电池上料机构和多电池产品信息追溯方法
文献发布时间:2023-06-19 11:16:08
技术领域
本发明涉及电池成型设备技术领域,具体涉及一种电池上料机构和多电池产品信息追溯方法。
背景技术
现有电池制造过程中,通常通过RFID(Radio Frequency Identification)给托杯一编号,用于记录与该托杯一一对应的电池的生产信息等,而在进行某些不需要托杯的生产环节时,托杯与电池处于分离状态,而标记电池的生产信息的RFID在托杯内,则电池与托杯的一一对应关系可能被打破,如,在进行电池装盘预充内阻检测时,通常是将物流线上的多个电池一次性抓取检测,而托杯继续在物流线上运转,此时,若程序出现BUG或人工干预等原因造成物流线工位上没有足够的工件或工件数多于计划数,均会造成产品信息无法与托杯编号一一对应。
有鉴于上述现有的电池上料机构及多电池产品信息追溯方法存在的缺陷,本发明人基于从事此类产品设计制造多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,以期创设一种电池上料机构和多电池产品信息追溯方法,使其更具有实用性。经过不断的研究、设计,并经反复试作样品及改进后,终于创设出确具实用价值的本发明。
发明内容
本发明的主要目的在于,克服现有的电池上料机构及多电池产品信息追溯方法存在的缺陷,能够及时发现电池与托杯不一一对应,从而保证每次读码的准确性,从而更加适于实用,且具有产业上的利用价值。
本发明的目的及解决其技术问题是采用以下技术方案来实现的。
电池上料机构,用于实现多电池产品信息追溯,包括:
输送组件,用于将工件从上料工位传输到下料工位;
上料组件,设置在所述输送组件的上料工位处,用于将工件分批次依次运输到所述输送组件上的所述上料工位,每批次工件数为N,且相邻两批次间间隔至少一个工位时;
所述输送组件上还设置有缓存工位,所述缓存工位设置在所述上料工位和所述下料工位之间,所述缓存工位与所述下料工位之间设置有挡板组件,用于限制所述工件向所述下料工位处运动;
所述缓存工位上工位数为N+1,且在距所述上料工位较近的两个工位处分别设置有第一传感器组件和第二传感器组件,分别用于检测所述两个工位处是否存在所述工件;
信号传输组件,用于接收所述第一传感器组件和第二传感器组件的信号,当所述第一传感器组件出现无工件以及所述第二传感器组件出现有工件的信号时,电池上料机构继续运转,否则报警或停止所述输送组件的传输。
作为一种优选的技术方案,所述输送组件为皮带输送机构。
作为一种优选的技术方案,所述上料组件为转盘组件,所述转盘组件设置有多个凹槽,用于放置工件,且所述转盘组件与所述输送组件相交,两相交处分别为第一上料位和第二上料位。
作为一种优选的技术方案,还包括第四传感器组件和第五传感器组件,分别检测所述第一上料位和所述第二上料位是否有工件,用于对进入所述输送组件的所述工件进行计数。
作为一种优选的技术方案,所述第一上料位和所述第二上料位之间设置有信息读取组件,用于读取所述工件的信息。
作为一种优选的技术方案,还设置有导向块,用于给进入所述第一上料位的所述工件进行导向。
作为一种优选的技术方案,所述挡板组件包括:
固定板,所述固定板上并排设置有N个弧面凹槽,用于固定N个所述工件;
驱动件,与所述固定板连接,用于驱动所述固定板朝向或远离所述下料工位运动。
作为一种优选的技术方案,所述挡板组件还设置有滑动组件,用于给所述固定板的运动进行导向。
作为一种优选的技术方案,所述挡板组件还包括挡板,设置在所述固定板的端部,用于对下一批所述工件进行限位。
作为一种优选的技术方案,还包括第三传感器组件,设置在所述下料工位处。
