一种大型阀体成型模具及其立式四向成型工艺
文献发布时间:2023-06-19 11:45:49
技术领域
本发明涉及阀体成型领域,特别涉及一种大型阀体成型模具及其立式四向成型工艺。
背景技术
阀体成型模具是一种进行阀体成型模具的支撑设备,阀体主要用于井口装置和采油树设备上,内装有与通孔成90°的操作闸板,用以关闭的阀总成,在阀体进行制作的时候需要借助模具来完成,随着科技的不断发展,人们对于阀体成型模具的制造工艺要求也越来越高。
现有的阀体成型模具在使用时存在一定的弊端,首先,产品加工较为麻烦,不能很好的进行一次行锻造,容易出现飞料,产品成型不均匀,不利于人们的使用,还有,产品加工周期长,给人们的使用过程带来了一定的不利影响,为此,我们提出一种大型阀体成型模具及其立式四向成型工艺。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种大型阀体成型模具及其立式四向成型工艺,可一次完成整体锻造,产品各部位余量均匀且不需要多余飞边材料,提高了材料的利用率,缩短了产品加工周期,提高了产品的锻造合格率,提高了产品的机械性能,可以有效解决背景技术中的问题。
(二)技术方案
为实现上述目的,本发明采取的技术方案为:一种大型阀体成型模具,包括组合模具、上模体与下模体,所述上模体的上端外表面固定连接有上模板,所述上模体的中部设置有上冲头,所述上模体的下端固定连接有防滑护套,所述组合模具的内部开设有卡槽与定位卡槽,所述定位卡槽的内部设置有锻造阀体,所述组合模具的中部一侧设置有一号定位压头,所述组合模具的中部另一侧设置有二号定位压头,所述一号定位压头的外侧设置有左冲头,所述二号定位压头的外侧设置有右冲头,所述下模体的下端固定连接有下模板,所述下模体的中部设置有下冲头,所述组合模具与上模体之间开设有通槽,所述通槽的内表面固定连接有防滑圈,所述组合模具的外表面固定连接有加强筋。
作为一种优选的技术方案,所述组合模具的外壁开设有一号定位槽,所述一号定位槽的外侧设置有定位销,所述上模体的外壁开设有二号定位槽。
作为一种优选的技术方案,所述上模体的外表面固定连接有加强型料,所述加强型料的内部固定连接有耐磨层、加强纤维、防腐层、除锈层、连接层,所述加强纤维位于耐磨层的外表面,所述防腐层位于加强纤维的外表面,所述除锈层位于防腐层的外表面,所述连接层位于除锈层的外表面。
作为一种优选的技术方案,所述上模体的外壁通过卡槽与组合模具的内壁活动连接,所述组合模具的内壁通过定位销、一号定位槽、二号定位槽与上模体的外壁卡合连接,所述上模体与上冲头之间设置有一号轴承,所述上模体的内壁通过一号轴承与上冲头的外壁活动连接,所述下模体与下冲头之间设置有二号轴承,所述下模体的内壁通过二号轴承与下冲头的外壁活动连接。
作为一种优选的技术方案,所述上模体与上模板之间设置有一号焊接块,所述上模体的上端通过一号焊接块与上模板的下端固定连接,所述下模体与下模板之间设置有二号焊接块,所述下模体的下端通过二号焊接块与下模板的上端固定连接。
