汽车零部件加工用压铸装置及其使用方法
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及汽车零部件加工领域,特别是涉及汽车零部件加工用压铸装置及其使用方法。
背景技术
压铸机就是用于压力铸造的机器。包括热压室及冷压室两种。后都又分为直式和卧式两种类型。压铸机在压力作用下把熔融金属液压射到模具中冷却成型,开模后可以得到固体金属铸件,最初用于压铸铅字。随着科学技术和工业生产的进步,尤其是随着汽车、摩托车以及家用电器等工业的发展,压铸技术已获得极其迅速的发展。
但是现有的压铸机落料都是自由落体,但是汽车零部件大部分都是铝制,如果落料时磕碰到边角处,则有可能损坏零部件。
发明内容
本发明的目的就在于为了解决上述问题而提供汽车零部件加工用压铸装置及其使用方法。
本发明通过以下技术方案来实现上述目的:
汽车零部件加工用压铸装置,包括压射机构、压铸机构、控制器、底座,所述底座上端设置有所述压射机构,所述压射机构前端连接有所述控制器,所述控制器型号为FX3G,所述压射机构上端设置有喷涂机构,所述喷涂机构一端设置有所述压铸机构,所述喷涂机构下侧设置有出料机构,所述压射机构包括压射蓄能器、压射油缸、承载架,所述压射蓄能器一端设置有所述压射油缸,所述压射油缸一端设置有所述承载架,所述出料机构包括传动箱、传送带、传送轴、减震机构,所述传动箱内侧设置有两个所述传送轴,所述传送轴外部设置有所述所述传送带,两个所述传送轴之间设置有所述减震机构,所述减震机构通过螺栓连接于所述传动箱,所述减震机构后侧设置有电动机,所述电动机通过螺栓连接于所述传动箱,所述传送轴一端均设置有转轴,所述转轴焊接于所述电动机,所述转轴上、所述电动机上均设置有传动齿轮,所述减震机构包括胶板、套柱、弹簧、外壳体,所述胶板外部设置有所述外壳体,所述胶板滑动连接于所述外壳体,所述胶板下端设置有所述套柱,所述胶板通过胶粘连接于所述套柱,所述套柱外部设置有所述弹簧,所述弹簧滑动连接于所述套柱,所述控制器通过导线连接于所述电动机。
优选的:所述喷涂机构包括支撑座、升降杆、电动滑块、导杆,所述支撑座内侧设置有所述升降杆,所述支撑座通过螺纹连接于所述升降杆,所述升降杆前后两侧均设置有所述导杆,所述导杆通过螺纹连接于所述支撑座,所述升降杆上设置有所述电动滑块,所述电动滑块滑动连接于所述升降杆,所述电动滑块一端设置有安装架,所述电动滑块通过螺栓连接于所述安装架,所述安装架上设置有固定柱,所述固定柱通过螺栓连接于所述安装架,所述固定柱下端设置有喷涂架,所述喷涂架通过螺栓连接于所述固定柱,所述喷涂架上设置有喷头,所述喷头内侧设置有流量阀,所述流量阀安装在分流板上,所述固定柱上端设置有第一水管和第二水管,所述控制器通过导线连接于所述流量阀、所述电动滑块。
如此设置,所述喷涂机构起降温和喷雾作用,通过螺栓连接保证了稳定性。
优选的:所述压铸机构包括第一模具、第二模具、模座、液压缸,所述第一模具连接于所述承载架,所述第一模具一侧设置有所述第二模具,所述第二模具一端设置有所述模座,所述模座一端设置有所述液压缸,所述液压缸一端设置有液压固定座,所述液压固定座上设置有四个限位柱。
如此设置,所述压铸机构起联动作用,通过设置所述限位柱保证了稳定性。
优选的:所述传送轴转动连接于所述传动箱,所述减震机构通过螺栓连接于所述传动箱。
如此设置,所述传送轴起支撑和联动作用,转动连接保证了工作顺滑性。
优选的:所述电动机、所述传送轴键连接于所述转轴,所述转轴材质为高锰钢。
