一种工业机器人外壳制作方法
文献发布时间:2023-06-19 11:37:30
技术领域
本发明涉及一种在复合材料领域下的利用碳纤维复合材料铺层技术制作工业机器人外壳的流程与具体方法。
背景技术
先进轻量化材料的应用及其先进制造技术是推动制造产业优化升级以及促进节能与工业机器人发展的关键,也是提升机器人企业自主创新能力和国际竞争力的重要因素。轻量化材料的研究成为当今机器人制造行业的重要发展方向。然而,如何在智能制造领域上应用轻量化材料是一个世纪大挑战。
基于工业机器人的轻量化技术需要通过优化结构设计,选用新型材料以减轻工业机器人重量、减少能量消耗,同时也可以提高工业机器人的动力性能。因而轻量化技术的研究在当今具有重要意义。一般来说,减轻工业机器人重量的方法有两种:优化工业机器人的结构设计,选用轻量化材料。轻量化材料指的是具有较高比强度的新型材料,比强度为材料强度与密度的比值。现有的轻量化材料包括:高强度钢材料、轻合金(铝合金、镁合金、钛合金)、高强度纤维复合材料等。而选用轻量化材料是最有效的方法。
相关研究人员为如何制造轻量化材料零件进行了大量的研究,同时,涌现的一批新成形制造工艺来解决轻量化材料的成形制造问题,如复合材料铺层技术和超高强度钢的热成形技术、增量成形技术、电磁成形技术、金属板材体积成形技术以及内高压成形技术等,使得轻量化材料已在制造业上得到越来越多的应用。
本发明利用铺层结构的碳纤维复合材料进行轻量化设计,结合产品进行轻量化设计应用,碳纤维复合材料具有质轻、比强度高、比刚度大、抗疲劳好、减震性好等特点。铺层碳纤维增强复合材料(以下简称碳纤维复合材料)以其质轻、力学性能优异、抗疲劳及减震性能好等诸多特性,成为实现产品轻量化、提升产品性能的理想材料。
针对于成本低廉以及功能实用的要求,本发明应用碳纤维复合材料铺层技术设计一种结构简单、功能实用的方法,对传统工业机器人进行减重设计,起到提高动态性能、节能安全等作用,以实现产品轻量化及提高力学性能,具有积极的社会价值和经济价值。
发明内容
本发明的目的是解决传统工业机器人轻量化的难题,采用碳纤维复合材料对传统工业机器人进行减重设计,起到提高动态性能、节能安全等作用,提供一种工业机器人外壳制作方法。该方法根据现有的金属工业机器人器件的尺寸,制作出符合用户属性需求的轻量化碳纤维复合材料的机器人器件外壳,能够减轻工业机器人本体的重量,有效提高工业机器人系统在动态过程中所表现出的性质、特点及功能情况。
为实现上述目的,本发明通过一下技术方案来实现:
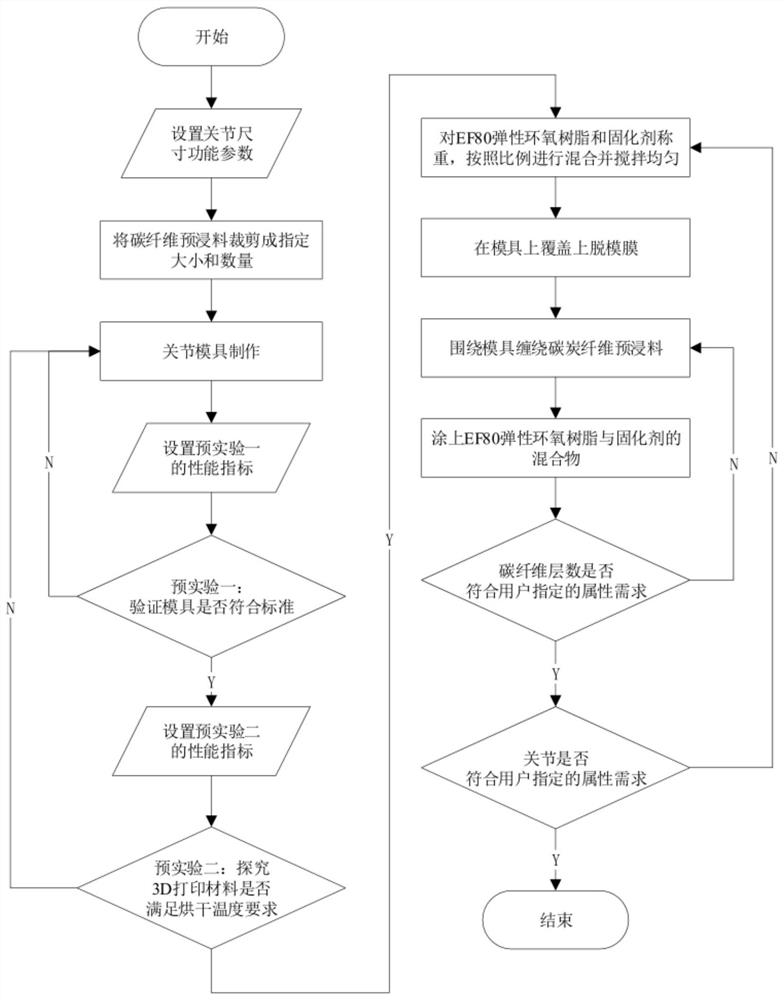
(1)设置工业机器人的外壳尺寸功能参数;
(2)在步骤(1)的基础上,将碳纤维预浸料裁剪成指定大小和数量;
(3)在步骤(1)的基础上,进行外壳模具制作:使用仿真软件,设计出目标外壳所需的模具,包括:内芯管壁、侧面管壁、端面挡盖、外部左侧管壁和外部右侧管壁,其中内芯管壁、侧面管壁是封闭的,不是通管;
