一种提高零件平面度的整体落料模具
文献发布时间:2023-06-19 12:05:39
技术领域
本发明涉及落料模具结构的技术领域,特别是一种提高零件平面度的整体落料模具。
背景技术
落料模具用于将带料上的产品冲切下来,现有的落料方式有三种,其中第一种是直接落料方式,如图1所示,即将带料上的产品先悬空在凹模的漏料孔的正上方,然后采用冲头冲切产品,从而得到所需的产品;这种落料方式虽然能够生产出产品,但是由于产品下方处于悬空状态,因此难以保证产品的平面度。第一种落料方式是产品顶回落料孔,再向下冲出产品,但是经常出现产品在顶回的时候掉落,打爆模具。第三种采用上下夹持整体落料方式如图2所示,即在上脱料板内装上弹簧式顶料销,弹簧的弹力作用给顶料销,顶料销对产品的顶表面施加压力,造成产品的顶表面上产生按压痕迹,均对产品平面度不利,失去夹持落料的意义。因此亟需一种提高产品平面度、提高落料质量、便于吹料的落料模具。
发明内容
本发明的目的在于克服现有技术的缺点,提供一种结构紧凑、提高产品平面度、提高落料质量、便于吹料、操作简单的提高零件平面度的整体落料模具。
本发明的目的通过以下技术方案来实现:一种提高零件平面度的整体落料模具,它包括上模和下模,所述下模包括由下往上顺次固设于一体的底座、下垫板和凹模板,所述下垫板内设置有连通凹模板凹腔的水平槽,凹模板上且位于凹腔的两侧均开设有导向槽,两个导向槽均与水平槽连通,水平槽内设置有可沿其高度方向滑动的下脱板,下脱板的左右侧均设置有限位装置,所述下脱板的顶表面上固设有内脱板,内脱板滑动安装于凹腔内,且其顶表面延伸于凹模板的上方,所述底座内设置有多个下弹簧,下弹簧的顶端部固设于下脱板的底表面上,在下弹簧的弹力作用下,内脱板与下脱板形成的台肩抵压在凹模板的底表面上;所述限位装置包括顶力销、水平弹簧和开设于下脱板侧面上的台阶孔,水平弹簧设置于台阶孔的大孔内,且其一端固设于台阶孔的底部,水平弹簧的另一端固设有顶力销,顶力销滑动安装于台阶孔的小孔内且延伸于下脱板外侧,顶力销的延伸端上设置有球头,两个球头分别设置于两个导向槽的正下方;
所述上模包括上托、设置于上托下方且顺次固设于一体的限位板和上脱板,上托与限位板之间固设有多个上弹簧,上托与限位板之间设置有间隙,上托的底表面上固设有冲头,冲头顺次贯穿限位板、上脱板且设置于上脱板内,限位板的底表面上固设有两个楔形杆,楔形杆的底表面上设置有楔形面,两个楔形杆的下端部分别滑动安装于导向槽内。
所述底座内设置有多个下弹簧,每个下弹簧的顶端部均固设于下脱板的底表面上。
两个楔形杆关于冲头左右对称设置。
所述楔形面向后倾斜向下设置。
两个限位装置左右对称设置。
两个导向槽关于内脱板左右对称设置。
本发明具有以下优点:本发明结构紧凑、提高产品平面度、提高落料质量、便于吹料、操作简单。
附图说明
