一种冷后钢板的吹扫方法及吹扫装置
文献发布时间:2023-06-19 11:34:14
技术领域
本申请涉及钢板上的冷却积水的吹扫技术领域,具体而言,涉及一种冷后钢板的吹扫方法及吹扫装置。
背景技术
在中厚钢板(厚度为10-150mm)的生产过程中,控冷系统中通常需要将水喷淋在钢板上,对钢板进行冷却。由于钢板的板面的面积较大,水喷淋在钢板上进行冷却以后,可能会存在钢板的板面上积水的问题。所以,需要吹扫装置将钢板上的积水吹走,使钢板的表面干净。
现有的吹扫装置通常是通过压缩空气进行对钢板上的积水进行吹扫,压缩空气的使用量大,吹扫成本高。
发明内容
发明人经过观察发现,钢板冷却以后,有的钢板上的冷却积水较多,需要压缩空气进行吹扫;有的钢板上的冷却积水较少,不需要压缩空气就能够将钢板上的冷却积水吹扫干净。
所以,本申请的目的在于提供一种冷后钢板的吹扫方法及吹扫装置,可以根据钢板的冷却情况,确定空气的吹扫方式,以减少压缩空气的使用,降低钢板的吹扫成本。
第一方面,本申请提供一种冷后钢板的吹扫方法,适用于与冷却输送辊道配合的吹扫装置,吹扫装置包括用于吹出压缩空气的气吹装置和用于吹出普通空气的风吹装置,气吹装置以及风吹装置的出口均设置于冷却输送辊道的上方。吹扫方法包括:当冷却输送辊道上输送的钢板的冷却后温度小于680℃时,则开启气吹装置,使压缩空气对钢板的上表面进行吹扫。当冷却输送辊道上输送的钢板的冷却后温度不小于680℃,则开启风吹装置,使普通空气对钢板的上表面进行吹扫。
发明人研究发现,当钢板冷却后温度低于680℃时,说明钢板冷却的时候使用喷淋水较多,钢板上的冷却积水也就相应较多,使用压缩空气对其进行吹扫,能够将钢板的表面积水清除干净。当钢板冷却后温度不低于680℃时,说明钢板冷却的时候使用喷淋水较少,钢板上的冷却积水也就相应较少,使用普通空气(未进行压缩的空气)对其进行吹扫,能够将钢板的表面积水清除干净。通过分情况选择空气的种类使用,可以减少压缩空气的使用量(现有技术全部使用压缩空气进行吹扫),降低钢板的吹扫成本。
在一种可能的实施方式中,气吹装置包括集管,集管位于冷却输送辊道的上方,集管上设置有多个气吹口,多个气吹口倾斜向下设置,且位于冷却输送辊道的上方;风吹装置包括斗形罩,斗形罩设置于冷却输送辊道的侧上方,且斗形罩的风口倾斜向下。吹扫方法包括:压缩空气通过多个气吹口对钢板的上表面进行倾斜吹扫,且压缩空气在钢板的上表面的流动方向与钢板的输送方向相反;或普通空气通过风口对钢板的上表面进行倾斜吹扫。
可选地,气吹口的轴线在钢板所在面上的投影与气吹口的轴线之间的夹角为30-45°。
集管上设置多个气吹口,且通过多个气吹口吹出压缩空气,对钢板进行反吹,可以使钢板上的积水吹扫的更加干净。风吹装置吹出的空气是普通空气,通过斗形罩的设置,可以使风口的风量较大且倾斜向下,可以克服积水与钢板表面之间的张力,从而使钢板上的积水吹扫干净。
在一种可能的实施方式中,集管的延伸方向与冷却输送辊道上输送的钢板的幅宽一致,集管的轴线与钢板的距离为10-20cm。
钢板上的冷却积水较多时,在钢板输送的过程中,钢板的幅宽上均设置有集管,并且开设多个气吹口,可以对钢板的整个幅宽进行吹扫,钢板从冷却输送辊道上输送以后,钢板上的积水也全部吹扫干净,钢板的吹扫效果更好。
在一种可能的实施方式中,斗形罩的风口的轴线在钢板所在面上的投影与风口的轴线之间的夹角为4-8°,斗形罩的风口与钢板的距离为10-20cm。吹扫方法包括:输送的钢板的运行速度为30-150m/min。
