一种塑料管道用自增压密封橡胶圈及其制备工艺
文献发布时间:2023-06-19 13:48:08
技术领域
本发明属于管道密封圈技术领域,具体是指一种塑料管道用自增压密封橡胶圈及其制备工艺。
背景技术
管道一般为硬质材料构成,硬质材料不易发生形变,所以在管道和管道的连接处,必须增设柔性密封装置,防止被输送的介质从管道的接缝处泄漏,一般的民用管道使用被压紧的橡胶密封圈即可完成管道的接头处的密封,但是对于工业上使用的高压、超高压管道来说,普通的密封装置已经无法满足使用要求,基于这一现有问题,本发明从材料和结构上对密封圈进行的创新,提出了一种塑料管道用自增压密封橡胶圈及其制备工艺。
发明内容
针对上述情况,为克服现有技术的缺陷,本发明提供一种塑料管道用自增压密封橡胶圈及其制备工艺,通过增压槽,在管件原有的连接处发生液体泄漏的情况下,利用介质的压力增加密封圈的内外圈和接触面的压力,从而被动地提高密封性,增大可以承受的压力值,改进后的材料,拉伸强度从普通乙丙三元橡胶的20.3MPa,提高至29.7MPa,断裂伸长率从普通乙丙三元橡胶的389%提高到963%。有效解决了目前市场上的高压、超高压管道接头密封性不足的问题。
本发明采取的技术方案如下:本发明一种塑料管道用自增压密封橡胶圈,包括自增压密封圈本体、管道接头一和管道接头二,所述自增压密封圈本体上设有斜面安装环,所述管道接头一上设有斜坡安装面,所述自增压密封圈本体通过斜面安装环卡合设于斜坡安装面上,所述管道接头一上设有内部延伸筒,所述自增压密封圈本体上设有三角形增压槽和预紧槽,所述自增压密封圈本体在三角形增压槽和预紧槽之间设有增压环,所述自增压密封圈本体通过增压环卡合设于内部延伸筒上,所述自增压密封圈本体上设有外圈接触平面,所述管道接头二卡合设于内部延伸筒上,所述管道接头二上设有橡胶圈包裹圆环,所述管道接头二通过橡胶圈包裹圆环卡合设于外圈接触平面上。
本发明一种塑料管道用自增压密封橡胶圈的原材料的制备工艺,其特征在于,包括如下步骤:
步骤一:将9份石墨烯通过超声分散在水中,搅拌20分钟,搅拌速度为200rpm,然后加入91份聚丙烯粉料,一边搅拌,一边补充纯净水,总水量控制石墨烯与聚丙烯总质量的1.2倍,搅拌30分钟,转速在300rpm,混合好的料去水、风干,真空烘箱烘干,烘干温度为50℃,每千克物料水分控制在3600mg(_-^+)10%,然后将原料造粒后烘干待用;
步骤二:将65份EPDM与35份石墨烯/聚丙烯混配料高速混合10分钟,然后加入0.1%的DCP高速混合20分钟,然后烘干8小时之后包装待用。
采用上述结构本发明取得的有益效果如下:本方案一种塑料管道用自增压密封橡胶圈及其制备工艺,通过增压槽,在管件原有的连接处发生液体泄漏的情况下,利用介质的压力增加密封圈的内外圈和接触面的压力,从而被动地提高密封性,增大可以承受的压力值,改进后的材料,拉伸强度从普通乙丙三元橡胶的20.3MPa,提高至29.7MPa,断裂伸长率从普通乙丙三元橡胶的389%提高到963%;在DN160,公称压力3.5MPA双密封聚乙烯复合管道系统中进行压力测试时,测得本发明的密封圈的耐压强度大于14.3MPa,有效解决了目前市场上的高压、超高压管道接头密封性不足的问题。
附图说明
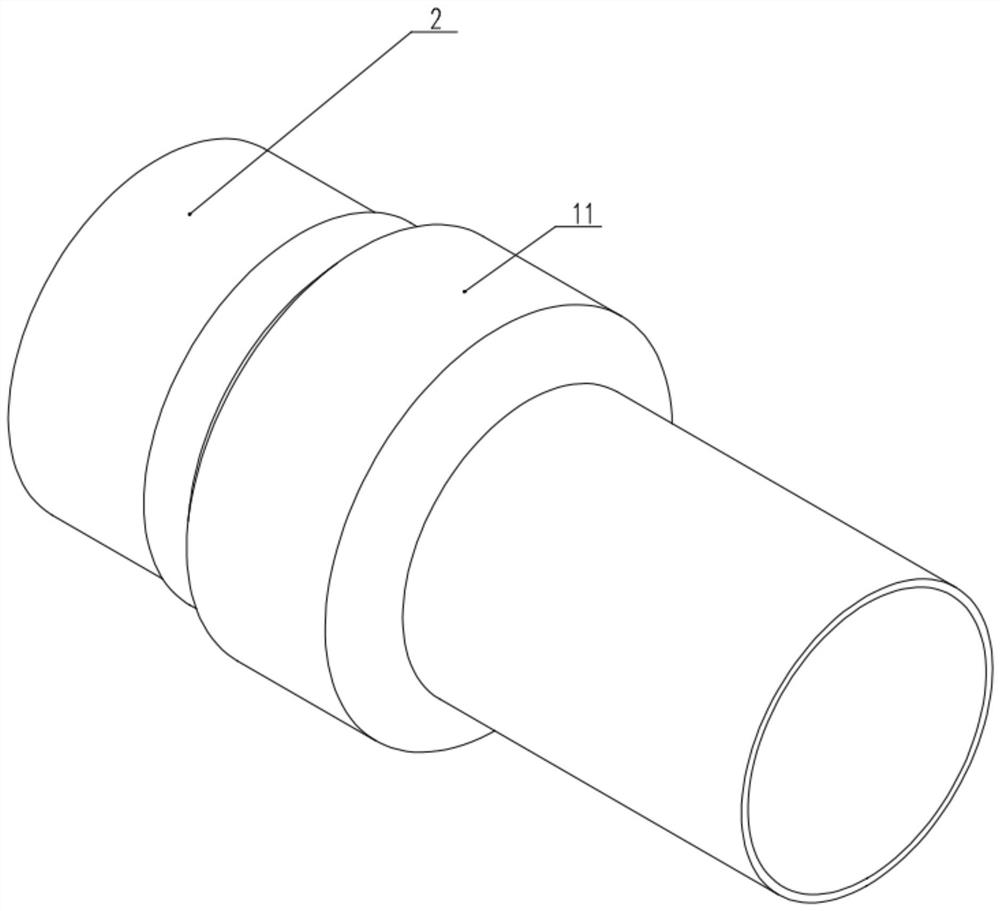
