一种消防金属软管用不锈钢外扣环自动冲压设备
文献发布时间:2023-06-19 11:30:53
技术领域
本发明属于一种自动冲压设备,特别是属于一种消防金属软管用不锈钢外扣环自动冲压设备。
背景技术
消防金属软管是用于建筑消防设施的重要组成部件。消防金属软管用不锈钢外扣环需求量很大。现有消防金属软管用不锈钢外扣环有的存在个别尺寸差异,不能满足消防金属软管焊接工序的需要。如何实现消防金属软管用不锈钢外扣环的自动冲压;如何提高消防金属软管用不锈钢外扣环规格尺寸精度,满足消防金属软管焊接工序需求是需要解决的问题。
发明内容
本发明所要解决的技术问题是:提供一种消防金属软管用不锈钢外扣环自动冲压设备。使用该消防金属软管用不锈钢外扣环自动冲压设备能实现消防金属软管用不锈钢外扣环的自动冲压;能提高消防金属软管用不锈钢外扣环规格尺寸精度,满足消防金属软管焊接工序需求。
本发明解决上述技术问题的技术方案是:一种消防金属软管用不锈钢外扣环自动冲压设备,包括安装在钢混地台上的不锈钢外扣环毛坯件提升机,不锈钢外扣环毛坯件提升机具有出料口,其特征是:还包括不锈钢外扣环毛坯件可约束输送装置、不锈钢外扣环毛坯件夹取传送装置、安装在不锈钢外扣环毛坯件提升机右侧钢混地台上的不锈钢外扣环毛坯件冲压装置,还包括液压、气压、电器控制装置;
所述不锈钢外扣环毛坯件可约束输送装置包括其内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽和与左、右纵向倾斜整料段料槽具有的出料口弧形连接的下料料槽段,下料料槽段具有一体成形的向前斜竖段、弯曲段、向前平行延伸出料段,下料料槽段的弯曲段与向前平行延伸出料段结合部设置有单件落料控制头,下料料槽段的向前平行延伸出料段端部设置有封堵其向前平行延伸出料段出料口的挡料板,所述不锈钢外扣环毛坯件可约束输送装置的其内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽具有的接料口与与不锈钢外扣环毛坯件提升机出料口相对接,挡料板与单件落料控制头之间的下料料槽段的向前平行延伸出料段部分为不锈钢外扣环毛坯件夹取传送装置的不锈钢外扣环毛坯件夹取工位;不锈钢外扣环毛坯件经内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽和下料料槽段顺序移动至不锈钢外扣环毛坯件夹取工位时呈竖直状态;
所述不锈钢外扣环毛坯件冲压装置包括安装在不锈钢外扣环毛坯件提升机右侧钢混地台上的方形机架及安装在方形机架上的转盘,还包括转盘旋转驱动装置,所述转盘旋转驱动装置为转盘驱动减速电机、凸轮分割器,转盘减速驱动电机及凸轮分割器依次安装在方形机架顶面上,转盘减速驱动电机输出轴与凸轮分割器输入轴相连接,凸轮分割器输出轴使用连接件与转盘下底面的中部位置固定连接;还包括转盘旋转驱动装置的控制装置,所述转盘旋转驱动装置的控制装置为安装在方形机架上的接近开关;
还包括安装在方形机架顶面后侧的不锈钢外扣环毛坯件冲压动力及冲压上模装置,依次安装在转盘顶面外圆周上的3个不锈钢外扣环毛坯件冲压下模装置,相邻两个不锈钢外扣环毛坯件下模装置的延长线与转盘圆心构成圆心角为120°;初始状态下,1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件接料工位、1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件冲压工位、1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件卸料工位,还包括不锈钢外扣环件下料装置;