如果该夹角大于8°,吹扫到靠近风机的板面风量过多,远离板面的风量过少,导致远离板面积水残留;如果该夹角小于4°,吹扫到靠近风机的板面风量过少,远离板面的风量过多,导致靠近钢板面积水残留。上述夹角以及钢板的运行速度的配合,实现了钢板表面无水残留,同时避免过吹和少吹。
在一种可能的实施方式中,风吹装置还包括调节机构,调节机构包括第一支撑件、第二支撑件和调节件,第一支撑件与斗形罩的第一端铰接,第二支撑件的一端与斗形罩的第二端铰接,调节件设置于第二支撑件。吹扫方法包括:调节件调节第二支撑件与斗形罩的第二端的铰接处的高度,从而调节夹角的大小。通过调节件调节斗形罩的具体设置角度,调节较为方便,结构较为简单。
在一种可能的实施方式中,调节机构还包括支撑板,第一支撑件的远离斗形罩的一端固定于支撑板,调节件套设于第二支撑件外,且调节件能够在第二支撑件上移动以调节第二支撑件与斗形罩的第二端的铰接处的高度。
在一种可能的实施方式中,吹扫装置还包括控制装置和温度传感器,控制装置电性连接温度传感器、气吹装置和风吹装置。吹扫方法包括:温度传感器监测到冷却输送辊道上输送的钢板的温度得到第一温度信息并发送给控制装置;控制装置接收到第一温度信息以后确定第一温度信息小于680℃时,控制装置发送第一控制信号,控制气吹装置开启,风吹装置关闭。控制装置接收到第一温度信息以后确定第一温度信息不小于680℃时,控制装置发送第二控制信号,控制气吹装置关闭,风吹装置开启。
通过控制装置和温度传感器进行配合,自动化控制气吹装置和风吹装置的开启或关闭,自动化程度更高。
第二方面,本申请提供一种冷后钢板的吹扫装置,包括用于吹出压缩空气的气吹装置、用于吹出普通空气的风吹装置和控制装置,控制装置与气吹装置和风吹装置均电性连接,气吹装置以及风吹装置的出口均设置于用于输送冷后钢板的冷却输送辊道的上方,控制装置控制气吹装置开启或风吹装置开启。
钢板上的冷却积水较多,使用气吹装置吹出压缩空气对其进行吹扫,能够将钢板的表面积水清除干净。钢板上的冷却积水较少,使用风吹装置吹出普通空气对其进行吹扫,能够将钢板的表面积水清除干净。通过分情况选择空气的种类使用,可以减少压缩空气的使用量,降低钢板的吹扫成本。
在一种可能的实施方式中,风吹装置包括斗形罩、风机和调节机构,风机设置于斗形罩内,斗形罩设置于冷却输送辊道的侧上方,且斗形罩的风口倾斜向下,调节机构包括第一支撑件、第二支撑件和调节件,第一支撑件与斗形罩的第一端铰接,第二支撑件的一端与斗形罩的第二端铰接,调节件设置于第二支撑件以调节斗形罩的第二端的高度。
通过调节件调节斗形罩的具体设置角度,调节较为方便,结构较为简单。
在一种可能的实施方式中,斗形罩的风口的轴线在水平面上的投影与风口的轴线之间的夹角为4-8°。可以使钢板上的积水吹扫更加干净。
本申请实施例提供的冷后钢板的吹扫方法及吹扫装置的有益效果包括:
当钢板冷却后温度低于680℃时,钢板冷却的时候使用喷淋水较多,钢板上的冷却积水也就相应较多,使用压缩空气对其进行吹扫,能够将钢板的表面积水清除干净。当钢板冷却后温度不低于680℃时,钢板冷却的时候使用喷淋水较少,钢板上的冷却积水也就相应较少,使用普通空气对其进行吹扫,能够将钢板的表面积水清除干净。通过分情况选择空气的种类使用,可以减少压缩空气的使用量,降低钢板的吹扫成本。