多电池产品信息追溯方法,包括如下步骤:
工件在上料工位处进行信息采集;
所述工件分批次运输到下料工位,每批次工件数为N个,且每两批次之间间隔至少一个工位时(说明书部分说明下);
所述下料工位可承载工件的工位数为N+1个,且靠近所述上料工位处的两个工位依次设置有第一传感器组件和第二传感器组件,分别用于检测所述两个工位是否存在工件;
当每批次工件全部运输到所述下料工位时,如出现所述第一传感器组件和所述第二传感器组件分别检测到无工件和有工件时,则该批次信息采集准确,如否,则所述该批次信息采集出现错误。
作为一种优选的技术方案,还包括缓存工位,所述缓存工位可承载工件的工位数为N+1个,且所述第一传感器组件和所述第二传感器组件分别设置在缓存工位上靠近所述上料工位的两个工位处,分别用于检测所述两个工位是否存在工件;
当每批次工件全部运输到所述缓存工位时,如出现所述第一传感器组件和所述第二传感器组件分别检测到无工件和有工件时,则该批次信息采集准确,将所述该批次工件运输至所述下料工位,如否,则该批次信息采集出现错误,停止工件的运输。
采用上述技术方案,能够实现以下技术效果:
通过增加两个传感器来检测指定位置的电池来达到二次确定的目的,如有数量错误可立即报警或停机进行数量排查,防止电池与托杯不一一对应的情况的出现,从而保证每次读码的准确性。
附图说明
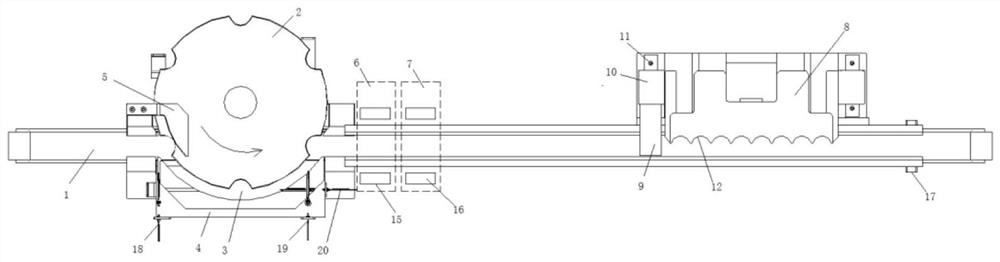
图1为电池上料机构的俯视图;
图2为正常情况下工件排布图;
图3为缺工件情况下工件排布图;
图4为多工件情况下工件排布图;
其中,1-输送组件,2-转盘,3-底板,4-导向板,5-导向块,6-第一工位,7-第二工位,8-固定板,9-挡板,10-滑块,11-滑轨,12-弧面凹槽,13-缓存工位,14-下料工位,15-第一传感器组件,16-第二传感器组件,17-第三传感器组件,18-第四传感器组件,19-第五传感器组件,20-信息读取组件。
具体实施方式
为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,对依据本发明提出的电池上料机构及多电池产品信息追溯方法其具体实施方式、特征及其功效,详细说明如后。
本发明公开了一种电池上料机构,如图1所示,用于实现多电池产品信息追溯,包括:输送组件1,用于将工件从上料工位传输到下料工位14;上料组件,设置在输送组件1的上料工位处,用于将工件分批次依次运输到输送组件1上的上料工位,每批次工件数为N,且相邻两批次间间隔至少一个工位时;输送组件1上还设置有缓存工位13,缓存工位13设置在上料工位和下料工位14之间,缓存工位13与下料工位14之间设置有挡板组件,用于限制工件向下料工位14处运动;缓存工位13上工位数为N+1,且在距上料工位较近的两个工位处分别设置有第一传感器组件15和第二传感器组件16,分别用于检测两个工位处是否存在工件;信号传输组件,用于接收第一传感器组件15和第二传感器组件16的信号,当第一传感器组件15出现无工件以及第二传感器组件16出现有工件的信号时,电池上料机构继续运转,否则报警或停止输送组件1的传输。本发明所述“工位时”是指工件从一个工位到下一工位所需时间,如图2所示,从电池2所在位置到电池1所在位置花费的时间,或从电池4’所在位置到电池3’所在位置花费的时间。另外本发明以电池及承载电池的托杯为工件进行具体解释说明,载有电池产品信息的RFID放置在托杯内,当处于仅需电池完成的工序时,电池与托杯需脱离,而电池与托杯所承载的信息可能会出现不一一对应的情况,而通过在缓存工位13设置的两组传感器组件能够对其进行二次确定,避免出现同一批次少工件或多工件的情况。