图1为本发明一种塑料管道用自增压密封橡胶圈及其制备工艺的立体图;
图2为本发明一种塑料管道用自增压密封橡胶圈及其制备工艺的爆炸视图;
图3为本发明一种塑料管道用自增压密封橡胶圈及其制备工艺的右视图;
图4为图3中沿着剖切线A-A的剖视图;
图5为图4中的Ⅰ部分的局部放大图
图6为密封圈本体的耐压试验示意图。
其中,1、自增压密封圈本体,2、管道接头一,3、管道接头二,4、三角形增压槽,5、预紧槽,6、增压环,7、斜面安装环,8、外圈接触平面,9、斜坡安装面,10、内部延伸筒,11、橡胶圈包裹圆环,12、封头。
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1-6所示,本发明一种塑料管道用自增压密封橡胶圈,包括自增压密封圈本体1、管道接头一2和管道接头二3,所述自增压密封圈本体1上设有斜面安装环7,所述管道接头一2上设有斜坡安装面9,所述自增压密封圈本体1通过斜面安装环7卡合设于斜坡安装面9上,所述管道接头一2上设有内部延伸筒10,所述自增压密封圈本体1上设有三角形增压槽4和预紧槽5,所述自增压密封圈本体1在三角形增压槽4和预紧槽5之间设有增压环6,所述自增压密封圈本体1通过增压环6卡合设于内部延伸筒10上,所述自增压密封圈本体1上设有外圈接触平面8,所述管道接头二3卡合设于内部延伸筒10上,所述管道接头二3上设有橡胶圈包裹圆环11,所述管道接头二3通过橡胶圈包裹圆环11卡合设于外圈接触平面8上。
本发明一种塑料管道用自增压密封橡胶圈的原材料的制备工艺,其特征在于,包括如下步骤:
步骤一:将9份石墨烯通过超声分散在水中,搅拌20分钟,搅拌速度为200rpm,然后加入91份聚丙烯粉料,一边搅拌,一边补充纯净水,总水量控制石墨烯与聚丙烯总质量的1.2倍,搅拌30分钟,转速在300rpm,混合好的料去水、风干,真空烘箱烘干,烘干温度为50℃,每千克物料水分控制在3600mg(_-^+)10%,然后将原料造粒后烘干待用;
步骤二:将65份EPDM与35份石墨烯/聚丙烯混配料高速混合10分钟,然后加入0.1%的DCP高速混合20分钟,然后烘干8小时之后包装待用。
具体使用时,用户首先将自增压密封圈本体1折扁之后卡合安装在橡胶圈包裹圆环11中,然后将内部延伸筒10滑动插入橡胶圈包裹圆环11汇总,直到斜面安装环7完全贴合在斜坡安装面9上,此时当管内压力增大,导致内部延伸筒10和管道接头二3的插接处发生液体泄漏时,液体通过内部延伸筒10和管道接头二3之间的缝隙流入橡胶圈包裹圆环11中,首先,液体会进入三角形增压槽4中,通过巨大的介质压力将三角形增压槽4扩大,三角形增压槽4的外圈会更加紧密的贴合在橡胶圈包裹圆环11的内壁上,而三角形增压槽4的内圈则会更加紧密的贴合在内部延伸筒10上,从而防止液体泄漏,进行耐压试验时,在DN160,公称压力3.5MPa双密封聚乙烯复合管道系统中安装胶圈,通过不断增加管道内压力的方式,测得自增压密封圈本体1的耐压强度,以上便是本发明整体的工作流程,下次使用时重复此步骤即可。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种塑料管道用自增压密封橡胶圈及其制备工艺
- 一种增强型塑料管道材料的制备工艺