所述不锈钢外扣环毛坯件冲压下模装置包括不锈钢外扣环毛坯件冲压下模、正方形底座、正方形顶板、不锈钢外扣环毛坯件顶托板,正方形顶板、正方形底座四个顶角依次使用螺栓、螺母固定安装在转盘顶面外圆周上,四个顶角依次使用螺栓、螺母固定安装在转盘顶面外圆周上的正方形顶板下底面与正方形底座上顶面之间具有安装不锈钢外扣环毛坯件冲压下模的空间,正方形顶板、正方形底座、不锈钢外扣环毛坯件顶托板中部位置分别设置有与不锈钢外扣环毛坯件冲压下模相配合的通孔,不锈钢外扣环毛坯件冲压下模下端依次穿过正方形顶板、正方形底座中部位置设置的通孔并固定安装在正方形顶板、正方形底座上,不锈钢外扣环毛坯件顶托板使用其与不锈钢外扣环毛坯件冲压下模相配合的通孔穿过不锈钢外扣环毛坯件冲压下模活动安装在所述正方形顶板的顶面上,依次固定安装在正方形顶板、正方形底座上的不锈钢外扣环毛坯件冲压下模位于不锈钢外扣环毛坯件顶托板顶面之上的部分与不锈钢外扣环工件外表面随型;
所述不锈钢外扣环毛坯件冲压动力及冲压上模装置包括门型架、冲压油缸、不锈钢外扣环上模冲头,门型架使用其具有的左、右2根立柱安装在方形机架顶面后侧的位置上,所述冲压油缸使用冲压油缸安装座安装在该门型架具有的横梁上,冲压油缸的杠杆穿过门型架横梁并伸入横梁下面的空间内,冲压油缸杠杆的端部使用连接器与不锈钢外扣环上模冲头固定连接;使用连接器与冲压油缸杠杆端部固定连接的不锈钢外扣环上模冲头下底面设置有与不锈钢外扣环工件外表面随型的盲孔;当1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件冲压工位时,不锈钢外扣环毛坯件冲压动力及冲压上模装置的不锈钢外扣环上模冲头能完成对该1个不锈钢外扣环毛坯件冲压下模装置的不锈钢外扣环毛坯件冲压下模上套装承接的不锈钢外扣环毛坯件的冲压;
还包括冲压油缸杠杆导向装置,所述冲压油缸杠杆导向装置包括2个导向柱、条形板,条形板使用其中心位置设置的通孔和连接件平行固定安装在冲压油缸杠杆位于门型架横梁下的中部部分上,门型架横梁左、右两侧分别设置有导向套,2个导向柱下端部分别竖向穿过门型架横梁左、右两侧的导向套并使用连接件与条形板顶面固定连接;
所述不锈钢外扣环毛坯件夹取传送装置包括带有支架的支撑板、直线光轴、滑块、滑块推动气缸、滑块推动气缸安装架,气爪、气爪连接板、气爪推动气缸、气爪推动气缸连接板,所述带有支架的支撑板左、右纵向安装在门型架左立柱前立面的上部位置上,直线光轴使用直线光轴连接板左、右纵向固定于带有支架的支撑板上,滑块套装于直线光轴上,直线光轴连接板的右侧还连接着安装有滑块推动气缸的滑块推动气缸安装架,滑块推动气缸的推杆与滑块相连接,滑块前侧立面上安装着气爪推动气缸连接板,气爪推动气缸连接板上装有气爪推动气缸,该气爪推动气缸的推杆上连接着气爪连接板,气爪连接板上装有气爪;气爪连接板上装有的气爪能将位于不锈钢外扣环毛坯件可约束输送装置的不锈钢外扣环毛坯件夹取工位的不锈钢外扣环毛坯件夹取并传送至安装在转盘顶面外圆周上的1个位于接料工位的不锈钢外扣环毛坯件冲压下模装置;
所述不锈钢外扣环件下料装置包括一端带有封堵板的卸料料槽、高压输气管及高压输气管安装的气阀开关、硬质弹簧、弹簧柱、2个顶托油缸、顶托油缸安装座,一端带有封堵板的卸料料槽靠近其封堵板的一端槽底上设置有与不锈钢外扣环毛坯件顶托板相配合的通孔,一端带有封堵板且槽底设置有与不锈钢外扣环毛坯件顶托板相配合通孔的卸料料槽使用支架左右方向安装在方形机架顶面右侧的位置上,使用支架左右方向安装在方形机架顶面右侧位置上的卸料料槽具有的与不锈钢外扣环毛坯件顶托板相配合通孔与该不锈钢外扣环毛坯件顶托板相对应,使用支架左右方向安装在方形机架顶面右侧位置上的卸料料槽不带封堵板的一端朝向方形机架右侧钢混地台上设置的物料框,高压输气管安装的气阀开关使用气阀开关安装座安装在卸料料槽一端的封堵板上;硬质弹簧及弹簧柱的数量分别为2个,2个硬质弹簧与2个弹簧柱分别相对应配合套装,所述正方形底座具有的与不锈钢外扣环毛坯件冲压下模相配合通孔的左、右两侧分别设置有与顶托油缸安装座相配合的顶托油缸安装座安装通孔,所述正方形顶板具有的与不锈钢外扣环毛坯件冲压下模相配合通孔的左、右两侧分别设置有与硬质弹簧相配合的硬质弹簧通过通孔,2个顶托油缸分别使用顶托油缸安装座固定安装在正方形底座左、右两侧分别设置的顶托油缸安装座安装通孔内, 