具体的,如图2-4所示,N为6,缓存工位13的工位数为7,比每一批次的工件总数多一个(每一批次均是由上料组件进行上料,因此工件的数量为一定的,为6个,且在上料时可直接进行托杯数据的读取),因此当同一批次第一个工件到达缓存工位13最后一个工位(最靠近下料工位14的工位,即图2中工件1’所在工位)时,缓存工位13的第一个工位是没有工件的,而与其相邻的第二工位7(即图2中工件6’所在工位)是有工件的,此时进入下料工位14的工件数为预期数6,电池与托杯能够一一对应,即读取的托杯的信息为与其位置对应的电池的信息;而如果出现少一个工件的情况,如图3所示,电池5被取走,则缓存工位13的第一工位6及与其相邻的第二工位7均没有电池,原本应该在第二工位7处的电池6’已经被输送组件1运输到缓存工位13上的下一工位,因此此时的电池与托杯数量无法一一对应,即读取的托杯的信息无法与与其位置对应的电池的信息相匹配,同理,如图4所示,如出现多一个工件的情况,则缓存工位13的第一工位6及与其相邻的第二工位7均有电池,因此此时的电池与托杯数量也无法一一对应,即读取的托杯的信息无法与与其位置对应的电池的信息相匹配。
具体的,输送组件1为皮带输送机构,通过皮带输送机构实现托杯及其上的电池的输送。
作为一种优选的技术方案,上料组件为转盘组件,转盘组件设置有多个凹槽,用于放置工件,且转盘组件与输送组件1相交,两相交处分别为第一上料位和第二上料位。优选的,转盘组件包括转盘2、底板3及设置在转盘2外侧的导向板4,导向板4设置在第一上料位与第二上料位之间,且其朝向转盘2的侧面为圆弧面,圆弧面与转盘2同心且距离不小于电池的直径,电池从皮带输送机构朝向转盘组件运动,进入第一上料位时,在转盘2的带动下脱离皮带输送机构,并在导向板4的导向及限位下,在转盘2的摩擦力带动下向第二上料位运动,并在到达第二上料位后重新进入皮带输送机构,转盘组件的设置便于上料工件的计数及控制相邻两批次工件的间隔时间。如图1所示,导向板4包括对称设置的侧板及连接侧板的连接板,其与转盘2外侧面围护成一供工件通过的通道,防止电池在离心力作用下脱离转盘2。
作为一种优选的技术方案,还包括第四传感器组件18和第五传感器组件19,分别检测第一上料位和第二上料位是否有工件,用于对进入输送组件1的工件进行计数,且第一上料位及第二上料位分别进行工件有无的检测,可知有工件进入转盘2且进入皮带输送机构,有效确保计数的准确性。
作为一种优选的技术方案,第一上料位和第二上料位之间设置有信息读取组件20,用于读取工件的信息,即用于读取托杯中的RFID信息。
作为一种优选的技术方案,还设置有导向块5,用于给进入第一上料位的工件进行导向。具体的,导向块5的设置便于将电池导向至导向板4与转盘2之间的通道内,抵消下部皮带输送机构向前的动力。
作为一种优选的技术方案,挡板组件包括:固定板8,固定板8上并排设置有N个弧面凹槽12,用于固定N个工件;驱动件,与固定板8连接,用于驱动固定板8朝向或远离下料工位14运动。优选的,弧面凹槽12的直径不小于电池的直径,使得电池能够被弧面凹槽12部分包覆住,从而防止工件在皮带输送机构的带动下继续向前运动。具体的,固定板8上N个弧面凹槽12分别对应下料工位14的N个工位,当工件进入下料工位14对应位置后,固定板8在驱动件的驱动下向电池方向运动并将工件限制在下料工位14处,待机械手等将电池取走。
作为一种优选的技术方案,驱动件为气缸,气缸相较于电机,给出的力为非刚性力,不易损坏电池。
作为一种优选的技术方案,挡板组件还设置有滑动组件,用于给固定板8的运动进行导向。具体的,滑动组件包括设置在大板上的滑轨11及设置在固定板8上的滑块10,气缸的活塞杆连接固定板8,且固定板8在滑轨11的导向下朝向或远离皮带输送机构方向运动。
