一种背板组装方法
文献发布时间:2023-06-19 19:14:59
技术领域
本发明涉及电子产品生产技术领域,特别涉及一种背板组装方法。
背景技术
近几年来,3C产品伴随着厅和电子产业的发展而新兴起的,主要是指计算机类(computer)、通信类(communication)、消费类电子产品,在这一行业中,科技的发展日新月异,升级换代频繁,几乎每个月都要推出大量新产品。
这几类产品在实际生产过程中,由于组装配件多,所需要的人工多,生产线整体机能及效率下降,且人工组装质量难以保证,整体生产成本较高。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种背板组装方法,自动进行背板的组装,减少人工成本,提高生产质量及生产效率。
根据本发明的实施例的一种背板组装方法,包括以下步骤:A.由工人将背板放置在点胶机上,由点胶机对背板进行点胶;B.第一机械臂从所述点胶机上取出点好胶的所述背板,并将所述背板放置在定位装置上,由所述定位装置对所述背板进行精确定位;C.第二机械臂将定位好的所述背板取出,并移送至压合装置的压合面上,所述压合装置将安装板与所述背板压实定型,由所述第二机械臂将所述背板移送至上料机进行上料;D.所述上料机将所述背板送至组装装置的传送带,所述传送带驱动所述背板在所述组装装置中位移,所述组装装置对所述安装板的对应位置进行贴海绵,及对所述背板的对应位置进行贴蓝膜操作;E.组装完成后所述传送带将所述背板送至下料机处进行下料。
根据本发明的实施例的一种背板组装方法,至少具有如下有益效果:整个生产过程中,仅需要在点胶机处安排工人进行背板的点胶上料,以及在压合装置处安排工人将安装板与背板进行配合后放置入压合装置中进行压实,在第一机械臂和第二机械臂之间增设定位装置,使第二机械臂可以精确获取背板并放在压合装置的压合面上,无需人工进行定位,其他对应工序亦无需人工操作,自动进行生产组装,减少了人工成本,提高了生产效率,同时也能进一步减少人工操作的疲劳,提高成品率。
根据本发明的一些实施例,所述步骤A中,所述点胶机包括台面、工位以及点胶装置,所述工位设置在所述台面上,所述台面上设置有支架,所述点胶装置活动设置在所述支架上,且位于所述工位上方。
根据本发明的一些实施例,所述台面上还设置有滑轨,所述工位滑动连接所述滑轨。
根据本发明的一些实施例,所述B步骤中,所述定位装置包括支架,定位架、第一气缸和第二气缸,所述定位架设置在所述支架上,所述第一气缸和所述第二气缸分别设置在所述定位架的两条相互垂直的侧边上,所述第一气缸和所述第二气缸用于将所述背板抵接在所述定位架上的另外两条侧边上,以进行精确定位。
根据本发明的一些实施例,所述C步骤中,所述压合装置包括工作台,支撑件、压合件及驱动件,所述支撑件设置在所述工作台上,所述背板放置在所述支撑件上,所述驱动件设置在所述工作台上,且位于所述支撑件的上方,所述支撑件与所述驱动件之间设置有压合件,所述驱动件可以驱动所述压合件抵接或远离所述支撑件。
根据本发明的一些实施例,所述压合装置设置有若干台,若干台所述压合装置均布置于所述第二机械臂的工作范围内。
根据本发明的一些实施例,所述工作台上设置有若干导杆,所述驱动件可以驱动所述压合件沿所述导杆进行上下位移。
根据本发明的一些实施例,所述C步骤中,还包括以下步骤:
