鞋的制造方法、鞋、以及感应加热粘接装置
文献发布时间:2023-06-19 11:39:06
技术领域
本发明涉及利用了感应加热的鞋的制造方法、能够通过该制造方法制造的鞋、以及能够在该制造方法中使用的感应加热粘接装置。
背景技术
在鞋的制造工序中,在将多个鞋用构件彼此之间进行粘接时,有时使用如下方法:向为了将鞋用构件之间进行粘接而使用的热熔粘接剂照射微波,由此使该热熔粘接剂加热熔融。
这样的微波加热方法在粘接鞋用构件时,能够在抑制粘接对象的鞋用构件被加热的同时,只选择性地加热作为粘接要素的热熔粘接剂,因此具有能够简便地制作鞋这样的优点。
例如,专利文献1公开了以下的方法,即在多个发泡热塑性聚氨酯颗粒和橡胶等的表面之间设置热熔粘接剂层后,照射微波,对该热熔粘接剂进行微波加热,由此使该聚氨酯颗粒与该表面粘接,由此制造鞋用构件。
但是,在现有的方法中,可选择的热熔粘接剂局限于由能够吸收所照射的微波而加热熔融的热塑性树脂构成。因此,要求一种能够通过与基于微波的加热方法不同的方法简便地制作鞋的方法。
现有技术文献
专利文献
专利文献1:日本特开2017-061143号公报
发明内容
发明要解决的课题
本发明的目的在于,提供一种新的鞋的制造方法、能够简便地制作的鞋、以及能够实施该制造方法的感应加热粘接装置。
用于解决课题的手段
本发明提供一种鞋的制造方法,包括:
配置步骤,配置第一鞋用构件和第二鞋用构件,使得形成抵接部,并在能够加热上述抵接部的位置配置导电性材料,所述抵接部是该第一鞋用构件与该第二鞋用构件直接或经由粘接辅助构件间接地、或者通过它们的组合而接触的抵接部;以及
粘接步骤,通过对上述导电性材料进行感应加热,从而向上述抵接部施加热,使上述第一鞋用构件与上述第二鞋用构件粘接。
另外,本发明提供一种鞋,其包含第一鞋用构件、第二鞋用构件、以及设置在上述第一鞋用构件与上述第二鞋用构件之间的导电性材料,
上述第一鞋用构件和上述第二鞋用构件经由上述导电性材料粘接。
进而,本发明提供一种感应加热粘接装置,其能够执行上述的鞋的制造方法,该感应加热粘接装置具备:
线圈,其能够将上述第一鞋用构件和上述第二鞋用构件以形成了上述抵接部的状态配置于内部;
压接机构,其构成为在上述粘接步骤中对上述第一鞋用构件和上述第二鞋用构件进行压接。
发明效果
根据本发明,能提供一种能够通过与以往不同的方法来制作鞋、并且能够简便地制造该鞋的鞋的制造方法、以及能够通过该制造方法简便地制造的鞋。
另外,根据本发明,能提供一种能够使用该制造方法简便地制造鞋的感应加热粘接装置。
附图说明
图1是表示一个实施方式的鞋的制造方法中的配置步骤的概要侧面图。
图2是表示一个实施方式的鞋的制造方法中的粘接步骤的概要侧面图。
图3是表示能够在鞋的制造方法和鞋中使用的粘接用片的一个例子的概要侧面图。
图4a是表示能够在鞋的制造方法和鞋中使用的粘接用片的另一个例子的概要侧面图。
图4b是表示能够在鞋的制造方法和鞋中使用的粘接用片的另一个例子的概要正面图。
图5是表示能够在鞋的制造方法和鞋中使用的粘接用片的另一个例子的概要侧面图。
图6是表示在一个实施方式的粘接步骤中使用的装置的概要图。
图7是表示另一个实施方式的鞋的概要侧面图。
图8是表示另一个实施方式的鞋的制造方法中的粘接步骤的概要侧面图。
具体实施方式
以下,参照附图说明本发明的实施方式的鞋的制造方法、鞋、以及感应加热粘接装置。但是,下述的实施方式是单纯的示例。本发明完全不限于下述的实施方式。
另外,在实施方式等中参照的各附图中,具有实质上相同的功能的构件设为以相同的符号来参照。另外,在实施方式中参照的附图是示意性地记载的附图,附图所描绘的物体的尺寸的比例等有时与现实的物体的尺寸的比例等不同。
