一种新型一体成型模具
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及模具技术领域,更具体地说,涉及一种新型一体成型模具。
背景技术
模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,它主要通过所成型材料物理状态的改变来实现物品外形的加工,在外力作用下使坯料成为有特定形状和尺寸的制件的工具,广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。
铝板在成型加工过程中,需要进行拉伸、冲孔及切边加工,由于是0.5mm铝板拉伸一次成型,产品四周工艺边平面位置太小压边力不够,靠近外形切边位置会产生起皱的现象,并且冲孔凸模冲孔处容易出现拉伸脱底和拉裂现象。
发明内容
本发明提供了一种新型一体成型模具,旨在解决上述现有技术中的问题。
为解决上述问题,本发明采用如下的技术方案:
一种新型一体成型模具,包括模柄,所述模柄的外壁上设置有模柄套,所述模柄的底部焊接有上模座,所述上模座的底部设置有第一推料垫圈,所述第一推料垫圈的底部固定连接有上模垫板,所述上模垫板的底部开有第六安装槽,所述第六安装槽的内顶部固定连接有第三上弹簧座,所述第三上弹簧座的底部通过第三拉伸弹簧固定连接有第三下弹簧座,所述第三下弹簧座的底部固定连接有切边凹模,所述切边凹模的底部固定连接有下模座,所述下模座的上表面通过圆柱销固定连接有下凹模,所述切边凹模的侧壁上设置有内推料,所述模柄的内壁上滑动连接有推杆,所述推杆贯穿模柄、上模座、第一推料垫圈、上模垫板,所述推杆的底部焊接有冲孔凸模,所述冲孔凸模的侧壁上设置有拉伸凸模,所述冲孔凸模与拉伸凸模一体成型,本发明解决了模具在生产过程中发生的产品拉伸边缘起皱、拉伸脱底和拉裂的问题,提高了产品质量。
作为本发明的一种优选方案,所述上模垫板的底部焊接有第二固定板,所述第二固定板的底部开有第七安装槽,所述第七安装槽的内壁上焊接有导柱,所述下模座的上表面开有第五固定槽,所述第五固定槽与导柱之间相互匹配,所述切边凹模的表面开有第九安装槽,所述第九安装槽的内壁上固定连接有第一导套,所述第一导套与导柱滑动连接在一起。
作为本发明的一种优选方案,所述上模垫板的底部开有第四安装槽,所述第四安装槽的内顶部固定连接有第二上弹簧座,所述拉伸凸模的上表面开有第八安装槽,所述第八安装槽的内底部固定连接有第二下弹簧座,所述第二上弹簧座与第二下弹簧座之间焊接有第二拉伸弹簧,所述第二固定板的表面开有第一支撑槽和第二支撑槽,所述第二拉伸弹簧位于第一支撑槽内,所述第三拉伸弹簧位于第二支撑槽内。
作为本发明的一种优选方案,所述上模垫板的底部开有第五安装槽,所述第五安装槽内设置有T形限位柱,所述第二固定板的表面开有第二固定槽,所述第二固定槽内固定连接有第二导套,所述第二导套与T形限位柱滑动连接在一起,所述拉伸凸模的上表面开有第四固定槽,所述T形限位柱与第四固定槽之间相互匹配。
作为本发明的一种优选方案,所述上模垫板的底部开有第一固定槽,所述第一固定槽的内壁上焊接有弹性挡料板,所述第二固定板的表面开有第三固定槽,所述第三固定槽与弹性挡料板之间相互匹配。