作为一种优选的技术方案,所述组合模具的中部通过定位卡槽与锻造阀体的外侧定位连接,所述锻造阀体通过一号定位压头、二号定位压头、下冲头、上冲头进行定位四向加工,所述组合模具与一号定位压头、二号定位压头之间设置有定位座,所述组合模具的中部两侧通过定位座与一号定位压头、二号定位压头的外侧定位连接。
作为一种优选的技术方案,所述上模体与加强型料之间设置有固定块,所述上模体的外表面通过固定块与加强型料的内表面固定连接,所述耐磨层、加强纤维、防腐层、除锈层、连接层之间通过浇注的方式一体成型。
一种大型阀体成型模具的立式四向成型工艺,包括以下操作步骤:
S1:所述组合模具分为前后分模,在模具合并后将锻造阀体由组合模具的上段部分放入定位卡槽的位置进行定位;
S2:所述上模体下压,组合模具与上模体之间通过通槽、防滑圈活动连接,闭合后通过定位销插入一号定位槽与二号定位槽的位置,使组合模具与上模体之间固定,模具闭合保压,所述下模体与下模板向上挤压,达到设定参数保压;
S3:所述上冲头向下挤压,达到设定参数保压;左冲头、右冲头分别在一号定位压头、二号定位压头的位置向内侧进行挤压,达到设定参数保压,下冲头向上挤压,左冲头、右冲头、上冲头与下冲头复位,完成挤压,上模体抬起复位;
S4:冲压完毕后,组合模具中的前后模具分离,将锻造后的锻造阀体从定位卡槽的位置取出,完成操作。
(三)有益效果
与现有技术相比,本发明提供了一种大型阀体成型模具及其立式四向成型工艺,具备以下有益效果:该一种大型阀体成型模具及其立式四向成型工艺,可一次完成整体锻造,产品各部位余量均匀且不需要多余飞边材料,提高了材料的利用率,缩短了产品加工周期,提高了产品的锻造合格率,提高了产品的机械性能,组合模具分为前后分模,在模具合并后将锻造阀体由组合模具的上段部分放入定位卡槽的位置进行定位,上模体下压,组合模具与上模体之间通过通槽、防滑圈活动连接,闭合后通过定位销插入一号定位槽与二号定位槽的位置,使组合模具与上模体之间固定,模具闭合保压,下模体与下模板向上挤压,达到设定参数保压,上冲头向下挤压,达到设定参数保压;左冲头、右冲头分别在一号定位压头、二号定位压头的位置向内侧进行挤压,达到设定参数保压,下冲头向上挤压,左冲头、右冲头、上冲头与下冲头复位,完成挤压,上模体抬起复位,冲压完毕后,组合模具中的前后模具分离,将锻造后的锻造阀体从定位卡槽的位置取出,完成操作,耐磨层、加强纤维、防腐层、除锈层、连接层之间通过浇注的方式一体成型,增加模具的使用强度,具有高强度的耐磨性能,防腐除锈性能更强,增加模具的使用性能,整个阀体成型模具结构简单,操作方便,使用的效果相对于传统方式更好。
附图说明
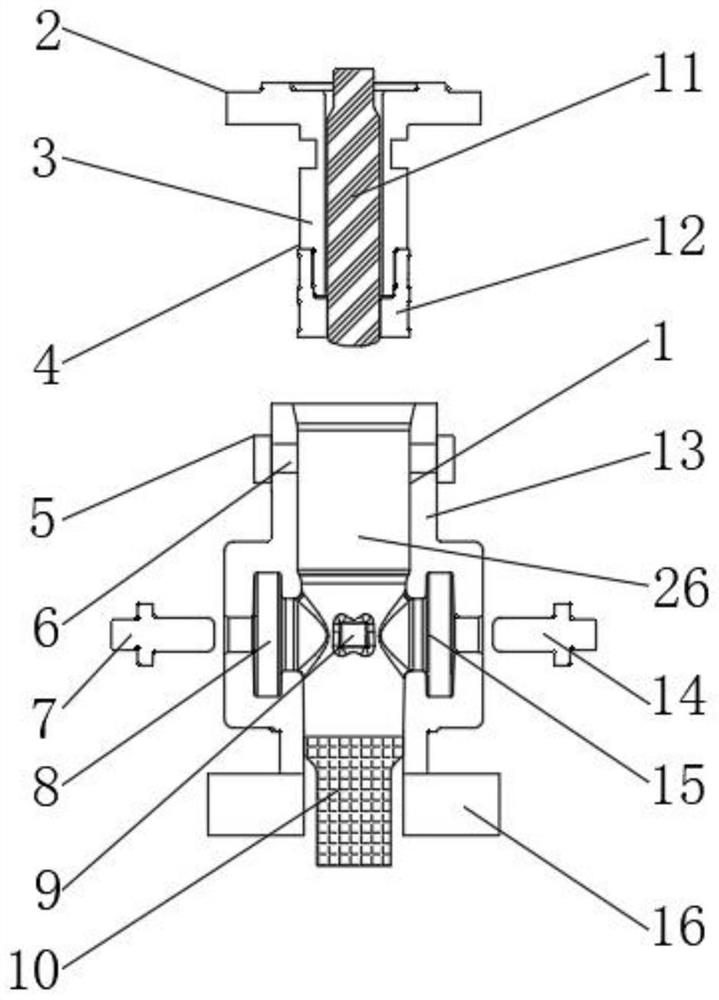
图1为本发明一种大型阀体成型模具及其立式四向成型工艺的整体结构示意图。
图2为本发明一种大型阀体成型模具及其立式四向成型工艺中加工时的结构示意图。
图3为本发明一种大型阀体成型模具及其立式四向成型工艺中通槽的结构示意图。
图4为本发明一种大型阀体成型模具及其立式四向成型工艺中上模体的结构示意图。