此外,在本说明书中,将穿过鞋的脚尖侧末端和脚跟侧末端的直线作为鞋的中心线,将沿着该中心线的方向作为长度方向,将与该长度方向垂直的方向且与鞋的接地面大致平行的方向作为宽度方向,将与该长度方向垂直的方向且与鞋的接地面垂直的方向作为高度方向,来进行说明。另外,将鞋的长度方向上的脚尖侧称为前方,将脚跟侧称为后方,并且将鞋的高度方向上的接地面侧称为下方,将其相反侧称为上方。
进而,在将鞋的脚尖侧末端作为0%位置,将脚跟侧末端作为100%位置时,将鞋的长度方向上的0%~30%的位置(包含穿过在鞋的中心线上为30%位置的点并与该直线垂直的30%位置宽度直线上的位置。以下同样)的范围内的区域称为前足部,将30%~80%位置的范围内的区域称为中足部,将80%~100%位置的范围内的区域称为后足部。在此,这些区域根据从上方观察鞋时的面积来指定。
(鞋的制造方法)
说明本实施方式的鞋的制造方法。
在本实施方式的鞋的制造方法中,实施以下的配置步骤:配置第一鞋用构件和第二鞋用构件,使得形成该第一鞋用构件和该第二鞋用构件直接或经由粘接辅助构件间接地、或者通过它们的组合接触的抵接部,在能够加热上述抵接部的位置配置导电性材料。
在本实施方式的鞋的制造方法中,还实施以下的粘接步骤:通过对上述导电性材料进行感应加热,从而向上述抵接部施加热,使第一鞋用构件和上述第二鞋用构件粘接。
在该制造方法中粘接的第一和第二鞋用构件可选择在鞋中使用的任意的鞋用构件。作为这样的鞋用构件,例如可以列举中鞋底、外鞋底、鞋垫等其他鞋底用构件、后帮、铁芯等鞋用增强构件、鞋帮、装饰材料等作为第一和第二鞋用构件。
第一鞋用构件和第二鞋用构件的组合并无特别限定,可选择在鞋的制造中粘接的鞋用构件的任意的组合。例如,作为第一鞋用构件和第二鞋用构件的组合,可以列举中鞋底和鞋帮的组合、中鞋底和外鞋底的组合、中鞋底和铁芯的组合、以及鞋帮和后帮的组合等。优先为选择中鞋底和鞋帮的组合作为第一鞋用构件和第二鞋用构件的组合。
另外,第一鞋用构件和第二鞋用构件也可以分别是一般能够被识别为一个鞋用构件的特定的构件的一部分。例如,第一鞋用构件和第二鞋用构件也可以是通过粘接而形成一个中鞋底的中鞋底的第一构成部件和第二构成部件。
在使用上述粘接辅助构件的情况下,对于该粘接辅助构件,其形状并无特别限定。本实施方式的粘接辅助构件的形状的一个例子是片状。
上述粘接辅助构件可以是至少包含第一热塑性树脂、上述第一热塑性树脂不同种类的第二热塑性树脂、以及上述导电性材料的粘接用片。
上述粘接用片具有第一表面和位于与该第一表面相反侧的第二表面,并且在上述第一表面中,上述第一热塑性树脂的存在比例可以比上述第二热塑性树脂的存在比例大,在上述第二表面中,上述第二热塑性树脂的存在比例可以比上述第一热塑性树脂的存在比例大。
在使用片状的上述粘接辅助构件的情况下,可以在第一和第二鞋用构件上分别形成与粘接辅助构件的第一和第二表面粘接的第一和第二被粘接面。
另外,在上述配置步骤中,可以将上述第一鞋用构件和上述第二鞋用构件配置为使第一鞋用构件与上述第一表面抵接、并且使第二鞋用构件与上述第二表面抵接。
第一鞋用构件的第一被粘接面能够与露出于粘接辅助构件的第一表面的第一热塑性树脂粘接。从与第一表面的粘接性的观点出发,优选为与第一热塑性树脂相同种类的树脂露出于第一被粘接面。例如,在第一热塑性树脂是EVA树脂的情况下,也可以在第一被粘接面也露出EVA树脂。