2个顶托油缸杠杆端部分别使用连接件固定安装着弹簧柱,2个顶托油缸杠杆端部固定安装着的弹簧柱上分别套安装着硬质弹簧,2个硬质弹簧的下端部分别与弹簧柱的下端部固定连接,2个硬质弹簧的上端部分别穿过正方形顶板左、右两侧分别设置的硬质弹簧通过通孔与相对应的不锈钢外扣环毛坯件顶托板下底面固定连接;初始状态下,2个硬质弹簧上端部固定连接的不锈钢外扣环毛坯件顶托板下底面贴靠在所述正方形顶板的顶面上;当1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件卸料工位时,启动2个顶托油缸,2个顶托油缸杠杆端部固定安装着的弹簧柱上套装的硬质弹簧弹性顶托不锈钢外扣环毛坯件顶托板向上位移,将位于不锈钢外扣环毛坯件顶托板之上套装在不锈钢外扣环毛坯件冲压下模上的完成冲压的不锈钢外扣环工件弹性脱离不锈钢外扣环毛坯件冲压下模,同时打开气阀开关,高压气体将脱离不锈钢外扣环毛坯件冲压下模的不锈钢外扣环工件沿一端带有封堵板的卸料料槽吹送至方形机架右侧钢混地台上设置的物料框;2个顶托油缸复位、2个硬质弹簧复位,不锈钢外扣环毛坯件顶托板复位,卸料完成的1个不锈钢外扣环毛坯件冲压下模装置再次在转盘带动下运转至不锈钢外扣环件接料工位,重复上述动作,再次完成对另一件不锈钢外扣环毛坯件的冲压过程。
凸轮分割器采用现有技术,所述液压、气压、电器控制装置采用现有技术,由PLC控制。
本发明的使用过程是:将待冲压加工不锈钢外扣环毛坯件放置于不锈钢外扣环毛坯件提升机具有的料仓,启动不锈钢外扣环毛坯件提升机,不锈钢外扣环毛坯件依次沿不锈钢外扣环毛坯件提升机具有的输送带依次提升不锈钢外扣环毛坯件提升机出料口;不锈钢外扣环毛坯件依次沿不锈钢外扣环毛坯件可约束输送装置的其内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽和与左、右纵向倾斜整料段料槽出料口弧形连接的下料料槽段顺序移动至不锈钢外扣环毛坯件可约束输送装置的不锈钢外扣环毛坯件夹取工位,依次顺序移动至不锈钢外扣环毛坯件可约束输送装置的不锈钢外扣环毛坯件夹取工位的不锈钢外扣环毛坯件呈竖直状态;
启动不锈钢外扣环毛坯件夹取传送装置滑块推动气缸、气爪推动气缸,不锈钢外扣环毛坯件夹取传送装置气爪动作将位于不锈钢外扣环毛坯件夹取工位的呈竖直状态的不锈钢外扣环毛坯件夹取、传送并套装在转盘顶面外圆周上的1 个位于接料工位的不锈钢外扣环毛坯件冲压下模装置的不锈钢外扣环毛坯件冲压下模位于不锈钢外扣环毛坯件顶托板顶面之上的部分上;
启动转盘旋转驱动装置的转盘驱动减速电机,转盘转动,不锈钢外扣环毛坯件冲压下模位于不锈钢外扣环毛坯件顶托板顶面之上部分上套装着不锈钢外扣环毛坯件的的1个位于接料工位的不锈钢外扣环毛坯件冲压下模装置转动至位于不锈钢外扣环件冲压工位时,启动不锈钢外扣环毛坯件冲压动力及冲压上模装置冲压油缸,冲压油缸伸出推动不锈钢外扣环上模冲头不锈钢外扣环毛坯件冲压下模位于不锈钢外扣环毛坯件顶托板顶面之上部分上套装着不锈钢外扣环毛坯件完成冲压,冲压油缸复位;
启动不锈钢外扣环件下料装置2个顶托油缸,2个顶托油缸杠杆端部固定安装着的弹簧柱上套装的硬质弹簧弹性顶托不锈钢外扣环毛坯件顶托板向上位移,将位于不锈钢外扣环毛坯件顶托板之上套装在不锈钢外扣环毛坯件冲压下模上的完成冲压的不锈钢外扣环工件弹性脱离不锈钢外扣环毛坯件冲压下模,同时打开气阀开关,高压气体将脱离不锈钢外扣环毛坯件冲压下模的不锈钢外扣环工件沿一端带有封堵板的卸料料槽吹送至方形机架右侧钢混地台上设置的物料框;2个顶托油缸复位、2个硬质弹簧复位,不锈钢外扣环毛坯件顶托板复位,卸料完成的1个不锈钢外扣环毛坯件冲压下模装置再次在转盘带动下运转至不锈钢外扣环件接料工位,重复上述动作,再次完成对另一件不锈钢外扣环毛坯件的冲压过程。