图5为本发明一种大型阀体成型模具及其立式四向成型工艺中组合模具的结构示意图。
图6为本发明一种大型阀体成型模具及其立式四向成型工艺中加强型料的结构示意图。
图中:1、组合模具;2、上模板;3、上模体;4、加强型料;5、定位销;6、一号定位槽;7、左冲头;8、一号定位压头;9、锻造阀体;10、下冲头;11、上冲头;12、防滑护套;13、加强筋;14、右冲头;15、二号定位压头;16、下模板;17、下模体;18、通槽;19、防滑圈;20、二号定位槽;21、耐磨层;22、加强纤维;23、防腐层;24、除锈层;25、连接层;26、卡槽;27、定位卡槽。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1-6所示,一种大型阀体成型模具,包括组合模具1、上模体3与下模体17,上模体3的上端外表面固定连接有上模板2,上模体3的中部设置有上冲头11,上模体3的下端固定连接有防滑护套12,组合模具1的内部开设有卡槽26与定位卡槽27,定位卡槽27的内部设置有锻造阀体9,组合模具1的中部一侧设置有一号定位压头8,组合模具1的中部另一侧设置有二号定位压头15,一号定位压头8的外侧设置有左冲头7,二号定位压头15的外侧设置有右冲头14,下模体17的下端固定连接有下模板16,下模体17的中部设置有下冲头10,组合模具1与上模体3之间开设有通槽18,通槽18的内表面固定连接有防滑圈19,组合模具1的外表面固定连接有加强筋13。
进一步的,组合模具1的外壁开设有一号定位槽6,一号定位槽6的外侧设置有定位销5,上模体3的外壁开设有二号定位槽20,方便组合定位。
进一步的,上模体3的外表面固定连接有加强型料4,加强型料4的内部固定连接有耐磨层21、加强纤维22、防腐层23、除锈层24、连接层25,加强纤维22位于耐磨层21的外表面,防腐层23位于加强纤维22的外表面,除锈层24位于防腐层23的外表面,连接层25位于除锈层24的外表面,增加使用强度。
进一步的,上模体3的外壁通过卡槽26与组合模具1的内壁活动连接,组合模具1的内壁通过定位销5、一号定位槽6、二号定位槽20与上模体3的外壁卡合连接,上模体3与上冲头11之间设置有一号轴承,上模体3的内壁通过一号轴承与上冲头11的外壁活动连接,下模体17与下冲头10之间设置有二号轴承,下模体17的内壁通过二号轴承与下冲头10的外壁活动连接,便于进行冲孔操作。
进一步的,上模体3与上模板2之间设置有一号焊接块,上模体3的上端通过一号焊接块与上模板2的下端固定连接,下模体17与下模板16之间设置有二号焊接块,下模体17的下端通过二号焊接块与下模板16的上端固定连接,便于更好的进行工作。
进一步的,组合模具1的中部通过定位卡槽27与锻造阀体9的外侧定位连接,锻造阀体9通过一号定位压头8、二号定位压头15、下冲头10、上冲头11进行定位四向加工,组合模具1与一号定位压头8、二号定位压头15之间设置有定位座,组合模具1的中部两侧通过定位座与一号定位压头8、二号定位压头15的外侧定位连接,工作更加稳定。