作为本发明的一种优选方案,所述冲孔凸模与拉伸凸模之间的底部设置有间隙,所述冲孔凸模的底面为圆弧面。
作为本发明的一种优选方案,所述上模座的底部开有第二安装槽,所述第二安装槽内固定连接有固定螺钉,所述第一推料垫圈的侧壁上焊接有第一固定板,所述第一固定板的表面开有螺钉孔,所述上模垫板的上表面设置有底孔,所述固定螺钉贯穿螺钉孔,且固定螺钉的下端与底孔之间相互匹配。
作为本发明的一种优选方案,所述上模座的底部开有第一安装槽,所述第一安装槽的内顶部固定连接有第一上弹簧座,所述第一推料垫圈的上表面开有第三安装槽,所述第三安装槽的内底部固定连接有第一下弹簧座,所述第一上弹簧座与第一下弹簧座之间焊接有第一拉伸弹簧。
相比于现有技术,本发明的优点在于:
(1)冲孔凸模下端中部位置做成近似球面的圆弧面,保证在整个拉伸的过程当中走料顺畅,间隙的大小根据实际情况来定,一般取大于1.3倍的材料厚度,以此来完成一些在拉伸比较恶劣的情况下,最大程度的保证产品不出现底部拉裂或脱底的现象。
(2)原材料先通过内推料以及切边凹模压住,内推料的平面应与切边凹模刀口平齐,给推杆施加一个竖直向下的力,促使冲孔凸模与拉伸凸模缓慢的往下拉伸,此时切边凹模做拉伸压边圈使用,切边凹模与上模垫板通过第三拉伸弹簧连接,实现切边凹模上下活动的效果,通过第一导套与导柱之间的相互配合,方便切边凹模沿着导柱的轨迹在竖直方向上移动,进而通过切边凹模的移动加大产品的压边力,防止产品边缘起皱,完成拉伸后切边凹模与第二固定板将产品压实,然后与拉伸凸模配合切边。
附图说明
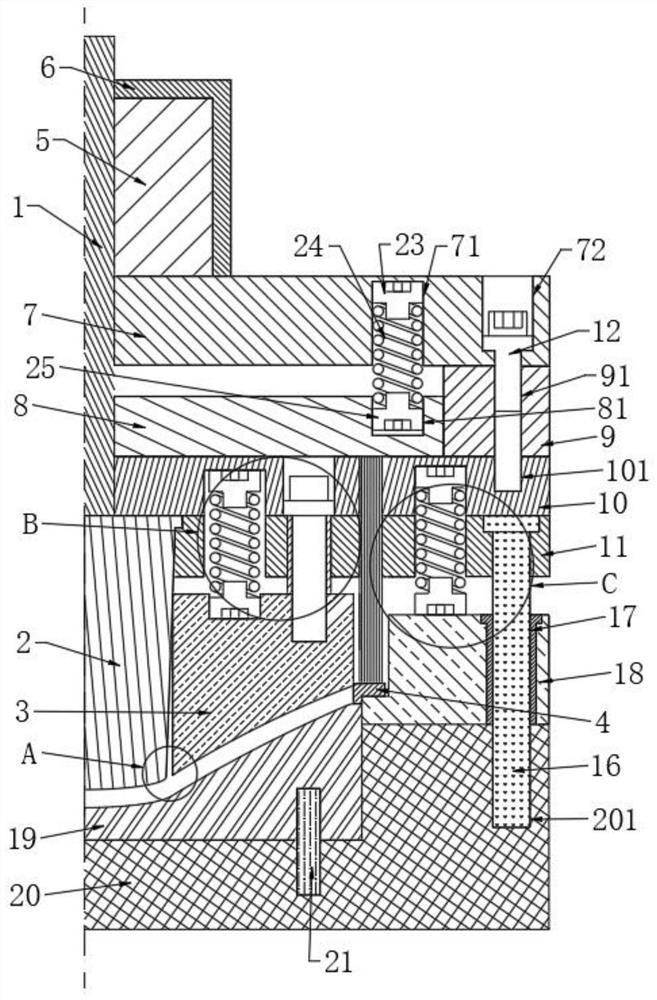
图1为本发明的内部结构示意图;
图2为本发明图1中的A处结构放大示意图;
图3为本发明图1中的B处结构放大示意图;
图4为本发明图1中的C处结构放大示意图。
图中标号说明:
1、推杆;2、冲孔凸模;3、拉伸凸模;301、第八安装槽;302、第四固定槽;4、内推料;5、模柄;6、模柄套;7、上模座;71、第一安装槽;72、第二安装槽;8、第一推料垫圈;81、第三安装槽;9、第一固定板;91、螺钉孔;10、上模垫板;101、底孔;102、第四安装槽;103、第五安装槽;104、第一固定槽;105、第六安装槽;11、第二固定板;111、第一支撑槽;112、第二固定槽;113、第三固定槽;114、第二支撑槽;115、第七安装槽;12、固定螺钉;13、弹性挡料板;14、T形限位柱;15、第二导套;16、导柱;17、第一导套;18、切边凹模;181、第九安装槽;19、下凹模;20、下模座;201、第五固定槽;21、圆柱销;22、间隙;23、第一上弹簧座;24、第一拉伸弹簧;25、第一下弹簧座;26、第二上弹簧座;27、第二拉伸弹簧;28、第二下弹簧座;29、第三上弹簧座;30、第三拉伸弹簧;31、第三下弹簧座。
具体实施方式
下面将结合本发明实施例中的附图对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例:
