一种活塞整体抽芯模具
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及模具技术领域,尤其涉及一种活塞整体抽芯模具。
背景技术
活塞是发动机的关键零部件,目前行业内生产铝活塞毛坯基本采取的 是金属型重力铸造方法。伴随着国内发动机行业节能减排标准的进一步提 升,活塞模具也逐渐由原来的三芯模、五芯模优化成现在的整芯模。整芯 模具在铸造生产毛坯的过程中,减少了三芯模、五芯模的分模线存在,活 塞内腔会更光滑整洁,也就更没有分模线的毛刺存在。
但整芯模具在铸造生产毛坯过程中,因无分模线的间隙存在,会导致 铝液充型过程中模具型腔里的气体无法迅速排出,并最终导致活塞毛坯型 腔的内表面有气窝或气阻存在,影响到活塞内腔上面“模号、工号、产品 名称、商标”等铸造标识的清晰度,同时,活塞毛坯在铸造生产过程中也 很容易产生皮下气孔等铸造缺陷,进而导致活塞毛坯铸造废品率偏高,造 成废品损失较大。
发明内容
本发明针对现有技术的不足,提供了一种活塞整体抽芯模具。
本发明通过以下技术手段实现解决上述技术问题的:
一种活塞整体抽芯模具,包括整芯模、缝隙、冷却水水槽和抽芯机构, 所述整芯模的顶部为弧形结构,所述整芯模的内部开设有卡接凹槽,所述 卡接凹槽中穿设有抽芯机构,所述抽芯机构顶部与所述整芯模顶部齐平, 所述抽芯机构顶部为弧形结构,所述抽芯机构与所述整芯模顶部弧形结构 之间留有缝隙,所述抽芯机构的内部开设有冷却水水槽。
优选的,所述整芯模外侧壁上位于弧形结构下方设有第一台阶,所述 整芯模外壁上靠近底部位置处设有第二台阶。
优选的,所述抽芯机构为圆形或椭圆形结构,所述抽芯机构靠近顶部 位置处设有第三台阶,所述抽芯机构靠近底部位置处设有第四台阶,所述 整芯模中的卡接凹槽为三段式结构,所述卡接凹槽由上至下直径逐渐增大。
优选的,所述抽芯机构上位于第三台阶位置处设有第三磁铁块,所述 抽芯机构上位于第四台阶位置处设有第四磁铁块,所述整芯模中对应第三 台阶位置处设有第一磁铁块,所述整芯模中对应第四台阶位置处设有第二 磁铁块。
优选的,所述抽芯机构中的冷却水水槽中设有U形通水管。
优选的,所述U形通水管外壁上设有凹凸层,所述U形通水管外壁贴 合所述抽芯机构。
优选的,所述抽芯机构的内壁中设有热传导层。
本发明的优点在于:通过该整芯模中插设的抽芯机构设置,铸造成型 效果明显改善,各种铸造标识清晰明确,活塞皮下气孔铸造缺陷基本消失, 同时,因抽芯机构中冷却水槽的设置,缩短了单只活塞铸造凝固开模时间, 极大的提高了铸造生产效率;通过内置冷却水槽对抽芯模具进行循环水冷 却,保证整芯模具活塞的铸造成型效果,改善铸造毛坯质量。
附图说明
图1为本发明实施例电容器壳体的内部结构示意图;
图2为本发明实施例限位机构的结构示意图;
图3为本发明实施例滑动机构的结构示意图;
图4为本发明实施例抽芯机构的结构示意图;
图5为本发明实施例冷却水水槽和U形通水管连接处的结构示 意图。
