进而免去了多次装夹的繁琐操作,显著提高盖板生产效率和盖板成型精度,
具体的,本发明按压块15在向下移动的过程中,通过底机箱1两侧的齿条7向下移动,推动底机箱1两侧的第二冲孔钻2503对折弯后的盖板两侧进行冲孔,实现一次装夹完成四道工序,通过一次装置可以完成多道工序,有效地提高对盖板的成型加工效率。
具体的,本发明的升降板30通过在按压块15中部的升降孔28内弹性滑动,配合第二从动齿轮9与第三齿条12的啮合的啮合,使得按压块15先落下实现先冲压成型,再通过升降板30下降对盖板后开孔,通过按压块15先落下成型并对盖板进行按压固定,使盖板在冲孔成型时,避免产生晃动,提高冲孔精准度。
按压块15的底面左右两侧对称固设有多个压紧弹簧23,每一侧的多个压紧弹簧23在按压块15底面从前向后呈直线等间距排列,每一个压紧弹簧23的底面固定安装有压紧脚24,每一个压紧脚24的底面为平面。
具体的,本发明按压块15底面的左右两侧对称固设有多个压紧弹簧23,每一个压紧弹簧23的底面固定安装有压紧脚24,通过压紧脚24对盖板的两侧进行按压,使盖板中部在冲压成型时,避免盖板两侧翘起,以提高盖板的成型精度,通过对冲压成型时对盖板两侧进行压紧,以便于两侧的折弯块33对盖板两侧进行折弯,进而实现一次装夹完成多道工序,每一个压紧脚24的底面设置有输送带2402,输送带2402为平面,通过输送带2402与盖板表面接触,利用输送带2402的转动,使盖板中部被按压块15冲压成型时,盖板产生滑移时,通过输送带2402可以有效地减少对盖板顶面的划伤,进而可以有效地提高对盖板的滑移平稳性。
每一个压紧脚24的底面转动连接有循环转动的输送带2402,每一个输送带2402为平面,每一个输送带2402的内圈两端对称转动连接有滚柱2403,输送带2402内圈两端的滚柱2403固设于压紧脚24底面上,输送带2402的内圈中部固定安装有支撑块2401,输送带2402底面为平面。
具体的,本发明按压块15底面的左右两侧对称固设有多个压紧弹簧23,每一个压紧弹簧23的底面固定安装有压紧脚24,通过压紧脚24对盖板的两侧进行按压,使盖板中部在冲压成型时,避免盖板两侧翘起,以提高盖板的成型精度,通过对冲压成型时对盖板两侧进行压紧,以便于两侧的折弯块33对盖板两侧进行折弯,进而实现一次装夹完成多道工序,每一个压紧脚24的底面设置有输送带2402,输送带2402为平面,通过输送带2402与盖板表面接触,利用输送带2402的转动,使盖板中部被按压块15冲压成型时,盖板产生滑移时,通过输送带2402可以有效地减少对盖板顶面的划伤,进而可以有效地提高对盖板的滑移平稳性。
底机箱1的顶面开设有两道凹陷的排屑槽26,两道凹陷的排屑槽26在底机箱1的顶面平行设置,两道凹陷的排屑槽26对称设置于第二成型槽19的左右两侧,便于将盖板两侧向排屑槽26内折弯,
按压块15的底面左右两侧对称固设有凸起的折弯块33,每一侧的折弯块33均下方与对应的排屑槽26相配合,折弯块33的底面高于第一台阶块16的底面。
具体的,本发明在按压块15向下按压将盖板轮廓成型后,在按压块15还未向上提升前,通过按压块15中部的升降板30向下降落,对盖板中部进行等间距冲孔,实现一次装夹完成两道工序,进而可以有效地提高盖板的成型制备效率,通过减少二次装夹,提高盖板的成型精度,有益于提高产品质量。
具体的,本发明通过对按压块15向下按压过程中,通过两侧的折弯块33对盖板两侧边进行折弯,实现一次装夹完成三道工序,进而免去了多次装夹的繁琐操作,显著提高盖板生产效率和盖板成型精度,
底机箱1的左右两侧对称安装有打孔装置25,打孔装置25包括摆动板2501、推筒2502、第二冲孔钻2503、顶杆2504、滚轮2505、弹簧耳板2506、回位弹簧2507、弹簧槽2508,摆动板2501共设有两片,两片摆动板2501对称铰接于底机箱1的左右两侧,每一道排屑槽26的内壁左右两侧对称开设有若干个贯通的让位孔27,排屑槽26内壁左侧的让位孔27内通过滑动配合方式嵌入有推筒2502,嵌入于推筒2502的让位孔27内壁开设有弹簧槽2508,嵌入于让位孔27内的推筒2502外壁固设有凸起的弹簧耳板2506,弹簧耳板2506通过滑动连接方式嵌入于弹簧槽2508内,嵌入于弹簧槽2508内的弹簧耳板2506右端固设有回位弹簧2507;推筒2502右端固定安装有第二冲孔钻2503,第二冲孔钻2503通过滑动连接方式伸入于让位孔27内,推筒2502的左端固设有顶杆2504,弹簧耳板2506的左端伸出于底机箱1的外侧,伸出于底机箱1外侧的弹簧耳板2506左端转动连接有滚轮2505,滚轮2505与摆动板2501滚动接触。