请参阅图1-4,一种新型一体成型模具,包括模柄5,模柄5的外壁上设置有模柄套6,模柄5的底部焊接有上模座7,上模座7的底部设置有第一推料垫圈8,第一推料垫圈8的底部固定连接有上模垫板10,上模垫板10的底部开有第六安装槽105,第六安装槽105的内顶部固定连接有第三上弹簧座29,第三上弹簧座29的底部通过第三拉伸弹簧30固定连接有第三下弹簧座31,第三下弹簧座31的底部固定连接有切边凹模18,切边凹模18的底部固定连接有下模座20,下模座20的上表面通过圆柱销21固定连接有下凹模19,切边凹模18的侧壁上设置有内推料4,模柄5的内壁上滑动连接有推杆1,推杆1贯穿模柄5、上模座7、第一推料垫圈8、上模垫板10,推杆1的底部焊接有冲孔凸模2,冲孔凸模2的侧壁上设置有拉伸凸模3,冲孔凸模2与拉伸凸模3一体成型。
在进一步的实施例中,通过对第三上弹簧座29与第三下弹簧座31的设计,方便固定第三拉伸弹簧30,切边凹模18与上模垫板10通过第三拉伸弹簧30连接,实现切边凹模18上下活动的效果,工作时,原材料先通过内推料4以及切边凹模18压住,内推料4的平面应与切边凹模18刀口平齐,给推杆1施加一个竖直向下的力,促使冲孔凸模2与拉伸凸模3缓慢的往下拉伸,此时切边凹模18做拉伸压边圈使用。
具体的,上模垫板10的底部焊接有第二固定板11,第二固定板11的底部开有第七安装槽115,第七安装槽115的内壁上焊接有导柱16,下模座20的上表面开有第五固定槽201,第五固定槽201与导柱16之间相互匹配,切边凹模18的表面开有第九安装槽181,第九安装槽181的内壁上固定连接有第一导套17,第一导套17与导柱16滑动连接在一起。
在进一步的实施例中,将导柱16安装在第七安装槽115与第五固定槽201的内壁上,通过第一导套17与导柱16之间的相互配合,方便切边凹模18沿着导柱16的轨迹在竖直方向上移动,进而通过切边凹模18的移动加大产品的压边力,防止产品边缘起皱,完成拉伸后切边凹模18与第二固定板11将产品压实,然后与拉伸凸模3配合切边。
具体的,上模垫板10的底部开有第四安装槽102,第四安装槽102的内顶部固定连接有第二上弹簧座26,拉伸凸模3的上表面开有第八安装槽301,第八安装槽301的内底部固定连接有第二下弹簧座28,第二上弹簧座26与第二下弹簧座28之间焊接有第二拉伸弹簧27,第二固定板11的表面开有第一支撑槽111和第二支撑槽114,第二拉伸弹簧27位于第一支撑槽111内,第三拉伸弹簧30位于第二支撑槽114内。
在进一步的实施例中,通过对第二上弹簧座26与第二下弹簧座28的设计,方便固定第二拉伸弹簧27,第一支撑槽111用作第二拉伸弹簧27的活动空间,第二支撑槽114用作第三拉伸弹簧30的活动空间,第二拉伸弹簧27将上模垫板10与拉伸凸模3连接在一起,方便拉伸凸模3在竖直方向上的移动。
具体的,上模垫板10的底部开有第五安装槽103,第五安装槽103内设置有T形限位柱14,第二固定板11的表面开有第二固定槽112,第二固定槽112内固定连接有第二导套15,第二导套15与T形限位柱14滑动连接在一起,拉伸凸模3的上表面开有第四固定槽302,T形限位柱14与第四固定槽302之间相互匹配。