图中标号:10、整芯模,101、卡接凹槽,11、第一台阶,111、第一磁 铁块,12、第二台阶,121、第二磁铁块,20、缝隙,30、冷却水水槽,31、 U形通水管,40、抽芯机构,41、第三台阶,411、第三磁铁块,42、第四 台阶,421、第四磁铁块。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本 发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描 述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。 基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提 下所获得的所有其他实施例,都属于本发明保护的范围。
实施例
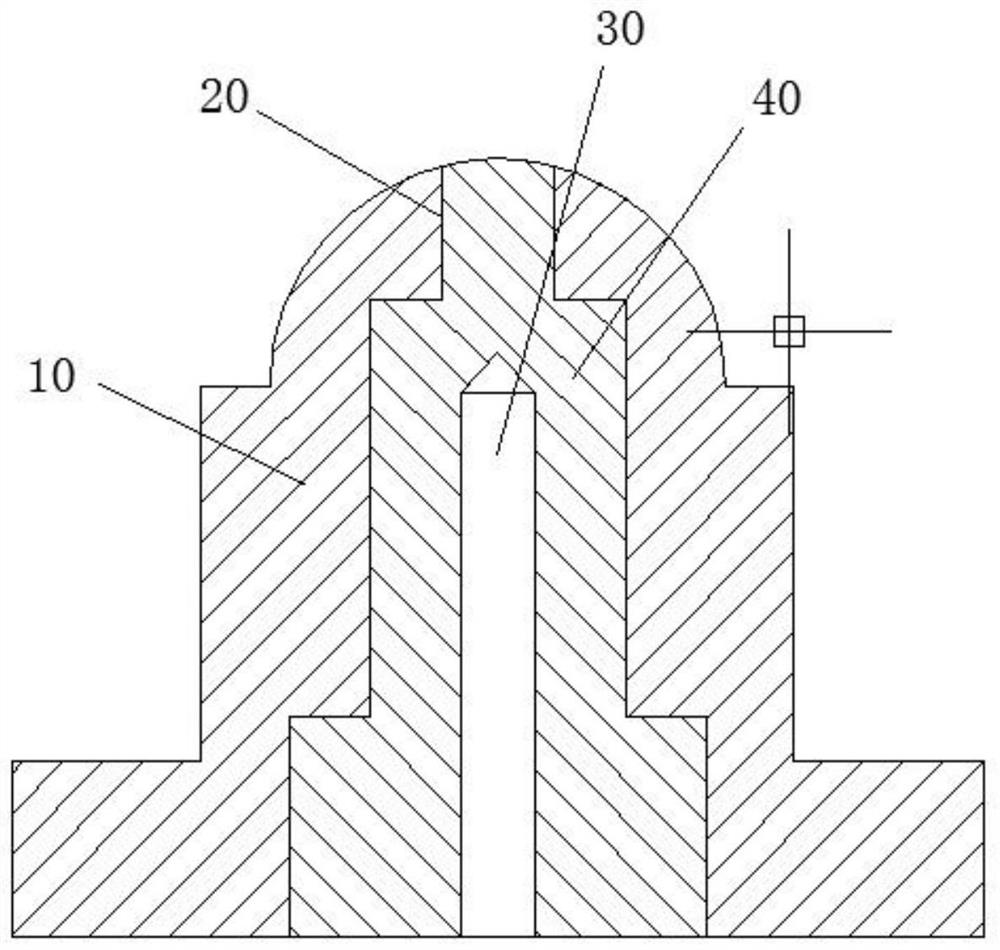
如图1-3所示,本实施例所述一种活塞整体抽芯模具,包括整芯模10、 缝隙20、冷却水水槽30和抽芯机构40,所述整芯模10的顶部为弧形结构, 所述整芯模10的内部开设有卡接凹槽101,所述卡接凹槽101中穿设有抽 芯机构40,所述抽芯机构40顶部与所述整芯模10顶部齐平,所述抽芯机 构40顶部为弧形结构,所述抽芯机构40与所述整芯模10顶部弧形结构之 间留有缝隙20,所述抽芯机构40的内部开设有冷却水水槽30。
通过抽芯机构40的设置,在抽芯机构40与整芯模10顶部之间形成的 缝隙20,有利于铸造铝液充型时,型腔内产生的气体能迅速排出,避免活 塞毛坯表面产生气窝或气阻现象发生,减小活塞毛坯皮下气孔铸造缺陷的 产生,在抽芯机构10中设有冷却水水槽30,在其内部通入循环的冷水,进 行冷却处理,适当降低整芯模10的高温,有益于活塞毛坯型腔内各类铸造 标识的清晰成型,提高铸造生产效率;另外整芯模10的设置,可使得活塞 毛坯在形成时,毛坯活塞表面基本不产生毛刺。
如图3所示,所述整芯模10外侧壁上位于弧形结构下方设有第一台阶 11,所述整芯模10外壁上靠近底部位置处设有第二台阶12。
通过第一台阶11和第二台阶12的设置,可使得另一模具与整芯模10 之间的连接位置更加稳定,使用效果更好。
如图3所示,所述抽芯机构40为圆形或椭圆形结构,所述抽芯机构40 靠近顶部位置处设有第三台阶41,所述抽芯机构40靠近底部位置处设有第 四台阶42,所述整芯模10中的卡接凹槽101为三段式结构,所述卡接凹槽 101由上至下直径逐渐增大。
通过三段式不同直径的卡接凹槽101设置,可使得抽芯机构40位于整 芯模10中开设的卡接凹槽101内部位置更加稳定,同时可减小。
如图3-4所示,所述抽芯机构40上位于第三台阶41位置处设有第三磁 铁块411,所述抽芯机构40上位于第四台阶42位置处设有第四磁铁块421, 所述整芯模10中对应第三台阶41位置处设有第一磁铁块111,所述整芯模 10中对应第四台阶42位置处设有第二磁铁块121。