具体的,本发明通过对按压块15向下按压过程中,通过两侧的折弯块33对盖板两侧边进行折弯,实现一次装夹完成三道工序,进而免去了多次装夹的繁琐操作,显著提高盖板生产效率和盖板成型精度,
具体的,本发明按压块15在向下移动的过程中,通过底机箱1两侧的齿条7向下移动,推动底机箱1两侧的第二冲孔钻2503对折弯后的盖板两侧进行冲孔,实现一次装夹完成四道工序,通过一次装置可以完成多道工序,有效地提高对盖板的成型加工效率。
具体的,本发明的升降板30通过在按压块15中部的升降孔28内弹性滑动,配合第二从动齿轮9与第三齿条12的啮合的啮合,使得按压块15先落下实现先冲压成型,再通过升降板30下降对盖板后开孔,通过按压块15先落下成型并对盖板进行按压固定,使盖板在冲孔成型时,避免产生晃动,提高冲孔精准度。
每一道排屑槽26内壁右侧的让位孔27贯穿于排屑口21,排屑口21的底面安装有倾斜摆放的导料板22,导料板22包括第三曲柄2201、第二电动机2202、拉簧2203、底铰支座2204,导料板22在排屑口21内由后向前逐渐倾斜,导料板22的底端其中一侧转动连接于底铰支座2204上,导料板22的底端另一侧底部固定安装有第二电动机2202,第二电动机2202向前伸出有输出轴,第二电动机2202的输出轴顶端固定安装有第三曲柄2201,第三曲柄2201与导料板22底面间歇性接触。
具体的,本发明通过在底机箱1的排屑口21内安装有倾斜设置的导料板22,通过导料板22倾斜设置,使得打孔过程中产生的碎屑可以通过倾斜的导料板22进行导向,使打孔过程中产生的碎屑可以快速的排出,通过导料板22往复抖动,进而可以加快碎屑的排出,可以有效地提高对碎屑的处理,具体的,本发明通过两侧的第二冲孔钻2503从底机箱1的左右两侧向底机箱1的中部进行冲孔,进而可以将碎屑向底机箱1中部的排屑口21内排出,便于收集碎屑,提高对碎屑的处理效率,通过将按压块15底端的开孔钻29向下对盖板进行冲孔,通过向下冲孔将碎屑利用重力排向排屑口21内,再通过导料板22的倾斜导料,便于对碎屑进行集中收集处理,提高碎屑的处理效率。
本发明按压块的工作原理如下:
按压块15下降时,扇形齿11的直径大于第二从动齿轮9的直径,第二齿条10顶端设有轮齿,第二齿条10的底端为光滑的平面,当齿条7向下移动,推动第一从动齿轮8顺时针旋转,第一从动齿轮8带动第二从动齿轮9以及扇形齿11同步转动,第二从动齿轮9推动第三齿条12向下降落,第三齿条12带动按压块15向下降落,实现对底机箱1顶面的盖板进行按压,此时,由于第二从动齿轮9以及扇形齿11同步转动,扇形齿11在转动时,无法与第二齿条10的轮齿啮合,当按压块5向下降落至临近于最底端位置时,此时,扇形齿11与第二齿条10啮合,由于扇形齿11的直径大于第二从动齿轮9的直径,使得升降板30下降的速度快,使开孔钻29向下快速对盖板表面进行冲孔。
按压块15上升时,由于升降孔28的内壁其中两侧对称开设有第三滑槽2801,升降板30的两侧通过滑动配合方式嵌入于第三滑槽2801内,嵌入于第三滑槽2801内的升降板30底面固设有第三压簧2802,使得当齿条7向上移动时,推动第一从动齿轮8逆时针旋转,第一从动齿轮8带动第二从动齿轮9以及扇形齿11同步转动,第二从动齿轮9推动第三齿条12向上升起,第三齿条12带动按压块15向上升起,按压块15在初始向上升起时,扇形齿11与第二齿条10处于啮合状态(未分离),会使得开孔钻29会向上快速退回,等到扇形齿11与第二齿条10啮合分离后,通过两侧的第三压簧2802进行支撑,使升降板30在按压块15的升降孔28内处于最顶端,使扇形齿11与第二齿条10啮合分离后,升降板30可以跟着按压块15同步向上升起,完成对开孔钻29的同步退刀。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种计算机盖板成型制备加工装置
- 一种备胎盖板加工成型装置