C1.所述压合装置将安装板与所述背板压实定型后,所述第二机械臂将所述背板移送至检验台,由工人对压合后的所述背板进行目视检查后,将压合好的所述背板放至所述上料机进行上料,未压合好的所述背板放入废品箱或不合格品箱中。
根据本发明的一些实施例,所述步骤D中,所述组装装置包括两台海绵组装机及一台蓝膜组装机,两台所述海绵组装机与所述蓝膜组装机平行布置,所述传送带贯穿两台所述海绵组装机和所述蓝膜组装机。
根据本发明的一些实施例,所述海绵组装机和所述蓝膜组装机的外侧还设置有防护罩,所述防护罩上设置有可开闭的门,所述门的面板为透明材质。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
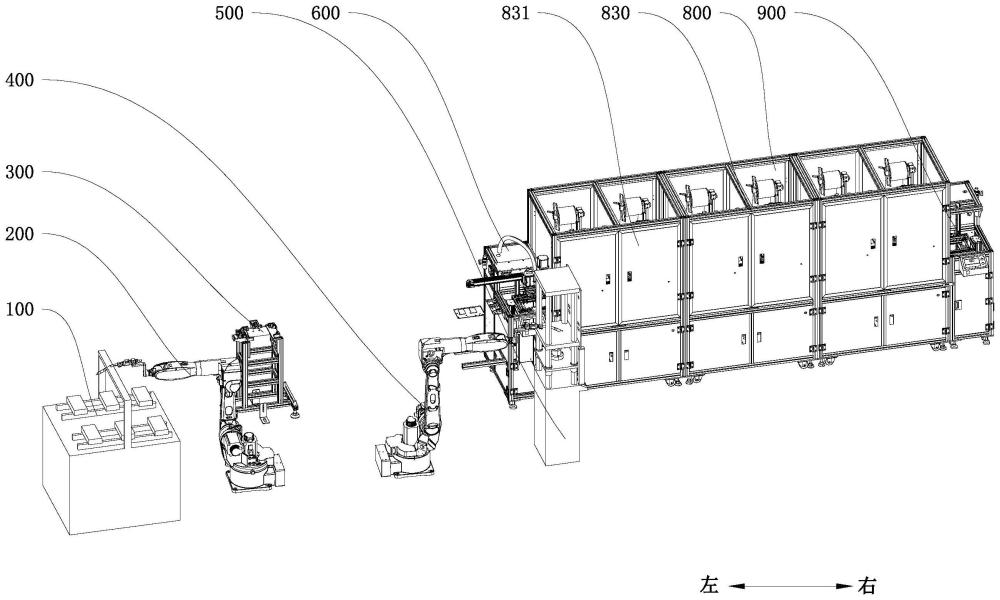
图1为本发明实施例的背板组装生产线的结构示意图;
图2为本发明实施例的背板组装生产线的结构示意图;
图3为图2所示的背板组装生产线的局部放大示意图;
图4为本发明实施例的定位装置的结构示意图。
点胶机100,台面110,工位120,机架130,滑轨140;
第一机械臂200;
定位装置300,支架310,定位架320,第一气缸330,第二气缸340;
第二机械臂400;
压合装置500,工作台510,导杆511,支撑件520,压合件530;
上料机600;
传送带700;
组装装置800,海绵组装机810,蓝膜组装机820,防护罩830,门831;
下料机900。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
参照图1至图4,根据本发明的实施例的一种背板组装方法,包括以下步骤:
A.由工人将背板放置在点胶机100上,由点胶机100对背板进行点胶;
B.第一机械臂200从点胶机100上取出点好胶的背板,并将背板放置在定位装置300上,由定位装置300对背板进行精确定位;
C.第二机械臂400将定位好的背板取出,并移送至压合装置500的压合面上,压合装置500将安装板与背板压实定型,由第二机械臂400将背板移送至上料机600进行上料;
D.上料机600将背板送至组装装置800的传送带700,传送带700驱动背板在组装装置800中位移,组装装置800对安装板的对应位置进行贴海绵,及对背板的对应位置进行贴蓝膜操作;
E.组装完成后传送带700将背板送至下料机900处进行下料。
根据本发明的实施例的一种背板组装方法,至少具有如下有益效果:整个生产过程中,仅需要在点胶机100处安排工人进行背板的点胶上料,以及在压合装置500处安排工人将安装板与背板进行配合后放置入压合装置500中进行压实,在第一机械臂200和第二机械臂400之间增设定位装置300,使第二机械臂400可以精确获取背板并放在压合装置500的压合面上,无需人工进行定位,其他对应工序亦无需人工操作,自动进行生产组装,减少了人工成本,提高了生产效率,同时也能进一步减少人工操作的疲劳,提高成品率。
根据本发明的一些实施例,参照图1至图4,步骤A中,点胶机100包括台面110、工位120以及点胶装置,工位120设置在台面110上,台面110上设置有机架130,点胶装置活动设置在机架130上,且位于工位120上方,台面110上还设置有滑轨140,工位120滑动连接滑轨140,上料过程中,工人将背板放置在工位上120,由点胶装置在背板上进行点胶后,工位120沿滑轨140滑动至台面110的另一侧,以便于第一机械臂200将背板取下,随后工位120再次沿滑轨140反向滑动,等待工人放置下一块背板,需要说明的是,点胶装置在图1至图4中均未示出。