抽芯机构40上位于第三台阶41中的第三磁铁块411与整芯模10中对 应第三台阶41位置处的第一磁铁块111相互吸合,以及抽芯机构40上位 于第四台阶42位置处的第四磁铁块421与整芯模10中对应第四台阶42的 第二磁铁块121相互吸合,可使得抽芯机构40与整芯模10之间的连接位 置更加稳定,同时便于用户进行安装,使用效果更好。
如图5所示,所述抽芯机构40中的冷却水水槽30中设有U形通水管 31。
通过U形通水管31的设置,可在U形通水管31中通入循环水,从而 使得抽芯机构40整体的水冷却处于恒温状态,对于活塞的冷却效果更好。
如图5所示,所述U形通水管31外壁上设有凹凸层,所述U形通水 管31外壁贴合所述抽芯机构40。
U形通水管31外壁上设有凹凸层,可使得U形通水管31的外壁散热 面积更大,使得热传导效率更高,热传导效果更好。
如图5所示,所述抽芯机构40的内壁中设有热传导层。
在抽芯机构40中设有热传导层,可使得抽芯机构40的热传导效果更 好,对于活塞的冷却效果更好。
本实施例,使用时,将整芯模10进行位置上的固定,其它的模具放置 到整芯模10中,使得其它模具与整芯模10之间形成型腔,将抽芯机构40 插入到整芯模10中的卡接凹槽101内部,抽芯机构40顶部的弧形面与整 芯模10顶部相互贴合,在抽芯机构40中开设的冷却水水槽30中插入U形 通水管31,U形通水管31中通入冷水,在U形通水管31中进行循环,从而对于其它模具与整芯模10之间形成型腔内部的活塞进行冷却处理,处理 好之后的活塞将其取出即可。
需要说明的是,在本文中,如若存在第一和第二等之类的关系术语仅 仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求 或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且, 术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使 得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且 还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……” 限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还 存在另外的相同要素。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照 前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解: 其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分 技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本 质脱离本发明各实施例技术方案的精神和范围。
- 一种活塞整体抽芯模具
- 一种三面滑块抽芯整体出模模具