进一步地,斗形罩的设置角度是4-8°,如果该夹角大于8°,吹扫到靠近风机的板面风量过多,远离板面的风量过少,导致远离板面积水残留;如果该夹角小于4°,吹扫到靠近风机的板面风量过少,远离板面的风量过多,导致靠近钢板面积水残留。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图也属于本申请的保护范围。
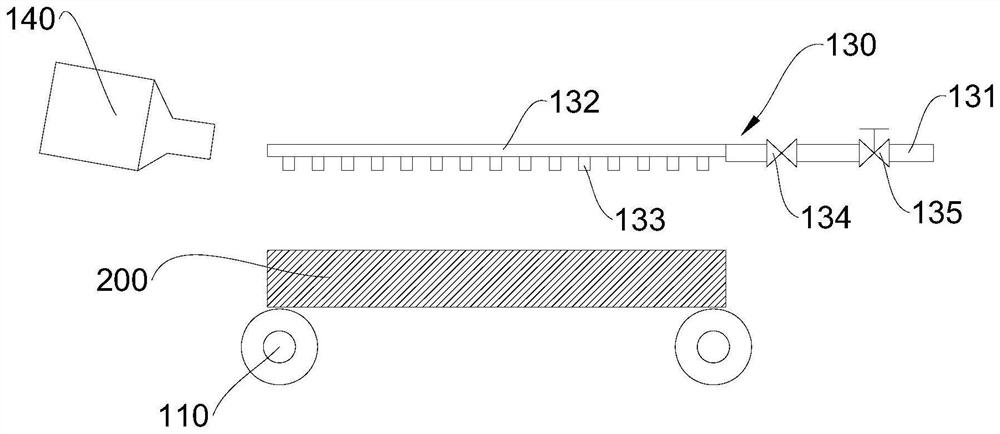
图1为本申请实施例提供的冷后钢板的吹扫装置的结构示意图;
图2为本申请实施例提供的冷后钢板的吹扫方法的流程图;
图3为本申请实施例提供的风吹装置的结构示意图。
图标:110-冷却输送辊道;130-气吹装置;140-风吹装置;200-钢板;131-压缩空气管路;132-集管;133-气吹口;134-气动阀;135-手动阀;141-斗形罩;150-调节机构;151-支撑板;152-第一支撑件;153-第二支撑件;154-调节件;155-环形套管。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行描述。
图1为本申请实施例提供的冷后钢板的吹扫装置的结构示意图;图2为本申请实施例提供的冷后钢板的吹扫方法的流程图。请参阅图1和图2,该吹扫装置包括控制装置(图未示出)、气吹装置130和风吹装置140,该与吹扫装置与冷却输送辊道110配合使用。气吹装置130以及风吹装置140的出口均设置于冷却输送辊道110的上方(位于冷却输送辊道110上的钢板200的上方),控制装置控制气吹装置130开启或风吹装置140开启。
在对冷后钢板200进行吹扫的过程中,冷后钢板200通常在冷却输送辊道110上进行输送(请参阅图1,钢板200的输送方向为垂直与纸面向内或向外),气吹装置130可以吹出压缩空气对钢板200进行吹扫,使钢板200上的积水被清除。风吹装置140可以吹出普通空气(未被压缩的空气)对钢板200进行吹扫,使钢板200上的积水被清除。
对于吹扫装置吹出的是压缩空气和普通空气的情况,需要分情况进行讨论。当冷却输送辊道110上输送的钢板200的冷却后温度小于680℃时(钢板200的冷却强度大,钢板200上喷淋了较多的冷却水,钢板200的表面积水较多),则控制装置控制气吹装置130开启,使压缩空气对钢板200的上表面进行吹扫。当冷却输送辊道110上输送的钢板200的冷却后温度不小于680℃(钢板200的冷却强度小,钢板200上喷淋了相对较少的冷却水,钢板200的表面积水较少),则控制装置控制风吹装置140开启,使普通空气对钢板200的上表面进行吹扫。
通过分情况选择空气的种类使用,可以减少压缩空气的使用量(现有技术全部使用压缩空气进行吹扫),降低钢板200的吹扫成本。
为了更好的对冷后钢板200进行自动化吹扫,吹扫装置还包括温度传感器(图未示出,温度传感器为现有的温度传感器,其能够承受高温),温度传感器设置于冷却输送辊道110的进口,控制装置与温度传感器、气吹装置130和风吹装置140均电连接。
请继续参阅图2,吹扫方法包括:温度传感器监测到进入冷却输送辊道110上输送的钢板200的温度得到第一温度信息并发送给控制装置;控制装置接收到第一温度信息以后确定第一温度信息小于680℃时,控制装置发送第一控制信号,控制气吹装置130开启,风吹装置140关闭。控制装置接收到第一温度信息以后确定第一温度信息不小于680℃时,控制装置发送第二控制信号,控制气吹装置130关闭,风吹装置140开启。
