新型镁合金铸造移液管及其移液方法
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及一种新型镁合金铸造移液管及其移液方法,属于镁合金成型浇注技术领域。
背景技术
镁合金铸件由于重量轻、减振性好等一系列优点,在在航空航天、国防军工等领域得到了广泛应用。镁合金浇注方式主要有:倾转式浇注、机械泵抽取、人工舀取和压流法移液浇注等方式。相较倾转式浇注和机械泵等浇注方式的镁合金液纯净度底,工艺控制难度大;工人技能要求高,危险系数高等缺点,新兴的压流法移液浇注具有结构简单、成本低廉,易于控制,输送镁合金液纯净度高,节能环保等优点,因而受到越来越多的推广。
现有镁合金移液管大都采用倾斜向下的浇注方式,移液管保温层简陋,加热采用整管一根加热丝加热,由于浸入熔体部分温度高,坩埚外部分温度低,各部分温度不均衡,容易造成频繁跳闸或者加热丝损坏。而且现有镁合金液移液管一般具有两个或以上的弯曲,疏通维修难度大。移液管底部无挡渣防护,在非连续浇注时,管内回流的镁合金液体直接冲击坩埚熔体,容易激起底部沉渣泛起,降低镁合金液纯净度,导致产品质量下降甚至报废,而且泛渣进入移液管容易造成堵管,尤其是在采用管径较小的移液管进行小流量非连续输送作业时,尤为严重。
发明内容
本发明的目的在于提出了一种新型镁合金铸造移液管,从而有效解决背景技术中的问题。与此相应本发明还提出一种新型镁合金铸造移液管的移液方法。
本发明所述的新型镁合金铸造移液管包括:内层导流管;套设于内层导流管外侧的套管;分段缠绕于内层导流管外壁的电加热丝;用于检测各电加热丝温度的热电偶;以及设置于套管与电加热丝间的保温带;所述套管上固定有连接法兰,所述套管一端铰接与内层导流管端部盖合的挡液板。
内层导流管可选用不锈钢管,套管可选用碳钢管,热电偶及电加热丝均通过导线与控制器连接,控制器可选用s7-200系列PLC,用于实现电加热丝的分段加热。
优选的,还包括固定于套管底部的挡渣盘。
挡渣盘可选用倒锥形结构,上部挡板超出挡渣栅格外缘50mm-80mm,与套管采用活动分体式连接。
优选的,所述保温带包括设置于内侧的金属保温层和设置于外侧的高温硅酸铝棉保温层。
优选的,所述套管外设有吊钩。
优选的,所述内层导流管设有弯折部,其弯折角度为95~135°。
输送阻力小,上液快,在工作时,大大缩短输送镁合金液的时间。
本发明所述的新型镁合金铸造移液管的移液方法包括以下步骤:
S1、分段预热,通过电加热丝分段预热内层导流管至100-200℃;
S2、移液管固定,将移液管一端插入盛有熔融镁合金的密闭容器内,并使连接法兰与密闭容器锁紧密封;
S3、移液管加热,对未浸入熔融镁合金部分的移液管,通过电加热丝加热内层导流管至预设温度;对未浸入熔融镁合金部分的移液管,停止电加热丝对内层导流管的加热;
S4、物料排出,向盛有熔融镁合金的密闭容器加压,熔融镁合金通过移液管进口由移液管出口排出。
优选的,还包括熔液防回流,单次物料排出完毕后,将挡液板盖合在内层导流管出口端。
优选的,S2中,移液管固定后,移液管进液口距离密闭容器底部200mm~500mm。