如此设置,所述电动机起供能作用,键连接保证了力的有效传输。
优选的:所述喷头通过螺纹连接于所述流量阀,所述流量阀通过螺纹连接于所述分流板。
如此设置,所述喷头起喷雾作用,通过螺纹连接保证了密封性。
本发明还提供汽车零部件加工用压铸装置的使用方法,包括以下步骤:
a、外部将熔融状态的压铸液灌进压射油缸一端的入料口,压射蓄能器和压射油缸启动,同时液压缸带动模座将第一模具和第二模具闭合,压射蓄能器和压射油缸启动将压铸液压进所第一模具和第二模具之间。
b、待内芯冷却后,液压缸带动模座收缩,第一模具和第二模具分离,此时第一模具内部的顶针将内芯顶出;
c、零件由于重力往下掉,刚好掉落在传送带上端,因为传送带下端设置有减震机构,胶板受到冲击力,套柱开始收缩,因为设置有弹簧,能够有效地保护零件的减少冲击力;
d、此时电动滑块带动安装架和固定柱下降,当喷涂架到达第一模具和第二模具之间后,通过第一水管将冷却水传输到分流板、流量阀、喷头,对第一模具和第二模具降温,降温后,第二水管将辅料喷涂在第一模具和第二模具上。
与现有技术相比,本发明的有益效果如下:
1、利用出料机构能够有效保护零件在掉落时减少零件的冲击力,保护零件不受损坏;
2、设置有喷涂机构,能够根据零件轮廓喷涂定量冷却液和辅助液,节省能源,提高实用性。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
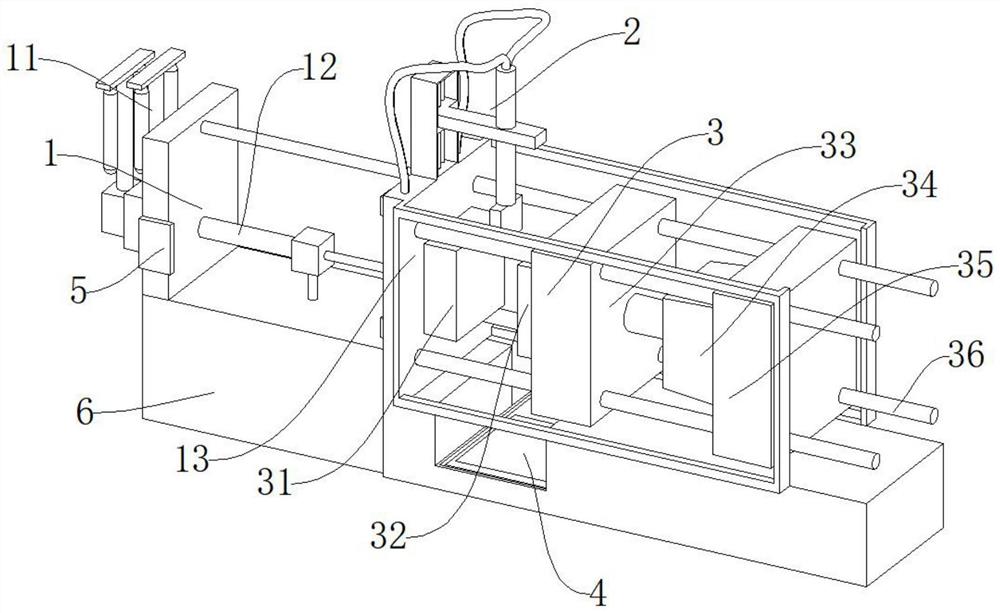
图1是本发明所述汽车零部件加工用压铸装置的第一结构示意图;
图2是本发明所述汽车零部件加工用压铸装置的第二结构示意图;
图3是本发明所述汽车零部件加工用压铸装置的出料机构结构示意图;
图4是本发明所述汽车零部件加工用压铸装置的减震机构结构示意图;
图5是本发明所述汽车零部件加工用压铸装置的喷涂机构结构示意图;
图6是本发明所述汽车零部件加工用压铸装置的喷头结构示意图;
图7是本发明所述汽车零部件加工用压铸装置的电路结构流程框图。
附图标记说明如下:
1、压射机构;2、喷涂机构;3、压铸机构;4、出料机构;5、控制器;6、底座;11、压射蓄能器;12、压射油缸;13、承载架;21、支撑座;22、升降杆;23、电动滑块;24、导杆;25、安装架;26、固定柱;27、喷涂架;28、喷头;29、流量阀;210、分流板;211、第一水管;212、第二水管;31、第一模具;32、第二模具;33、模座;34、液压缸;35、液压固定座;36、限位柱;41、传动箱;42、传送带;43、传送轴;44、减震机构;45、电动机;46、传动齿轮;47、转轴;441、胶板;442、套柱;443、弹簧;444、外壳体。
具体实施方式
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
下面结合附图对本发明作进一步说明:
实施例1
如图1-图7所示,汽车零部件加工用压铸装置,包括压射机构1、压铸机构3、控制器5、底座6,底座6上端设置有压射机构1,底座6起支撑作用,压射机构1起供能作用,压射机构1前端连接有控制器5,控制器5起控制作用,压射机构1上端设置有喷涂机构2,喷涂机构2起降温和喷射作用,喷涂机构2一端设置有压铸机构3,压铸机构3起供能作用,喷涂机构2下侧设置有出料机构4,出料机构4起收料和保护作用,压射机构1包括压射蓄能器11、压射油缸12、承载架13,压射蓄能器11一端设置有压射油缸12,压射油缸12一端设置有承载架13,出料机构4包括传动箱41、传送带42、传送轴43、减