第二鞋用构件的第二被粘接面能够与露出于粘接用片的第二表面的树脂的任意一者、优选为第二表面中的存在比例比其他任意的树脂大的树脂粘接。例如,在第二表面中,第二热塑性树脂的存在比例大于其他任意的树脂的存在比例的情况下,第二被粘接面能够与第二热塑性树脂粘接。从与第二表面的粘接性的观点出发,优选为在第二被粘接面也露出与露出于第二表面的该树脂相同种类的树脂。
只要具有上述那样的第一和第二被粘接面,第一和第二鞋用构件可以包含由发泡体、橡胶、布、金属、树脂、纤维等任意的材料构成的一个以上的构件。例如,第一或第二鞋用构件也可以是由发泡体构成的鞋底用构件。
导电性材料是能够通过后述的粘接步骤中的感应加热而加热的具有导电性的任意的材料,例如包括铝、铜等金属、或炭黑、石墨、富勒烯、石墨烯、碳纳米纤维等碳。此外,在本说明书中,作为导电性材料的金属只要具有导电性,则除了金属单体以外,也可以是任意的合金、氧化钛等具有导电性的金属氧化物。
导电性材料的形态并无特别限定,既可以是片状,也可以是粉末状、纤维状、薄片状等。此外,在本发明中,所谓片状,包括厚度均匀或不均匀的形态、在表面设有立体加工和/或一个以上的贯通孔的形态,包括薄膜状、网格状、织布状、或与之类似的形态。
另外,导电性材料也可以根据配置的位置由不同的材料、不同的形态构成。
导电性材料配置在能够加热抵接部的位置。为了在对导电性材料进行感应加热时容易使导电性材料的热传递到抵接部,导电性材料优选为配置在使导电性材料与抵接部的距离成为50μm以内的位置。
在第一鞋用构件和第二鞋用构件经由粘接辅助构件接触的情况下,导电性材料优选为配置在使导电性材料与粘接辅助构件的距离成为50μm以内的位置。
另外,导电性材料也可以配置在与粘接辅助构件相同的位置。例如,导电性材料也可以配置在粘接辅助构件的内部。但是,只要是能够加热第一鞋用构件与第二鞋用构件的抵接部的位置,则导电性材料也可以配置在与粘接辅助构件不同的位置。
粘接辅助构件是配置在第一鞋用构件和第二鞋用构件之间而能够辅助它们的粘接的任意的构件。例如,粘接辅助构件可以包含在后面的粘接步骤中通过被感应加热的导电性材料的热而能够加热熔融的作为热熔粘接剂发挥功能的热塑性树脂,也可以包含能够通过该热而固化的作为热固化粘接剂发挥功能的热固化性树脂,还可以包含其他有机或无机材料。
可以包含在粘接辅助构件中的热塑性树脂例如可以是包括聚乙烯(PE)树脂、聚丙烯(PP)树脂等聚烯烃树脂、热塑性聚氨酯(TPU)树脂、聚苯乙烯(PS)树脂、乙烯-丙烯橡胶(EPDM)、聚醚嵌段酰胺(PEBA)树脂、聚酯(PEs)树脂、乙烯醋酸乙烯(EVA)树脂、聚酰胺(PA)树脂等在内的任意的热塑性树脂。
作为该热塑性树脂,优选为选择其融点或软化点处于70℃~140℃的范围的树脂。通过使用这样的树脂,能够在后面的粘接步骤中,容易并且高效地对粘接辅助构件所包含的该热塑性树脂进行加热熔融。
可以包含在粘接辅助构件中的热固化性树脂例如可以是热固化性聚氨酯系弹性体、丙烯酸系弹性体、交联橡胶、硅酮系弹性体、或氟系弹性体等。
作为该热固化性树脂,优选为选择其固化物的软化点处于80℃~180℃的范围的树脂。
粘接辅助构件可以单独地包含上述那样的树脂,也可以包含2种以上。
在粘接辅助构件包含单一的树脂的情况下,优选为粘接辅助构件包含能够与第一鞋用构件的粘接面和第二鞋用构件的粘接面这两者粘接的树脂。
在粘接辅助构件包含2种以上的树脂的情况下,粘接辅助构件也可以分别包含能够与第一鞋用构件的粘接面粘接的第一树脂、能够与第二鞋用构件的粘接面粘接的第二树脂。在该情况下,辅助粘接构件在与第一鞋用构件的被粘接面抵接的第一表面露出第一树脂,在与第二鞋用构件的被粘接面抵接的第二表面露出第二树脂。通过使用这样的粘接辅助构件,能够经由该粘接辅助构件对与树脂的粘接性不同的2个鞋用构件彼此进行粘接。