为了使气吹装置130对钢板200的吹扫效果更好,气吹装置130包括压缩空气管路131和与压缩空气管路131连通的集管132,压缩空气管路131上设置有气动阀134,集管132位于冷却输送辊道110的上方,集管132上设置有多个气吹口133,且通过多个气吹口133吹出压缩空气,对钢板200进行吹扫,可以使钢板200上的积水吹扫的更加干净。
可选地,集管132的延伸方向与冷却输送辊道110上输送的钢板200的幅宽一致。钢板200上的冷却积水较多时,在钢板200输送的过程中,钢板200的幅宽上均设置有集管132,并且均匀开设多个气吹口133,多个气吹口133倾斜向下设置,且位于冷却输送辊道110的上方。压缩空气通过多个气吹口133对钢板200的上表面进行倾斜吹扫,且压缩空气在钢板200的上表面的流动方向与钢板200的输送方向相反,可以对钢板200的整个幅宽进行反吹,钢板200从冷却输送辊道110上输送以后,钢板200上的积水也全部吹扫干净,钢板200的吹扫效果更好。
可选地,气吹口133的轴线在钢板200所在面上的投影与气吹口133的轴线之间的夹角为30-45°。例如:气吹口的倾斜角度为30°、35°、40°或45°,可以使气吹装置的吹扫效果更好。
进一步地,集管132的轴线与钢板200的距离为10-20cm。作为示例性地,集管132的轴线与钢板200的距离为10cm、15cm、或20cm。气吹口133与钢板200之间的距离在一个范围之内,可以使气吹口133吹出的压缩空气的覆盖面较大,且吹出的力度也能够得到满足,从而能够兼顾钢板200的吹扫面积以及吹扫效果。
本申请实施例中,压缩空气管路131上还设置有手动阀135,相较于气动阀134,手动阀135远离集管132,压缩空气先经过手动阀135,再经过气动阀134,通过集管132的气吹口133排出,从而通过压缩空气对钢板200进行吹扫。在使用吹扫装置的时候,首先将手动阀135打开,然后通过控制装置开启或关闭气动阀134,可以使吹扫更加方便,在需要维修的吹扫装置的时候,将手动阀135关闭,以进行维修。
为了使风吹装置140对钢板200的吹扫效果更好,风吹装置140包括斗形罩141和风机(例如:轴流风机,图未示出),风机设置于斗形罩141内,斗形罩141设置于冷却输送辊道110的侧上方,且斗形罩141的风口倾斜向下。风吹装置140吹出的空气是普通空气,通过斗形罩141的设置,可以使风口的风量较大且倾斜向下,可以克服积水与钢板200表面之间的张力,从而使钢板200上的积水吹扫干净。
可选地,斗形罩141的风口的轴线在钢板200所在面上的投影与风口的轴线之间的夹角α为4-8°,作为示例性地,斗形罩141的风口的轴线与钢板200的夹角α为4°、5°、6°、7°或8°。如果该夹角α大于8°,吹扫到靠近风机的板面风量过多,远离板面的风量过少,导致远离板面积水残留;如果该夹角α小于4°,吹扫到靠近风机的板面风量过少,远离板面的风量过多,导致靠近钢板200面积水残留。
进一步地,钢板200在输送的过程中的运行速度是30-150m/min。例如:钢板200在输送的过程中的运行速度是30m/min、50m/min、70m/min、90m/min、110m/min、130m/min或150m/min。通过上述的夹角以及钢板200的运行速度的配合,实现了钢板200表面无水残留,同时避免少吹。