本发明的有益效果是:由于本发明设置了不锈钢外扣环毛坯件提升机,不锈钢外扣环毛坯件提升机具有出料口,还设置了不锈钢外扣环毛坯件可约束输送装置、不锈钢外扣环毛坯件夹取传送装置、安装在不锈钢外扣环毛坯件提升机右侧钢混地台上的不锈钢外扣环毛坯件冲压装置,还包括液压、电器控制装置;不锈钢外扣环毛坯件冲压装置包括安装在不锈钢外扣环毛坯件提升机上料装置右侧钢混地台上的方形机架及安装在方形机架上的转盘,还包括转盘旋转驱动装置;还包括安装在方形机架顶面后侧的不锈钢外扣环毛坯件冲压动力及冲压上模装置,依次安装在转盘顶面外圆周上的3个不锈钢外扣环毛坯件冲压下模装置,相邻两个不锈钢外扣环毛坯件下模装置的延长线与转盘圆心构成圆心角为120°;初始状态下,1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件接料工位、1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件冲压工位、1个不锈钢外扣环毛坯件冲压下模装置位于不锈钢外扣环件卸料工位,还包括不锈钢外扣环件下料装置;不锈钢外扣环毛坯件夹取传送装置包括带有支架的支撑板、直线光轴、滑块、滑块推动气缸、滑块推动气缸安装架,气爪、气爪连接板、气爪推动气缸连接板;所述不锈钢外扣环件下料装置包括一端带有封堵板的卸料料槽、高压输气管及高压输气管安装的气阀开关、硬质弹簧、弹簧柱、2个顶托油缸、顶托油缸安装座。本发明实现了不锈钢外扣环毛坯件自动上料、不锈钢外扣环毛坯件的自动冲压、不锈钢外扣环工件的自动卸料;本发明实现了消防金属软管用不锈钢外扣环的自动冲压,提高了消防金属软管用不锈钢外扣环规格尺寸精度,满足了消防金属软管焊接工序需求。
附图说明
下面结合附图和实施例对本发明进一步说明;
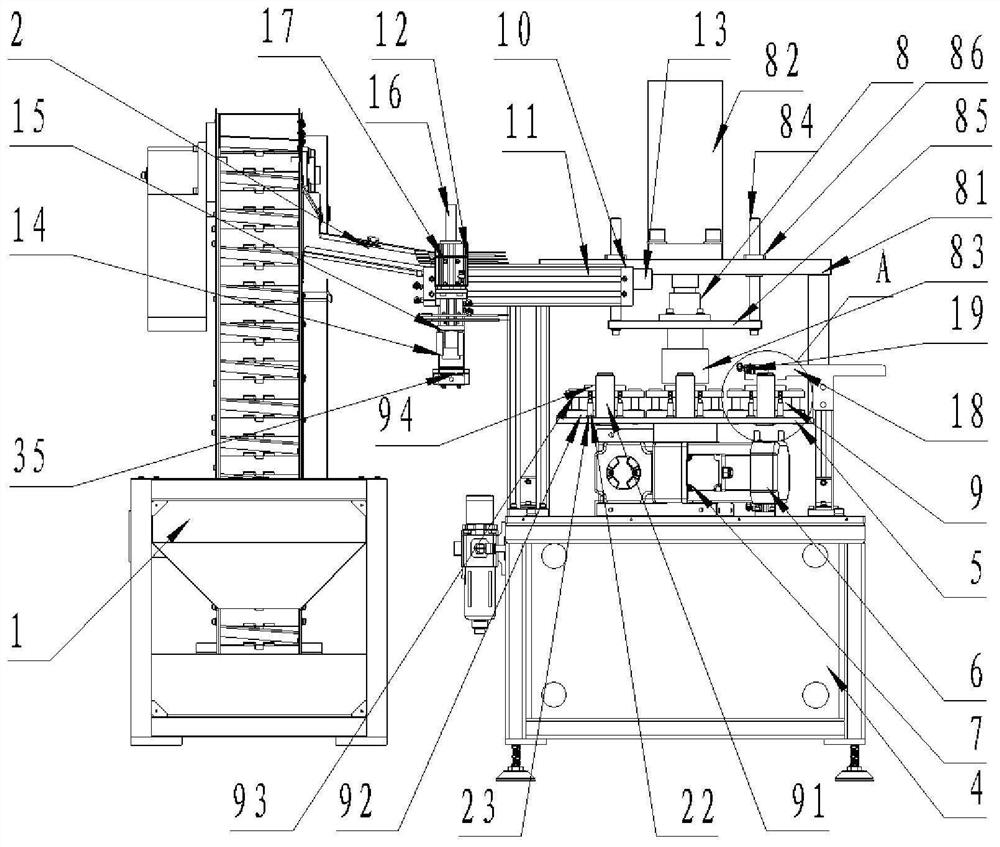
图1是本发明的结构示意图;
图2是本发明图1的局部放大图;
图3是本发明的俯视图;
图4是本发明立体图;
附图中:1.不锈钢外扣环毛坯件提升机、2.左、右纵向倾斜整料段料槽、 3.下料料槽段、31.向前斜竖段、32.弯曲段、33.向前平行延伸出料段、34.单件落料控制头、35.挡料板、36.不锈钢外扣环毛坯件夹取工位、4.方形机架、5.转盘、6.转盘驱动减速电机、7.凸轮分割器、8.毛坯件冲压动力及冲压上模装置、9.不锈钢外扣环毛坯件冲压下模装置、91.不锈钢外扣环毛坯件冲压下模、 92.正方形底座、93.正方形顶板、94.不锈钢外扣环毛坯件顶托板、81.门型架、 82.冲压油缸、83.不锈钢外扣环上模冲头、84导向柱、85.条形板、86.导向套、 10.带有支架的支撑板、11.直线光轴、12.滑块、13.滑块推动气缸、14.气爪、 15.气爪连接板、16.气爪推动气缸、17.气爪推动气缸连接板、18.一端带有封堵板的卸料料槽、19.气阀开关、20.硬质弹簧、21.弹簧柱、22.顶托油缸、23. 顶托油缸安装座。
具体实施方式
下面通过具体实施例对本发明作进一步的详细描述。
实施例1
如图1、图2、图3、图4所示,一种消防金属软管用不锈钢外扣环自动冲压设备,包括安装在钢混地台上的不锈钢外扣环毛坯件提升机1,不锈钢外扣环毛坯件提升机1具有出料口,其特征是:还包括不锈钢外扣环毛坯件可约束输送装置、不锈钢外扣环毛坯件夹取传送装置、安装在不锈钢外扣环毛坯件提升机1右侧钢混地台上的不锈钢外扣环毛坯件冲压装置(观察者面对该发明,观察者左侧为不锈钢外扣环毛坯件提升机的左侧、观察者右侧为不锈钢外扣环毛坯件提升机的右侧,靠近不锈钢外扣环毛坯件提升机一侧为不锈钢外扣环毛坯件提升机的前侧,远离不锈钢外扣环毛坯件提升机一侧为不锈钢外扣环毛坯件提升机的后侧),还包括液压、气压、电器控制装置;
