一种Z型密封钢丝生产方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及一种Z型密封钢丝生产方法,属于金属压力加工制品领域。
背景技术
目前国内大部分用户采用的密封钢丝绳,其外层为Z型钢丝。Z型钢丝是密封钢丝绳的关键部分,其性能及加工决定了密封钢丝绳的性能和成本,故需保证钢丝性能和其生产成本,以适应市场需求。
发明内容
本发明所要解决的是如何生产高强度、高韧性异型钢丝,为满足目前市场及用户对密封钢丝绳高强度要求的技术问题。
为了解决上述技术问题,本发明采用如下技术方案:
一种Z型密封钢丝生产方法,包括以下具体步骤:
步骤一:将直径为Φ14mm的70#盘条,放入酸洗槽内进行酸洗后,再放入磷化槽内进行磷化表面处理,盘条磷化膜厚度为≥9g/m
步骤二:再将步骤一处理后的盘条,采用9/1270拉丝机进行拉拔,拉拔时第一道次采用旋转模盒,第二至九道次采用选用固定模盒,拉拔过程中严控润滑水冷后,生产出Z6型密封钢丝。
采用上述技术方案的有益效果是:
本发明生产出Z6型密封钢丝具有高强度、高韧性的异型钢丝,能满足目前市场及用户对密封钢丝绳的高强度的要求。
附图说明
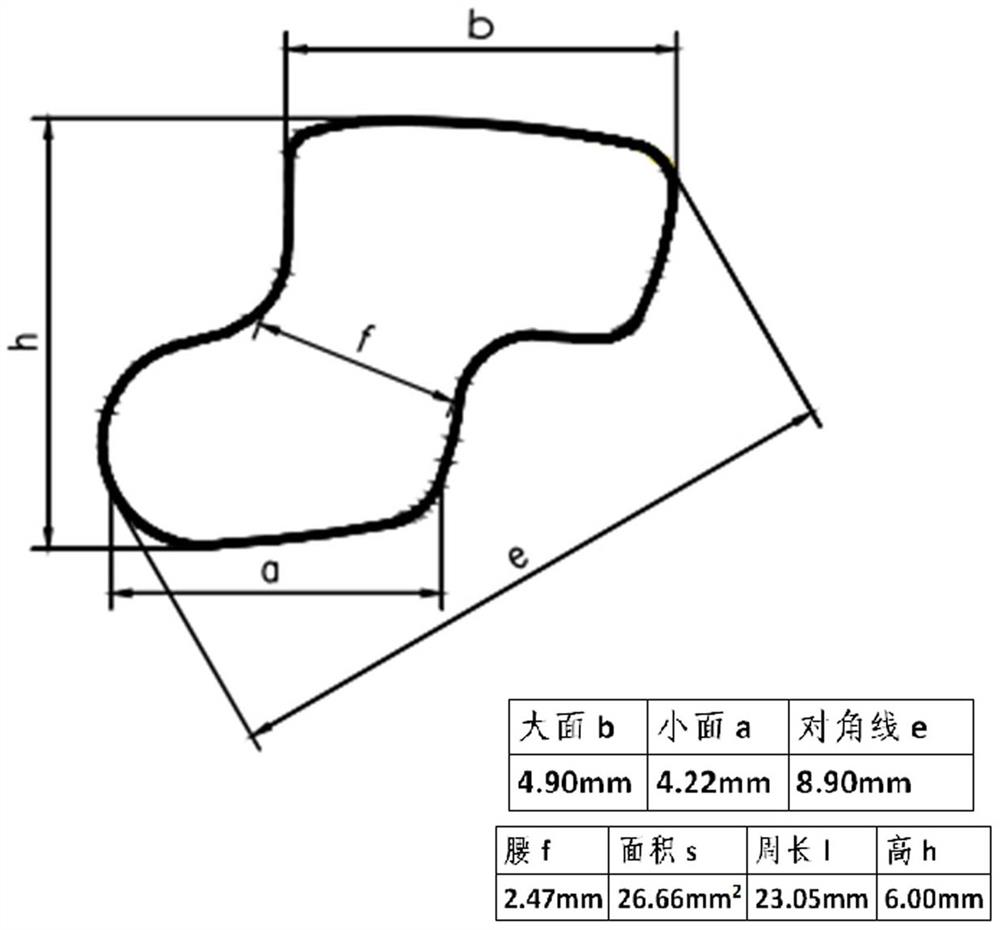
图1为本发明Z6异型钢丝成品尺寸结构示意图。
具体实施方式
下面对本发明作进一步详细说明:
1、原料:
φ14mm 拉拔到Z6型密封钢丝时,由于总压缩率较大,达到82.67%,为后续拉拔顺利,盘条在表面处理后盘条磷化膜厚度需≥9g/m
为了提升酸洗效果,改变酸洗槽内的盐分的组成,使酸洗后的表面状态达到最佳。
盐酸洗槽的工艺参数
酸洗时间控制在600s左右,为提升酸洗效果,防止盐酸腐蚀钢基,在酸洗是应添加4‰—8‰的缓蚀剂。
磷化时为提高磷化膜的质量,确保磷化膜面质量达到8.5—10g/mm
磷化槽参数
2、钢丝拉拔
Z6型密封钢丝截面积为26.66,mm
将数据代入公式
故钢丝拉拔后,强度能达到1670MPa。
钢丝在拉拔时,采用1块圆模+2块椭圆模+6块异型模的拉拔工艺,第一道次旋转模盒用12.9mm的圆模,拉拔时第一道次采用旋转模盒,确保钢丝表面质量;第二道次固定模盒用椭圆模,长轴尺寸为12.5 mm,短轴尺寸为11.98 mm;第三道次固定模盒用椭圆模,长轴尺寸为11.65mm,短轴尺寸为11.04mm;第四道次固定模盒用异型模,对角线为10.82mm;第五道次固定模盒用异型模,对角线为10.36mm;第六道次固定模盒用异型模,对角线为9.96mm;第七道次固定模盒用异型模,对角线为9.56mm;第八道次固定模盒用异型模,对角线为9.20mm;第九道次固定模盒用异型模,对角线为8.9mm。钢丝在拉拔过程中,必须保证大小面方向一致,钢丝进模具前不能打扭,否则会造成模具寿命短、钢丝表面挂伤、钢丝塑性降低等缺陷。
所述Z6型密封钢丝拉拔后强度为≥1670Mpa。
所述Z6型密封钢丝大面与小面之间的高度为6mm,允许尺寸偏差为±0.05mm;对角线尺寸为8.90mm,大面尺寸为4.90mm,小面尺寸为4.22mm,钢丝截面积为26.66mm
- 一种Z型密封钢丝生产方法
- 一种高强度Z型钢丝的生产方法