根据本发明的一些实施例,参照图1至图4,B步骤中,定位装置300包括支架310,定位架320、第一气缸330和第二气缸340,定位架320设置在支架310上,第一气缸330和第二气缸340分别设置在定位架320的两条相互垂直的侧边上,第一气缸330和第二气缸340用于将背板抵接在定位架320上的另外两条侧边上,以进行精确定位,定位方式如下:由第一机械臂200从点胶机100上获取背板后,放置在定位架320上,此时第一气缸330和第二气缸340的输出轴分别前伸,并分别抵接在背板的两条相互垂直的侧边上,并将背板向定位架320的另外两侧边推送,直至背板的另外两条侧边分别抵接定位架320,从而完成精确定位操作,即可以理解为将背板推送至零点位置,以便于第二机械臂400可以固定从设定位置获取背板,从而可以正确的放置在压合装置500上。
根据本发明的一些实施例,参照图1至图4,C步骤中,压合装置500包括工作台510,支撑件520、压合件530及驱动件,支撑件520设置在工作台510上,背板放置在支撑件520上,驱动件设置在工作台510上,且位于支撑件520的上方,支撑件520与驱动件之间设置有压合件530,驱动件可以驱动压合件530抵接或远离支撑件520,压合过程如下:工人将安装板放置在支撑件520上,由第二机械臂400从定位架320上获取背板后,将背板放置在支撑件520上,使安装板和背板贴合后,驱动件驱动压合件530向下位移,直至压合件530抵接在背板上,此时驱动件持续输出动力,使压合件530在背板上形成一个保压的效果,以使压合效果均匀,需要说明的是,其中驱动件在图1至图4中未示出,其位于压合装置500的最上方。
在上述实施例中,压合装置500设置有若干台,若干台压合装置500均布置于第二机械臂400的工作范围内,在其中一台压合装置500压合保压的过程中,第二机械臂400可以将背板送至其他压合装置500进行压合保压,进一步提高生产效率。
根据本发明的一些实施例,参照图1至图4,工作台510上设置有若干导杆511,驱动件可以驱动压合件530沿导杆511进行上下位移,导杆511既能起到支撑驱动件的作用,也能给压合件530起到导向作用,避免压合件530产生偏斜。
根据本发明的一些实施例,C步骤中,还包括以下步骤:
C1.压合装置将安装板与背板压实定型后,第二机械臂400将背板移送至检验台,由工人对压合后的背板进行目视检查后,将压合好的背板放至上料机600进行上料,未压合好的背板放入废品箱或不合格品箱中。
根据本发明的一些实施例,参照图1至图4,步骤D中,组装装置800包括两台海绵组装机810及一台蓝膜组装机820,两台海绵组装机810与蓝膜组装机820平行布置,传送带700贯穿两台海绵组装机810和蓝膜组装机820。
根据本发明的一些实施例,参照图1至图4,海绵组装机810和蓝膜组装机820的外侧还设置有防护罩830,防护罩830上设置有可开闭的门831,门831的面板为透明材质,从而便于工人观察内部工作情况。
上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所属技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。