进一步地,斗形罩141的风口与钢板200的距离为10-20cm。作为示例性地,斗形罩141的风口与钢板200的距离为10cm、15cm或20cm。斗形罩141的风口与钢板200之间的距离在一个范围之内,可以使风口吹出的普通空气的覆盖面较大,且吹出的力度也能够得到满足,从而能够兼顾钢板200的吹扫面积以及吹扫效果。
图3为本申请实施例提供的风吹装置140的结构示意图。请参阅图1和图3,为了对斗形罩141的倾斜角度进行调节,风吹装置140还包括调节机构150,调节机构150包括支撑板151、第一支撑件152、第二支撑件153和调节件154,第一支撑件152与斗形罩141的第一端铰接,第一支撑件152的远离斗形罩141的一端固定于支撑板151,第二支撑件153的一端与斗形罩141的第二端铰接,调节件154设置于第二支撑件153,调节件154套设于第二支撑件153外,且调节件154能够在第二支撑件153上移动以调节第二支撑件153与斗形罩141的第二端的铰接处的高度。
如图所示,第二支撑件153为支撑螺纹杆,支撑螺纹杆外设置有环形套管155,调节件154为螺母,设置在环形套管155的下方,环形套管155放置在螺母上,环形套管155的外壁与斗形罩141的第二端铰接。在需要调节斗形罩141的角度的时候,直接旋转螺母,调节螺母的高度,从而调节环形套管155的高度,以调节第二支撑件153与斗形罩141的第二端的铰接处的高度,从而调节斗形罩141的倾斜角度。
请继续参阅图1,本申请实施例中,斗形罩141和气吹装置130的压缩空气管路131分别设置于冷却输送辊道110的两侧,斗形罩141的风口与钢板200的幅宽边缘在竖直方向上齐平。在其他实施例中,斗形罩141和气吹装置130的压缩空气管路131也可以设置于冷却输送辊道110的同侧,本申请不做限定。
所以,本申请实施例提供的冷后钢板的吹扫方法包括:
钢板200冷后输送至冷却输送辊道110上,在经过冷却输送辊道110进口处的温度传感器的时候,温度传感器监测到进入冷却输送辊道110上输送的钢板200的温度得到第一温度信息并发送给控制装置。
控制装置接收到第一温度信息以后确定第一温度信息小于680℃时,控制装置发送第一控制信号,控制压缩空气管路131上的气动阀134开启,风吹装置140的风机关闭,使压缩空气通过气吹口133对钢板200的上表面进行吹扫。
控制装置接收到第一温度信息以后确定第一温度信息不小于680℃时,控制装置发送第二控制信号,控制压缩空气管路131上的气动阀134关闭,风吹装置140的风机开启,使普通空气通过风口对钢板200的上表面进行吹扫。
进一步地,如果斗形罩141的角度不合适,使斗形罩141的风口吹出的普通空气不能够对冷后钢板200进行很好的吹扫,则旋转第二支撑件153(支撑螺纹杆)上的螺母,使螺母在支撑螺纹杆上移动(上下运动),支撑螺纹杆外的环形套管155同步上下运动,从而调节支撑螺纹杆与斗形罩141的第二端的铰接处的高度,从而调节斗形罩141的倾斜角度为4-8°。
本申请实施例提供的冷后钢板的吹扫装置及吹扫方法的有益效果包括:
(1)、通过分情况选择空气的种类使用,可以减少压缩空气的使用量,降低钢板200的吹扫成本。压缩空气以50Nm
进一步地,斗形罩141的设置角度是4-8°,斗形罩141上吹出的普通空气是倾斜的,出风量集中,可以克服积水与钢板200表面之间的张力,从而使钢板200上的积水吹扫干净。
以上所述仅为本申请的一部分实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种冷后钢板的吹扫方法及吹扫装置
- 一种钢板抛丸后残余丸料吹扫装置