(4)在步骤(1)和(3)的基础上,设置预实验一的性能指标;
(5)通过预实验一,判别模具是否符合标准,使用3D打印技术打印模具,如果符合则结束,如果不符合则回到步骤(3);
(6)设置预实验二的性能指标,判断模具是否满足制作工艺条件需求,即是否发生形变;
(7)通过预实验二,根据用来制作模具的3D打印材料其熔点和玻璃化转变温度参数设置碳纤维材料制作时烘干温度,如果符合则结束,如果不符合则更换材料回到步骤(3);
(8)对EF80弹性环氧树脂和环氧树脂固化剂称重,按照1:3的比例进行混合并搅拌均匀;
(9)在内芯管壁、侧面管壁、外部左侧管壁、外部右侧管壁和端面挡盖上覆盖上脱模膜;
(10)在步骤(8)和(9)的基础上,围绕模具(内芯管壁和侧面管壁)缠绕碳纤维预浸料;
(11)在步骤(10)的基础上,涂抹上混合的EF80弹性环氧树脂与环氧树脂固化剂混合物;
(12)判断碳纤维层数与密度是否符合用户指定的属性需求,如果符合则结束,如果不符合则回到步骤(10);
(13)使用外部左侧管壁、外部右侧管壁和端面挡盖,将围绕模具内芯管壁和侧面管壁上的碳纤维复合材料定型;
(14)在步骤(13)的基础上,设置烘箱参数,在烘箱中烘干,等待烘干;
(15)判断外壳件是否符合用户指定的属性要求,如果符合则结束,如果不符合则回到步骤(8)重新开始。
一种工业机器人外壳制作方法,其特征在于:工业机器人外壳包含工业机器人外壳内部法兰部分。
一种工业机器人外壳制作方法,其特征在于:工业机器人包含串联机械臂、串联工业机器人、Series robotic arm、Single Link Manipulator Serial industrial robot、Single Link industrial Manipulator。
一种工业机器人外壳制作方法,其特征在于:步骤(14)中的烘干温度设置应低于模具所用的3D打印材料玻璃化转变温度,PLA材料烘干温度为70℃,烘干时间24h,ABS材料烘干温度为90℃,烘干时间12h,PEEK材料烘干温度为150℃,烘干时间10h。一种工业机器人外壳制作方法,其特征在于:工业机器人外壳包含工业机器人外壳内部法兰部分。
本发明的有益效果在于:
本发明针对于成本低廉以及功能实用的要求,基于碳纤维复合材料铺层技术,设计一种结构简单、功能实用的工业机器人外壳制作方法,据现有的金属工业机器人器件的尺寸,制作出符合用户属性需求的轻量化碳纤维复合材料的机器人器件外壳,对传统工业机器人进行减重设计,起到提高动态性能、节能安全等作用,以实现产品轻量化及提高力学性能,具有积极的社会价值和经济价值。
附图说明
图1为本发明方法流程示意图。
图2为本发明方法技术路线图。
图3工业机器人的外壳部分机构简图。
图4工业机器人的外壳部分三视图,包括:俯视图、正视图、右视图。
图5预制作的塑形模具爆炸图。
具体实施方式