所述不锈钢外扣环毛坯件可约束输送装置包括其内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽2和与左、右纵向倾斜整料段料槽2具有的出料口弧形连接的下料料槽段3,下料料槽段3具有一体成形的向前斜竖段31、弯曲段32、向前平行延伸出料段33,下料料槽段3的弯曲段 32与向前平行延伸出料段33结合部设置有单件落料控制头34,下料料槽段3 的向前平行延伸出料段33端部设置有封堵其向前平行延伸出料段出料口的挡料板35,所述不锈钢外扣环毛坯件可约束输送装置的其内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽2具有的接料口与与不锈钢外扣环毛坯件提升机1出料口相对接,挡料板35与单件落料控制头34之间的下料料槽段3的向前平行延伸出料段部分为不锈钢外扣环毛坯件夹取传送装置的不锈钢外扣环毛坯件夹取工位36;不锈钢外扣环毛坯件经内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽2和下料料槽段3 顺序移动至不锈钢外扣环毛坯件夹取工位36时呈竖直状态;
所述不锈钢外扣环毛坯件冲压装置包括安装在不锈钢外扣环毛坯件提升机 1右侧钢混地台上的方形机架4及安装在方形机架4上的转盘5,还包括转盘旋转驱动装置,所述转盘旋转驱动装置为转盘驱动减速电机6、凸轮分割器7,转盘减速驱动电机6及凸轮分割器7依次安装在方形机架4顶面上,转盘减速驱动电机6输出轴与凸轮分割器7输入轴相连接,凸轮分割器7输出轴使用连接件与转盘5下底面的中部位置固定连接;还包括转盘旋转驱动装置的控制装置,所述转盘旋转驱动装置的控制装置为安装在方形机架4上的接近开关(说明书附图中未画出);
还包括安装在方形机架顶面后侧的不锈钢外扣环毛坯件冲压动力及冲压上模装置8,依次安装在转盘5顶面外圆周上的3个不锈钢外扣环毛坯件冲压下模装置9,相邻两个不锈钢外扣环毛坯件下模装置9的延长线与转盘5圆心构成圆心角为120°;初始状态下,1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件接料工位、1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件冲压工位、1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件卸料工位,还包括不锈钢外扣环件下料装置;
所述不锈钢外扣环毛坯件冲压下模装置9包括不锈钢外扣环毛坯件冲压下模91、正方形底座92、正方形顶板93、不锈钢外扣环毛坯件顶托板94,正方形顶板93、正方形底座92四个顶角依次使用螺栓、螺母固定安装在转盘5顶面外圆周上,四个顶角依次使用螺栓、螺母固定安装在转盘5顶面外圆周上的正方形顶板93下底面与正方形底座92上顶面之间具有安装不锈钢外扣环毛坯件冲压下模91的空间,正方形顶板93、正方形底座92、不锈钢外扣环毛坯件顶托板94中部位置分别设置有与不锈钢外扣环毛坯件冲压下模91相配合的通孔,不锈钢外扣环毛坯件冲压下模91下端依次穿过正方形顶板93、正方形底座92 中部位置设置的通孔并固定安装在正方形顶板93、正方形底座92上,不锈钢外扣环毛坯件顶托板94使用其与不锈钢外扣环毛坯件冲压下模相配合的通孔穿过不锈钢外扣环毛坯件冲压下模91活动安装在所述正方形顶板93的顶面上,依次固定安装在正方形顶板93、正方形底座92上的不锈钢外扣环毛坯件冲压下模 91位于不锈钢外扣环毛坯件顶托板94顶面之上的部分与不锈钢外扣环工件(说明书附图中未画出)外表面随型;