震机构44,传动箱41内侧设置有两个传送轴43,传送轴43外部设置有传送带42,两个传送轴43之间设置有减震机构44,减震机构44通过螺栓连接于传动箱41,减震机构44后侧设置有电动机45,电动机45通过螺栓连接于传动箱41,传送轴43一端均设置有转轴47,转轴47焊接于电动机45,转轴47上、电动机45上均设置有传动齿轮46,减震机构44包括胶板441、套柱442、弹簧443、外壳体444,胶板441外部设置有外壳体444,胶板441滑动连接于外壳体444,胶板441下端设置有套柱442,胶板441通过胶粘连接于套柱442,套柱442外部设置有弹簧443,弹簧443滑动连接于套柱442,控制器5通过导线连接于电动机45。
优选的:喷涂机构2包括支撑座21、升降杆22、电动滑块23、导杆24,支撑座21内侧设置有升降杆22,支撑座21通过螺纹连接于升降杆22,升降杆22前后两侧均设置有导杆24,导杆24通过螺纹连接于支撑座21,升降杆22上设置有电动滑块23,电动滑块23滑动连接于升降杆22,电动滑块23一端设置有安装架25,电动滑块23通过螺栓连接于安装架25,安装架25上设置有固定柱26,固定柱26通过螺栓连接于安装架25,固定柱26下端设置有喷涂架27,喷涂架27通过螺栓连接于固定柱26,喷涂架27上设置有喷头28,喷头28内侧设置有流量阀29,流量阀29安装在分流板210上,固定柱26上端设置有第一水管211和第二水管212,控制器5通过导线连接于流量阀29、电动滑块23,喷涂机构2起降温和喷雾作用,通过螺栓连接保证了稳定性;压铸机构3包括第一模具31、第二模具32、模座33、液压缸34,第一模具31连接于承载架13,第一模具31一侧设置有第二模具32,第二模具32一端设置有模座33,模座33一端设置有液压缸34,液压缸34一端设置有液压固定座35,液压固定座35上设置有四个限位柱36,压铸机构3起联动作用,通过设置限位柱36保证了稳定性;传送轴43转动连接于传动箱41,减震机构44通过螺栓连接于传动箱41,传送轴43起支撑和联动作用,转动连接保证了工作顺滑性;电动机45、传送轴43键连接于转轴47,转轴47材质为高锰钢,电动机45起供能作用,键连接保证了力的有效传输;喷头28通过螺纹连接于流量阀29,流量阀29通过螺纹连接于分流板210,喷头28起喷雾作用,通过螺纹连接保证了密封性。
本发明还提供汽车零部件加工用压铸装置的使用方法,包括以下步骤:
a、外部将熔融状态的压铸液灌进压射油缸12一端的入料口,压射蓄能器11和压射油缸12启动,同时液压缸34带动模座33将第一模具31和第二模具32闭合,压射蓄能器11和压射油缸12启动将压铸液压进所第一模具31和第二模具32之间。
b、待内芯冷却后,液压缸34带动模座33收缩,第一模具31和第二模具32分离,此时第一模具31内部的顶针将内芯顶出;
c、零件由于重力往下掉,刚好掉落在传送带42上端,因为传送带42下端设置有减震机构44,胶板441受到冲击力,套柱442开始收缩,因为设置有弹簧443,能够有效地保护零件的减少冲击力;
d、此时电动滑块23带动安装架25和固定柱26下降,当喷涂架27到达第一模具31和第二模具32之间后,通过第一水管211将冷却水传输到分流板210、流量阀29、喷头28,对第一模具31和第二模具32降温,降温后,第二水管212将辅料喷涂在第一模具31和第二模具32上。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。