为了更好地说明本发明的目的和优点,下面结合附图和实施例对本发明内容作进进行详细描述。
实施例一
设置工业机器人的关节外壳尺寸功能参数,如图3所示;将碳纤维预浸料裁剪成指定大小和数量;进行外壳模具制作:使用仿真软件,设计出目标外壳所需的模具,包括:内芯管壁、侧面管壁、端面挡盖、外部左侧管壁和外部右侧管壁,其中内芯管壁、侧面管壁是封闭的,不是通管,如图5所示;设置预实验一的性能指标;通过预实验一,判别模具是否符合标准,使用ABS材料打印模具;设置预实验二的性能指标,判断模具是否满足制作工艺条件需求,即是否发生形变;通过预实验二,根据用来制作模具的ABS材料其熔点和玻璃化转变温度参数设置碳纤维材料制作时烘干温度,设置温度为90℃;对EF80弹性环氧树脂和环氧树脂固化剂称重,按照1:3的比例进行混合并搅拌均匀;在内芯管壁、侧面管壁、端面挡盖、外部左侧管壁和外部右侧管壁上覆盖上脱模膜;围绕内芯管壁和侧面管壁缠绕碳纤维预浸料;涂抹上混合的EF80弹性环氧树脂与环氧树脂固化剂混合物;判断碳纤维层数与密度是否符合用户指定的属性需求;使用模具,包括:外部左侧管壁、外部右侧管壁和端面挡盖,将围绕内芯管壁和侧面管壁上的碳纤维复合材料定型;设置烘箱参数,烘干温度为90℃,烘干时间为12h,在烘箱中烘干,等待烘干;判断外壳件是否符合用户指定的属性要求,符合则结束。
实施例二
设置工业机器人的关节外壳尺寸功能参数;将碳纤维预浸料裁剪成指定大小和数量;进行外壳模具制作:使用仿真软件,设计出目标外壳所需的模具,包括:内芯管壁、侧面管壁、端面挡盖、外部左侧管壁和外部右侧管壁,其中内芯管壁、侧面管壁是封闭的,不是通管;设置预实验一的性能指标;通过预实验一,判别模具是否符合标准,使用PLA材料打印模具;设置预实验二的性能指标,判断模具是否满足制作工艺条件需求,即是否发生形变;通过预实验二,根据用来制作模具的PLA材料其熔点和玻璃化转变温度参数设置碳纤维材料制作时烘干温度,设置温度为65℃;对EF80弹性环氧树脂和环氧树脂固化剂称重,按照1:3的比例进行混合并搅拌均匀;在内芯管壁、侧面管壁、端面挡盖、外部左侧管壁和外部右侧管壁上覆盖上脱模膜;围绕内芯管壁和侧面管壁缠绕碳纤维预浸料;涂抹上混合的EF80弹性环氧树脂与环氧树脂固化剂混合物;判断碳纤维层数与密度是否符合用户指定的属性需求;使用模具,包括:外部左侧管壁、外部右侧管壁和端面挡盖,将围绕内芯管壁和侧面管壁上的碳纤维复合材料定型;设置烘箱参数,烘干温度为65℃,烘干时间为24h,在烘箱中烘干,等待烘干;判断外壳件是否符合用户指定的属性要求,符合则结束。
本发明方法的步骤具体包括13步,其中包含两个预实验,分别是确定验证塑形模具是否符合标准;探究3D打印材料是否满足烘干温度的需求。PLA、ABS、PEEK材料的玻璃化转变温度和熔点如表1所示。
表1 3D打印材料的温度
- 一种工业机器人外壳制作方法
- 一种工业机器人外壳装配体自动组装机构