所述不锈钢外扣环毛坯件冲压动力及冲压上模装置8包括门型架81、冲压油缸82、不锈钢外扣环上模冲头83,门型架81使用其具有的左、右2根立柱安装在方形机架4顶面后侧的位置上,所述冲压油缸82使用冲压油缸安装座安装在该门型架81具有的横梁上,冲压油缸82的杠杆穿过门型架81横梁并伸入横梁下面的空间内,冲压油缸82杠杆的端部使用连接器与不锈钢外扣环上模冲头83固定连接;使用连接器与冲压油缸82杠杆端部固定连接的不锈钢外扣环上模冲头83下底面设置有与不锈钢外扣环工件外表面随型的盲孔;当1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件冲压工位时,不锈钢外扣环毛坯件冲压动力及冲压上模装置的不锈钢外扣环上模冲头83能完成对该1个不锈钢外扣环毛坯件冲压下模装置的不锈钢外扣环毛坯件冲压下模91上套装承接的不锈钢外扣环毛坯件的冲压;
还包括冲压油缸杠杆导向装置,所述冲压油缸杠杆导向装置包括2个导向柱84、条形板85,条形板85使用其中心位置设置的通孔和连接件平行固定安装在冲压油缸82杠杆位于门型架81横梁下的中部部分上,门型架81横梁左、右两侧分别设置有导向套86,2个导向柱84下端部分别竖向穿过门型架81横梁左、右两侧的导向套86并使用连接件与条形板85顶面固定连接;
所述不锈钢外扣环毛坯件夹取传送装置包括带有支架的支撑板10、直线光轴11、滑块12、滑块推动气缸13、滑块推动气缸安装架,气爪14、气爪连接板15、气爪推动气缸16、气爪推动气缸连接板17,所述带有支架的支撑板10 左、右纵向安装在门型架81左立柱前立面的上部位置上,直线光轴11使用直线光轴连接板左、右纵向固定于带有支架的支撑板10上,滑块12套装于直线光轴11上,直线光轴连接板的右侧还连接着安装有滑块推动气缸13的滑块推动气缸安装架,滑块推动气缸13的推杆与所述滑块12相连接,滑块12前侧立面上安装着气爪推动气缸连接板17,气爪推动气缸连接板17上装有气爪推动气缸16,该气爪推动气缸16的推杆上连接着气爪连接板15,气爪连接板15上装有气爪14;气爪连接板15上装有的气爪14能将位于不锈钢外扣环毛坯件可约束输送装置的不锈钢外扣环毛坯件夹取工位36的不锈钢外扣环毛坯件夹取并传送至安装在转盘5顶面外圆周上的1个位于接料工位的不锈钢外扣环毛坯件冲压下模装置9。
实施例2
如图1、图2、图3、图4所示,一种消防金属软管用不锈钢外扣环自动冲压设备,包括安装在钢混地台上的不锈钢外扣环毛坯件提升机1,不锈钢外扣环毛坯件提升机1具有出料口,其特征是:还包括不锈钢外扣环毛坯件可约束输送装置、不锈钢外扣环毛坯件夹取传送装置、安装在不锈钢外扣环毛坯件提升机1右侧钢混地台上的不锈钢外扣环毛坯件冲压装置(观察者面对该发明,观察者左侧为不锈钢外扣环毛坯件提升机的左侧、观察者右侧为不锈钢外扣环毛坯件提升机的右侧,靠近不锈钢外扣环毛坯件提升机一侧为不锈钢外扣环毛坯件提升机的前侧,远离不锈钢外扣环毛坯件提升机一侧为不锈钢外扣环毛坯件提升机的后侧),还包括液压、气压、电器控制装置;
所述不锈钢外扣环毛坯件可约束输送装置包括其内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽2和与左、右纵向倾斜整料段料槽2具有的出料口弧形连接的下料料槽段3,下料料槽段3具有一体成形的向前斜竖段31、弯曲段32、向前平行延伸出料段33,下料料槽段3的弯曲段 32与向前平行延伸出料段33结合部设置有单件落料控制头34,下料料槽段3 的向前平行延伸出料段33端部设置有封堵其向前平行延伸出料段出料口的挡料板35,所述不锈钢外扣环毛坯件可约束输送装置的其内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽2具有的接料口与与不锈钢外扣环毛坯件提升机1出料口相对接,挡料板35与单件落料控制头34之间的下料料槽段3的向前平行延伸出料段部分为不锈钢外扣环毛坯件夹取传送装置的不锈钢外扣环毛坯件夹取工位;不锈钢外扣环毛坯件经内部可约束被加工不锈钢外扣环毛坯件顺序移动的左、右纵向倾斜整料段料槽2和下料料槽段3 顺序移动至不锈钢外扣环毛坯件夹取工位时呈竖直状态;