进一步的,上模体3与加强型料4之间设置有固定块,上模体3的外表面通过固定块与加强型料4的内表面固定连接,耐磨层21、加强纤维22、防腐层23、除锈层24、连接层25之间通过浇注的方式一体成型,具有防腐除锈的效果,使用强度更高。
一种大型阀体成型模具的立式四向成型工艺,包括以下操作步骤:
S1:组合模具1分为前后分模,在模具合并后将锻造阀体9由组合模具1的上段部分放入定位卡槽27的位置进行定位;
S2:上模体3下压,组合模具1与上模体3之间通过通槽18、防滑圈19活动连接,闭合后通过定位销5插入一号定位槽6与二号定位槽20的位置,使组合模具1与上模体3之间固定,模具闭合保压,下模体17与下模板16向上挤压,达到设定参数保压;
S3:上冲头11向下挤压,达到设定参数保压;左冲头7、右冲头14分别在一号定位压头8、二号定位压头15的位置向内侧进行挤压,达到设定参数保压,下冲头10向上挤压,左冲头7、右冲头14、上冲头11与下冲头10复位,完成挤压,上模体3抬起复位;
S4:冲压完毕后,组合模具1中的前后模具分离,将锻造后的锻造阀体9从定位卡槽27的位置取出,完成操作。
工作原理:本发明包括组合模具1、上模板2、上模体3、加强型料4、定位销5、一号定位槽6、左冲头7、一号定位压头8、锻造阀体9、下冲头10、上冲头11、防滑护套12、加强筋13、右冲头14、二号定位压头15、下模板16、下模体17、通槽18、防滑圈19、二号定位槽20、耐磨层21、加强纤维22、防腐层23、除锈层24、连接层25、卡槽26、定位卡槽27,在进行使用的时候,组合模具1分为前后分模,在模具合并后将锻造阀体9由组合模具1的上段部分放入定位卡槽27的位置进行定位,上模体3下压,组合模具1与上模体3之间通过通槽18、防滑圈19活动连接,闭合后通过定位销5插入一号定位槽6与二号定位槽20的位置,使组合模具1与上模体3之间固定,模具闭合保压,下模体17与下模板16向上挤压,达到设定参数保压,上冲头11向下挤压,达到设定参数保压;左冲头7、右冲头14分别在一号定位压头8、二号定位压头15的位置向内侧进行挤压,达到设定参数保压,下冲头10向上挤压,左冲头7、右冲头14、上冲头11与下冲头10复位,完成挤压,上模体3抬起复位,冲压完毕后,组合模具1中的前后模具分离,将锻造后的锻造阀体9从定位卡槽27的位置取出,完成操作,耐磨层21、加强纤维22、防腐层23、除锈层24、连接层25之间通过浇注的方式一体成型,增加模具的使用强度,具有高强度的耐磨性能,防腐除锈性能更强,增加模具的使用性能,可一次完成整体锻造,产品各部位余量均匀且不需要多余飞边材料,提高了材料的利用率,缩短了产品加工周期,提高了产品的锻造合格率,提高了产品的机械性能。
需要说明的是,在本文中,诸如第一和第二(一号、二号)等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种大型阀体成型模具及其立式四向成型工艺
- 一种大型阀体立式四向成型装置