本发明的有益效果是:(1)本发明的传输管折弯部分角度为95~135°,输送阻力小,上液快,在工作时,大大缩短输送镁合金液的时间;
(2)移液管采用分段式加热管加热,预热好浸入镁合金液以后,浸入部分的加热丝可以停止加热,既可以有效防止镁合金液在因温度降低堵塞管道又可以节约电能,减少镁合金液温度波动,以保证产品的质量;
(3)移液管进液口设置挡渣盘,能有效阻挡坩埚内夹渣进入移液管,缓冲回流的镁合金液体冲击,提高镁合金液纯净度;与不锈钢管采用活动分体式连接,维护方便;
(4)不锈钢管只有一个弯曲,出口部分无弯曲,管内镁合金液体易于回流,疏通维修方便;
(5)镁合金液出口位置设有挡液板,盖合后能有效防止镁合金液冲击飞溅,减少空气进入移液管造成燃烧堵管。
附图说明
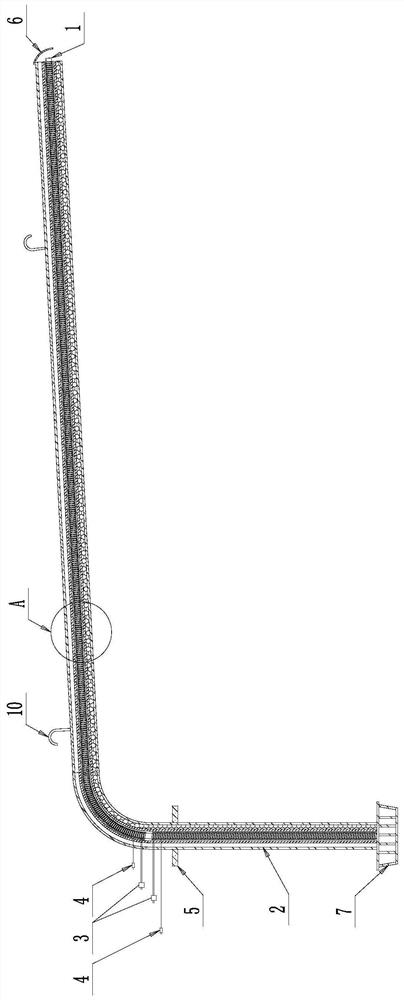
图1是一种实施例结构示意图;
图2是图1中A部位放大结构示意图;
图中:1、内层导流管;2、套管;3、电加热丝;4、热电偶;5、连接法兰;6、挡液板;7、挡渣盘;8、金属保温层;9、高温硅酸铝棉保温层;10、吊钩。
具体实施方式
下面结合附图对本发明作进一步说明。
如图1、2所示,本发明所述的新型镁合金铸造移液管,包括:内层导流管1;套设于内层导流管1外侧的套管2;分段缠绕于内层导流管1外壁的电加热丝3;用于检测各电加热丝3温度的热电偶4;以及设置于套管2与电加热丝3间的保温带;所述套管2上固定有连接法兰5,所述套管2一端铰接与内层导流管端部盖合的挡液板6。所述套管2底部固定挡渣盘7。所述保温带包括设置于内侧的金属保温层8和设置于外侧的高温硅酸铝棉保温层9。所述套管2外设有吊钩10。所述内层导流管1设有弯折部,其弯折角度为95~135°。
该实施例中,内层导流管可选用不锈钢管,套管可选用碳钢管,热电偶及电加热丝均通过导线与控制器连接,控制器可选用s7-200系列PLC,用于实现电加热丝的分段加热。电加热丝及热电偶均设置两分段,分为未浸入熔融镁合金部分的上区电加热丝、上区热电偶和浸入熔融镁合金部分的下区热电偶、下区电加热丝。挡渣盘可选用倒锥形结构,上部挡板超出挡渣栅格外缘50mm-80mm,与套管采用活动分体式连接。
本发明所述的新型镁合金铸造移液管的移液方法包括以下步骤:
S1、分段预热,通过电加热丝分段预热内层导流管至100-200℃;
S2、移液管固定,将移液管一端插入盛有熔融镁合金的密闭容器内,并使连接法兰与密闭容器锁紧密封;
S3、移液管加热,对未浸入熔融镁合金部分的移液管,通过电加热丝加热内层导流管至预设温度;对未浸入熔融镁合金部分的移液管,停止电加热丝对内层导流管的加热;
S4、物料排出,向盛有熔融镁合金的密闭容器加压,熔融镁合金通过移液管进口由移液管出口排出。
S5、熔液防回流,单次物料排出完毕后,将挡液板盖合在内层导流管出口端。
其中S2中,移液管固定后,移液管进液口距离密闭容器底部200mm~500mm。
当然,上述内容仅为本发明的较佳实施例,不能被认为用于限定对本发明的实施例范围。本发明也并不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的均等变化与改进等,均应归属于本发明的专利涵盖范围内。