所述不锈钢外扣环毛坯件冲压装置包括安装在不锈钢外扣环毛坯件提升机1右侧钢混地台上的方形机架4及安装在方形机架4上的转盘5,还包括转盘旋转驱动装置,所述转盘旋转驱动装置为转盘驱动减速电机6、凸轮分割器7,转盘减速驱动电机6及凸轮分割器7依次安装在方形机架4顶面上,转盘减速驱动电机6输出轴与凸轮分割器7输入轴相连接,凸轮分割器7输出轴使用连接件与转盘5下底面的中部位置固定连接;还包括转盘旋转驱动装置的控制装置,所述转盘旋转驱动装置的控制装置为安装在方形机架4上的接近开关(说明书附图中未画出);
还包括安装在方形机架顶面后侧的不锈钢外扣环毛坯件冲压动力及冲压上模装置8,依次安装在转盘5顶面外圆周上的3个不锈钢外扣环毛坯件冲压下模装置9,相邻两个不锈钢外扣环毛坯件下模装置9的延长线与转盘5圆心构成圆心角为120°;初始状态下,1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件接料工位、1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件冲压工位、1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件卸料工位,还包括不锈钢外扣环件下料装置;
所述不锈钢外扣环毛坯件冲压下模装置9包括不锈钢外扣环毛坯件冲压下模91、正方形底座92、正方形顶板93、不锈钢外扣环毛坯件顶托板94,正方形顶板93、正方形底座92四个顶角依次使用螺栓、螺母固定安装在转盘5顶面外圆周上,四个顶角依次使用螺栓、螺母固定安装在转盘5顶面外圆周上的正方形顶板93下底面与正方形底座92上顶面之间具有安装不锈钢外扣环毛坯件冲压下模91的空间,正方形顶板93、正方形底座92、不锈钢外扣环毛坯件顶托板94中部位置分别设置有与不锈钢外扣环毛坯件冲压下模91相配合的通孔,不锈钢外扣环毛坯件冲压下模91下端依次穿过正方形顶板93、正方形底座92 中部位置设置的通孔并固定安装在正方形顶板93、正方形底座92上,不锈钢外扣环毛坯件顶托板94使用其与不锈钢外扣环毛坯件冲压下模相配合的通孔穿过不锈钢外扣环毛坯件冲压下模91活动安装在所述正方形顶板93的顶面上,依次固定安装在正方形顶板93、正方形底座92上的不锈钢外扣环毛坯件冲压下模 91位于不锈钢外扣环毛坯件顶托板94顶面之上的部分与不锈钢外扣环工件(说明书附图中未画出)外表面随型;
所述不锈钢外扣环毛坯件冲压动力及冲压上模装置8包括门型架81、冲压油缸82、不锈钢外扣环上模冲头83,门型架81使用其具有的左、右2根立柱安装在方形机架4顶面后侧的位置上,所述冲压油缸82使用冲压油缸安装座安装在该门型架81具有的横梁上,冲压油缸82的杠杆穿过门型架81横梁并伸入横梁下面的空间内,冲压油缸82杠杆的端部使用连接器与不锈钢外扣环上模冲头83固定连接;使用连接器与冲压油缸82杠杆端部固定连接的不锈钢外扣环上模冲头83下底面设置有与不锈钢外扣环工件外表面随型的盲孔;当1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件冲压工位时,不锈钢外扣环毛坯件冲压动力及冲压上模装置的不锈钢外扣环上模冲头83能完成对该1个不锈钢外扣环毛坯件冲压下模装置的不锈钢外扣环毛坯件冲压下模91上套装承接的不锈钢外扣环毛坯件的冲压;
还包括冲压油缸杠杆导向装置,所述冲压油缸杠杆导向装置包括2个导向柱84、条形板85,条形板85使用其中心位置设置的通孔和连接件平行固定安装在冲压油缸82杠杆位于门型架81横梁下的中部部分上,门型架81横梁左、右两侧分别设置有导向套86,2个导向柱84下端部分别竖向穿过门型架81横梁左、右两侧的导向套86并使用连接件与条形板85顶面固定连接;