此外,从与第一和第二鞋用构件的粘接性的观点出发,优选为分别露出于第一和第二表面的树脂是与分别露出于第一和第二鞋用构件的被粘接面的树脂相同种类的树脂。例如,在EVA树脂露出于第一鞋用构件的被粘接面的情况下,露出于第一表面的树脂也可以是EVA树脂,在TPU树脂露出于第二鞋用构件的被粘接面的情况下,露出于第二表面的树脂也可以是TPU树脂。
优选为在该粘接辅助构件的第一表面中,第一树脂的存在比例大于第二树脂的存在比例,在该粘接辅助构件的第二表面中,第二树脂的存在比例大于第一树脂的存在比例。在这样的情况下,能够在第一表面更有效地发挥第一树脂的粘接性,在第二表面更有效地发挥第二树脂的粘接性。
此外,第一和第二表面中的各树脂的存在比例可以通过例如基于金刚石ATR法的傅里叶变换红外分光分析(FT-IR)来测定。
除了这些树脂以外或者取代之,粘接辅助构件也可以包含导电性材料。换言之,导电性材料可以是粘接辅助构件的一部分或全部。在该情况下,导电性材料作为粘接辅助构件的一部分或全部而配置在抵接部。
例如,粘接辅助构件可以是将导电性材料配置在树脂的内部所得的复合树脂构件,也可以是仅由导电性材料形成的片等。
此外,粘接辅助构件也可以包含与能够辅助第一鞋用构件与第二鞋用构件的粘接的材料不同的任意的成分。例如,粘接辅助构件也可以还包含色素、氧化防止剂、紫外线吸收剂等药品。
以下,关于本发明的鞋的制造方法,分为经由粘接辅助构件使第一鞋用构件与第二鞋用构件粘接的实施方式、以及使第一鞋用构件与第二鞋用构件直接粘接的实施方式来进行说明。
另外,在以下的实施方式中,通过将第一鞋用构件例示为作为鞋底用构件的中鞋底2、将第二鞋用构件例示为鞋帮3而进行说明。
(第一实施方式)
在第一实施方式中,如图1~5所示,经由粘接辅助构件使第一鞋用构件与第二鞋用构件粘接。
在本实施方式中,在配置步骤中,如图1所示,对第一鞋用构件2与第二鞋用构件3进行配置,使得形成经由以下的图3所例示的粘接辅助构件10而使其间接接触的抵接部A。
在本实施方式中,导电性材料15包含在粘接辅助构件10中,经由包含该导电性材料15的片状的粘接辅助构件(以下也称为粘接辅助片)10,使第一鞋用构件2与第二鞋用构件3抵接。由此,将导电性材料15与粘接辅助构件10一起配置于第一鞋用构件2与第二鞋用构件3的抵接部A,因此在后面的粘接步骤中通过对导电性材料15进行加热,能够加热抵接部A。
图3表示包含导电性材料的粘接辅助构件的一个例子。在该例子中,示出以热塑性树脂为主要成分的粘接辅助构件10、和以在粘接辅助构件10的厚度方向的大致整个区域存在导电性材料的方式遍及该粘接辅助片10内的大致整个面而配置的片状的导电性材料(以下也称为导电性片)15。
更具体地说,图3所示的粘接辅助片10具备以第一热塑性树脂111为主要成分的第一预备片11、以及层叠于第一预备片11的以第二热塑性树脂121为主要成分的第二预备片12,导电性片15遍及第一和第二预备片11、12的大致整个面而夹于它们之间。即,在本实施方式中,第一预备片11和第二预备片12经由导电性片15间接地重合。在此,第一预备片11的与第二预备片12重合的面的相反侧的表面构成粘接辅助片10的第一表面10A,第二预备片12的与第一预备片11重合的面的相反侧的表面构成粘接辅助片10的第二表面10B。
在本实施方式中,粘接辅助片10是与中鞋底2和鞋帮3的粘接面的形状一致的形状,具体地说,是与中鞋底2的上表面整体的形状大致相符的形状。即,在后面的粘接步骤中经由粘接辅助片10粘接中鞋底2和鞋帮3时,会将粘接辅助片10进而导电性片15遍及中鞋底2与鞋帮3之间的大致整个面进行配置。