在进一步的实施例中,将T形限位柱14固定在第四固定槽302的内底部,通过第二导套15与T形限位柱14之间的相互配合,方便拉伸凸模3在竖直方向上的移动,防止拉伸凸模3在移动过程中出现晃动现象,第五安装槽103限制了T形限位柱14的活动范围。
具体的,上模垫板10的底部开有第一固定槽104,第一固定槽104的内壁上焊接有弹性挡料板13,第二固定板11的表面开有第三固定槽113,第三固定槽113与弹性挡料板13之间相互匹配。
在进一步的实施例中,通过对第一固定槽104与第三固定槽113的设计,方便固定弹性挡料板13,通过弹性挡料板13与切边凹模18之间的相互配合,方便限制内推料4的位置。
具体的,冲孔凸模2与拉伸凸模3之间的底部设置有间隙22,冲孔凸模2的底面为圆弧面。
在进一步的实施例中,冲孔凸模2下端中部位置做成近似球面的圆弧面,保证在整个拉伸的过程当中走料顺畅,间隙22的大小根据实际情况来定,一般取大于1.3倍的材料厚度,以此来完成一些在拉伸比较恶劣的情况下,最大程度的保证产品不出现底部拉裂或脱底的现象。
具体的,上模座7的底部开有第二安装槽72,第二安装槽72内固定连接有固定螺钉12,第一推料垫圈8的侧壁上焊接有第一固定板9,第一固定板9的表面开有螺钉孔91,上模垫板10的上表面设置有底孔101,固定螺钉12贯穿螺钉孔91,且固定螺钉12的下端与底孔101之间相互匹配。
在进一步的实施例中,通过对第一固定板9的设计,方便将上模座7、第一推料垫圈8、上模垫板10固定连接在一起,将固定螺钉12贯穿螺钉孔91,通过固定螺钉12的下端与底孔101之间的相互配合,能够将上模座7、第一固定板9、上模垫板10固定连接在一起。
具体的,上模座7的底部开有第一安装槽71,第一安装槽71的内顶部固定连接有第一上弹簧座23,第一推料垫圈8的上表面开有第三安装槽81,第三安装槽81的内底部固定连接有第一下弹簧座25,第一上弹簧座23与第一下弹簧座25之间焊接有第一拉伸弹簧24。
在进一步的实施例中,通过对第一上弹簧座23与第一下弹簧座25的设计,方便固定第一拉伸弹簧24,通过对第一拉伸弹簧24的设计,起到缓冲的作用。
本实施例的工作原理:
工作时,原材料先通过内推料4以及切边凹模18压住,内推料4的平面应与切边凹模18刀口平齐,给推杆1施加一个竖直向下的力,促使冲孔凸模2与拉伸凸模3缓慢的往下拉伸,此时切边凹模18做拉伸压边圈使用,切边凹模18与上模垫板10通过第三拉伸弹簧30连接,实现切边凹模18上下活动的效果,通过第一导套17与导柱16之间的相互配合,方便切边凹模18沿着导柱16的轨迹在竖直方向上移动,进而通过切边凹模18的移动加大产品的压边力,防止产品边缘起皱,完成拉伸后切边凹模18与第二固定板11将产品压实,然后与拉伸凸模3配合切边。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
- 一种新型一体成型模具
- 一种新型打弯与切嘴一体的成型模具