所述不锈钢外扣环毛坯件夹取传送装置包括带有支架的支撑板10、直线光轴11、滑块12、滑块推动气缸13、滑块推动气缸安装架,气爪14、气爪连接板15、气爪推动气缸16、气爪推动气缸连接板17,所述带有支架的支撑板10 左、右纵向安装在门型架81左立柱前立面的上部位置上,直线光轴11使用直线光轴连接板左、右纵向固定于带有支架的支撑板10上,滑块12套装于直线光轴11上,直线光轴连接板的右侧还连接着安装有滑块推动气缸13的滑块推动气缸安装架,滑块推动气缸13的推杆与所述滑块12相连接,滑块12前侧立面上安装着气爪推动气缸连接板17,气爪推动气缸连接板17上装有气爪推动气缸16,该气爪推动气缸16的推杆上连接着气爪连接板15,气爪连接板15上装有气爪14;气爪连接板15上装有的气爪14能将位于不锈钢外扣环毛坯件可约束输送装置的不锈钢外扣环毛坯件夹取工位36的不锈钢外扣环毛坯件夹取并传送至安装在转盘5顶面外圆周上的1个位于接料工位的不锈钢外扣环毛坯件冲压下模装置9;
所述不锈钢外扣环件下料装置包括一端带有封堵板的卸料料槽18、高压输气管(说明书附图中未画出)及高压输气管安装的气阀开关19、硬质弹簧20、弹簧柱21、2个顶托油缸22、顶托油缸安装座23,一端带有封堵板的卸料料槽 18靠近其封堵板的一端槽底上设置有与不锈钢外扣环毛坯件顶托板94相配合的通孔,一端带有封堵板且槽底设置有与不锈钢外扣环毛坯件顶托板相配合通孔的卸料料槽使用支架左右方向安装在方形机架4顶面右侧的位置上,使用支架左右方向安装在方形机4架顶面右侧位置上的卸料料槽具有的与不锈钢外扣环毛坯件顶托板相配合通孔与该不锈钢外扣环毛坯件顶托板94相对应,使用支架左右方向安装在方形机架4顶面右侧位置上的卸料料槽不带封堵板的一端朝向方形机架4右侧钢混地台上设置的物料框(说明书附图中未画出),高压输气管上安装的气阀开关19使用气阀开关安装座安装在卸料料槽一端的封堵板上;硬质弹簧20及弹簧柱21的数量分别为2个,2个硬质弹簧20与2个弹簧柱21分别相对应配合套装,所述正方形底座92具有的与不锈钢外扣环毛坯件冲压下模 91相配合通孔的左、右两侧分别设置有与顶托油缸安装座相配合的顶托油缸安装座安装通孔,所述正方形顶板93具有的与不锈钢外扣环毛坯件冲压下模91 相配合通孔的左、右两侧分别设置有与硬质弹簧20相配合的硬质弹簧通过通孔, 2个顶托油缸22分别使用顶托油缸安装座固定安装在正方形底座92左、右两侧分别设置的顶托油缸安装座安装通孔内,2个顶托油缸22杠杆端部分别使用连接件固定安装着弹簧柱21,2个顶托油缸22杠杆端部固定安装着的弹簧柱21 上分别套安装着硬质弹簧20,2个硬质弹簧20的下端部分别与弹簧柱21的下端部固定连接,2个硬质弹簧20的上端部分别穿过正方形顶板93左、右两侧分别设置的硬质弹簧通过通孔与相对应的不锈钢外扣环毛坯件顶托板94下底面固定连接;初始状态下,2个硬质弹簧20上端部固定连接的不锈钢外扣环毛坯件顶托板94下底面贴靠在所述正方形顶板93的顶面上;当1个不锈钢外扣环毛坯件冲压下模装置9位于不锈钢外扣环件卸料工位时,启动2个顶托油缸22,2 个顶托油缸22杠杆端部固定安装着的弹簧柱上套装的硬质弹簧20弹性顶托不锈钢外扣环毛坯件顶托板94向上位移,将位于不锈钢外扣环毛坯件顶托板94 之上套装在不锈钢外扣环毛坯件冲压下模91上的完成冲压的不锈钢外扣环工件弹性脱离不锈钢外扣环毛坯件冲压下模91,同时打开气阀开关19,高压气体将脱离不锈钢外扣环毛坯件冲压下模91的不锈钢外扣环工件沿一端带有封堵板的卸料料槽18吹送至方形机架4右侧钢混地台上设置的物料框;2个顶托油缸22 复位、2个硬质弹簧20复位,不锈钢外扣环毛坯件顶托板94复位,卸料完成的 1个不锈钢外扣环毛坯件冲压下模装置9再次在转盘5带动下运转至不锈钢外扣环件接料工位,重复上述动作,再次完成对另一件不锈钢外扣环毛坯件的冲压过程。
通过上述的说明内容,本领域技术人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改都在本发明的保护范围之内。本发明的未尽事宜,属于本领域技术人员的公知常识。
- 一种消防金属软管用不锈钢外扣环自动冲压设备
- 一种消防金属软管用不锈钢外扣环自动冲压设备