图1 为直接落料的示意图;
图2 为采用上下夹持整体落料的示意图;
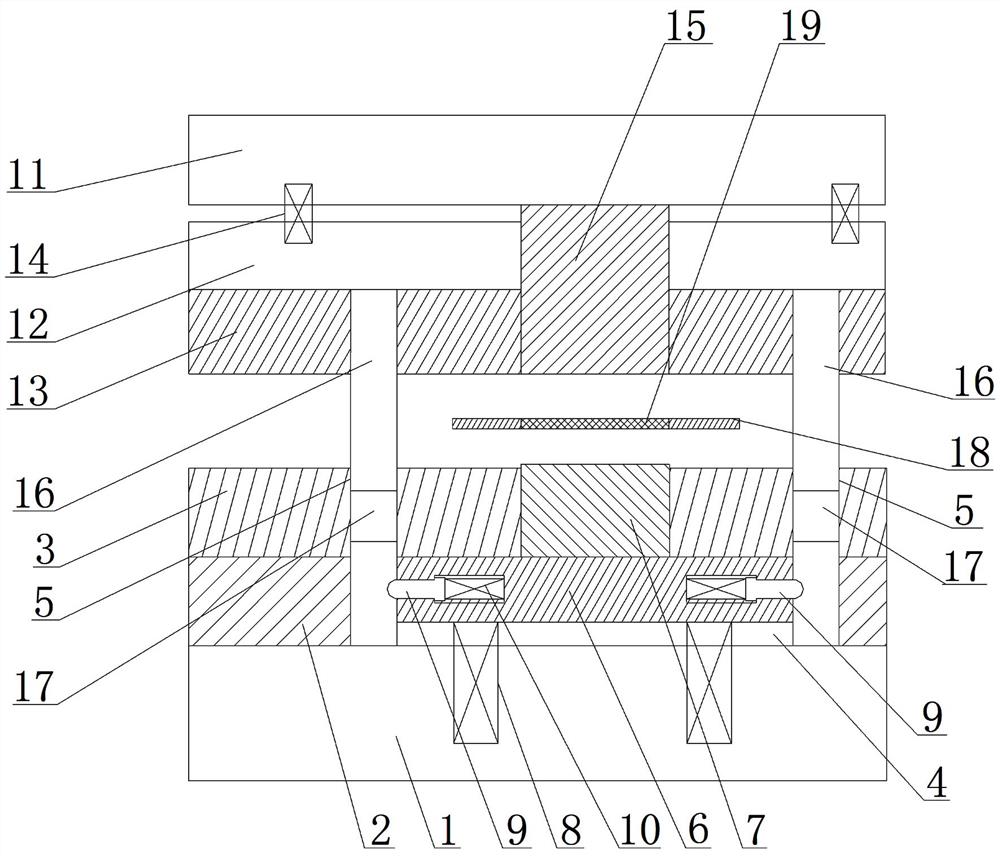
图3 为本发明处于开模状态的示意图;
图4 为图3的右视图;
图5 为本发明处于临界闭模状态的示意图;
图6 为图5的右视图;
图7 为本发明处于闭模状态的示意图;
图8 为图7的右视图;
图9 为本发明中冲头复位后的示意图;
图10 为图9的右视图;
图11 为本发明中内脱板复位后的示意图;
图12 为图11的右视图;
图中,1-底座,2-下垫板,3-凹模板,4-水平槽,5-导向槽,6-下脱板,7-内脱板,8-下弹簧,9-顶力销,10-水平弹簧,11-上托,12-限位板,13-上脱板,14-上弹簧,15-冲头,16-楔形杆,17-楔形面,18-带料,19-产品。
具体实施方式
下面结合附图对本发明做进一步的描述,本发明的保护范围不局限于以下所述:
如图3~4所示,一种提高零件平面度的整体落料模具,它包括上模和下模,所述下模包括由下往上顺次固设于一体的底座1、下垫板2和凹模板3,所述下垫板2内设置有连通凹模板3凹腔的水平槽4,凹模板3上且位于凹腔的两侧均开设有导向槽5,两个导向槽5关于内脱板7左右对称设置,两个导向槽5均与水平槽4连通,水平槽4内设置有可沿其高度方向滑动的下脱板6,下脱板6的左右侧均设置有限位装置,两个限位装置左右对称设置,所述下脱板6的顶表面上固设有内脱板7,内脱板7滑动安装于凹腔内,且其顶表面延伸于凹模板3的上方,所述底座1内设置有多个下弹簧8,下弹簧8的顶端部固设于下脱板6的底表面上,在下弹簧8的弹力作用下,内脱板7与下脱板6形成的台肩抵压在凹模板3的底表面上。
所述限位装置包括顶力销9、水平弹簧10和开设于下脱板6侧面上的台阶孔,水平弹簧10设置于台阶孔的大孔内,且其一端固设于台阶孔的底部,水平弹簧10的另一端固设有顶力销9,顶力销9滑动安装于台阶孔的小孔内且延伸于下脱板6外侧,顶力销9的延伸端上设置有球头,两个球头分别设置于两个导向槽5的正下方;
所述上模包括上托11、设置于上托11下方且顺次固设于一体的限位板12和上脱板13,上托11与限位板12之间固设有多个上弹簧14,上托11与限位板12之间设置有间隙,上托11的底表面上固设有冲头15,冲头15顺次贯穿限位板12、上脱板13且设置于上脱板13内,限位板12的底表面上固设有两个楔形杆16,两个楔形杆16关于冲头15左右对称设置,楔形杆16的底表面上设置有楔形面17,所述楔形面17向后倾斜向下设置,两个楔形杆16的下端部分别滑动安装于导向槽5内。
所述底座1内设置有多个下弹簧8,每个下弹簧8的顶端部均固设于下脱板6的底表面上。
本发明的工作过程如下:
S1、在开模状态下如图3~4所示,通过带料输送机构将带料18输送到凹模板3和上脱板13之间,且确保产品19处于内脱板7的顶表面上;