作为一种优选的技术方案,挡板组件还包括挡板9,设置在固定板8的端部,用于对下一批工件进行限位。具体的,挡板9为长条状,与固定板8为一体结构或可拆卸固定在固定板8上,当气缸带动固定板8向工件方向运动至抵压在电池侧面后,挡板9阻挡皮带输送机构上处于缓存工位13的工件进入下料工位14,待完成下料工序后,固定板8及挡板9后退,让下一批工件进入下料工位14,依次循环,完成工件的下料。
作为一种优选的技术方案,还包括第三传感器组件17,设置在下料工位14处。工件的电池被机械手等抓取后,固定板8后退,托杯随皮带输送机构流向下一工位,第三传感器组件17用于记录流向下一工位的托杯数量,以及由该处得到的信号控制上料组件进行下一批工件进入输送组件1,如当第一个托杯触发第三传感器组件17,则上料组件开始下一批工件的上料,或当最后一个托杯,即第N个托杯触发第三传感器组件17,下料组件开始下一批工件的上料,具体的,上料时间还需根据转盘2的转速、输送组件1的运输速度及实际需求等而定。
本发明还公开了一种多电池产品信息追溯方法,包括如下步骤:
工件在上料工位处进行信息采集,具体的,如本发明工件为电池与承载电池的托杯时,采集的信息为托杯内RFID信息;
工件分批次运输到下料工位14,每批次工件数为N个,且每两批次之间间隔至少一个工位时;
下料工位14可承载工件的工位数为N+1个,且靠近上料工位处的两个工位依次设置有第一传感器组件15和第二传感器组件16,分别用于检测两个工位是否存在工件;
当每批次工件全部运输到下料工位14时,如出现第一传感器组件15和第二传感器组件16分别检测到无工件和有工件时,则该批次信息采集准确,如否,则该批次信息采集出现错误。
作为一种优选的技术方案,还包括缓存工位13,缓存工位13可承载工件的工位数为N+1个,且第一传感器组件15和第二传感器组件16分别设置在缓存工位13上靠近上料工位的两个工位处,分别用于检测两个工位是否存在工件;
当每批次工件全部运输到缓存工位13时,如出现第一传感器组件15和第二传感器组件16分别检测到无工件和有工件时,则该批次信息采集准确,将该批次工件运输至下料工位14,如否,则该批次信息采集出现错误,停止工件的运输。上述第一传感器设置在缓存工位13中最靠近上料工位的第一工位6,第二传感器设置在靠近第一工位6的第二工位7。
缓存工位13的存在为下料工位14的下料操作预留一定时间,可有效提高工作效率,且如出现信息错误,可给下一步的停机或报警处理留足反应时间,有效防止出现信息采集混乱的电池被机械手抓取到下一工位。
具体的,本发明所述传感器组件,包括第一传感器组件15、第二传感器组件16、第三传感器组件17、第四传感器组件18及第五传感器组件19可以为光电传感器,且在缓存工位13的第一工位6优选采用常闭型光电传感器,第二工位7优选采用常开型光电传感器。另外,本发明所述上料工位、缓存工位13及下料工位14非单一工位,而为一组工位,如缓存工位13为N+1个工位,在存在缓存工位13时,下料工位14为N个工位,在不存在缓存工位13时,下料工位14为N+1个,且每一工位指的是可承载一个工件的特定位置。
本发明通过设置在每批次倒数两个工位的传感器组件,确保第N个工件的存在以及第N+1个工件的不存在,使得上料处读取的托杯的信息与机械手抓取的电池一一对应,有效增加了多电池产品信息追溯的准确性。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 电池上料机构和多电池产品信息追溯方法
- 一种电池电芯上料机构及电池装配设备