S2、冲床的输出端带动上托11向下运动,上托11带动限位板12、上脱板13、楔形杆16和冲头15同步向下运动,当上脱板13将带料18压在上脱板13和凹模板3的过程中,楔形杆16的楔形面17向下压顶力销9上的球头,顶力销9受到侧向力后缩回到台阶孔内,并压缩水平弹簧10,当上脱板13将带料18压在凹模板3后,顶力销9在水平弹簧10的恢复力作用下抵压在楔形杆16的内侧端面上,同时带料18上的产品抵压在冲头15和内脱板7之间,楔形杆16、限位板12和上脱板13静止不动,如图5~6所示;
S3、冲切工序:随着上托11的继续向下运动,上托11相对于静止的限位板12和上脱板13向下运动,上托11带动冲头15向下运动,冲头15向下压产品19,产品19夹在冲头15和内脱板7之间向下运动,当上托11压在限位板12上后,产品19完全从带料18上冲裁下来如图7~8所示,在此冲裁的同时,内脱板7带动下脱板6同步向下运动,下脱板6带动顶力销9向下运动,顶力销9相对于静止的楔形杆16向下运动,当顶力销9运动到楔形面17下方时,顶力销9在水平弹簧10的恢复力下,球头从台阶孔内弹出,弹出的球头刚好限制在楔形面17上如图7~8所示;由于产品19受到冲头15和内脱板7的同时夹持向下冲切,从而降低了冲切的弯曲力矩,此外通过向上和向下的夹持力保证了产品的平面度,相比传统的落料方式,极大的提高了产品的平面度。
S4、初步脱料工序:控制冲床使其输出端向上运动,输出端带动上托11向上运动,上托11相对于静止的限位板12向上运动,上托11带动冲头15向上运动,当冲头15复位后如图9~10所示,冲裁下来的产品没有被内脱板7向上顶升起来,其原因是下脱板6两侧的球头在下弹簧8的恢复力下仍然限制在楔形面17上,从而与带料18之间形成高度差;
S5、脱料工序:随着上托11继续向上运动,上托11经上弹簧14带动限位板12向上运动,限位板12带动上脱板13和楔形杆16同步向上运动,上脱板13远离凹模板3,带料18随着上脱板13向上运动,同时楔形杆16远离限制在其下方的球头向上运动,下脱板6在下弹簧8的恢复力作用下向上运动,下脱板6带动内脱板7向上运动,内脱板7将产品19向上顶起来,当下弹簧8复位后,产品19被顶在凹模板3上方,如图11~12所示。
在步骤S4中,由于产品与带料之间形成有高度差,且产品19相对于带料后复位,因此可在凹模板3的侧面通过吹起嘴将内脱板7上的产品吹落,以便于收集产品,若没有高度差,在冲头15复位过程中,产品进入到带料内,无法通过吹气来收集产品。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种提高零件平面度的整体落料模具
- 一种有平面度要求的连续模落料的冷冲压模具结构