在该例子中,在粘接辅助片10的一个表面(第一表面10A)露出有第一热塑性树脂111,在另一个表面(第二表面10B)露出有第二热塑性树脂121。
在该例子中,第二热塑性树脂121由与第一热塑性树脂111不同的种类的树脂构成,但也可以代替它,而由相同种类的树脂构成。即,露出于该粘接辅助片10的第一和第二表面10A、B的树脂111、121的种类是不同的种类,但也可以是相同的种类。
第一及第二预备片11、12和导电性片15优选为分别通过任意的方法粘接。在该情况下,粘接辅助片10的处理变得容易。例如,底漆第一及第二预备片11、12与导电性片15可以经由底漆(primer)粘接。作为用于将它们粘接的底漆,例如可以列举含有EVA的EVA系底漆。底漆也可以是聚烯烃系乳胶、EVA系乳胶、丙烯酸系乳胶、聚氨酯系乳胶等水系底漆、丙烯酸酯树脂系底漆、聚酰胺系底漆、烯烃系底漆、酚树脂系底漆、聚酯系底漆、聚氨酯系底漆、氯丁橡胶系底漆等。或者,第一及第二预备片11、12与导电性片15也可以仅通过在这些预备片11、12与导电性片15相接的面露出的树脂111、121自身的粘接力而粘接,还可以通过对该树脂111、121进行加热熔融来与导电性片15粘接。
当然,第一及第二预备片11、12和导电性片15也可以通过粘接以外的任意的方法而一体化。而且,第一及第二预备片11、12和导电性片15也可以不必一定一体化,也可以将层叠有分离的第一及第二预备片11、12的集合体定义为粘接辅助片10。在该情况下,通过粘接步骤中的感应加热,使第一及第二预备片11、12与导电性片15一体化。
导电性片15的厚度并无特别限定,但为了能够通过后面的粘接步骤中的感应加热使粘接辅助片10所包含的第一及第二热塑性树脂111、121加热熔融,优选为0.1mm以上。
另外,导电性片15的厚度可以在整个面上均匀,也可以部分地不同。例如,导电性片15也可以在粘接辅助片10的给定区域中比其他区域薄。优选的是,导电性片15设置为在形成抵接部A时,在对第一鞋用构件2和第二鞋用构件3的至少一方赋予弯曲性的部位中,在第一鞋用构件2与第二鞋用构件3经由导电性片15抵接的部位(以下也称为弯曲性赋予部),比其他部位薄。
即,本实施方式的鞋1也可以在设置于弯曲性赋予部的部位处,具备厚度比其他部位的导电性片15薄的片状的导电性材料。在该情况下,在通过本实施方式的方法制造的鞋1的鞋底用构件中,具有以下这样的优点:在弯曲性赋予部中,能够相对抑制由于配置在抵接部A的导电性片而可能受损的弯曲性。
在此,所谓弯曲性赋予部,例如,可以列举在对通过本实施方式制造的鞋1的鞋底用构件例如中鞋底2赋予了弯曲性的部位中,中鞋底2与鞋帮3抵接的部位等。对于这样的弯曲性赋予部,例如将鞋底用构件中的支承标准体形的人的足的MP关节及其近旁等的部位称为抵接部A中与鞋帮3接触的部位。
此外,如在后述的图4中说明的那样,导电性片15也可以在设置于弯曲性赋予部的部位处,完全不具备导电性材料。
在以下的说明中,在使用了“在给定的部位处具备比其他部位厚度薄的片”及其类似的表达的情况下,若无特别记载,均包含“在给定的部位处完全不具备片”的情况。
当然,导电性片15也可以不一定是设置于弯曲性赋予部的部位比其他部位薄。例如,在通过本实施方式制造的鞋1是运动用,在弯曲性赋予部也要求一定的刚性的情况下,有时也优选导电性片15在设置于弯曲性赋予部的部位处也具有充分的厚度。
导电性片15可以是包含导电性材料的网状织物,也可以是具备导电性纤维的织布或无纺布等。
可选地,导电性片15也可以开设有一个或多个孔。在该情况下,导电性片15所开设的孔的位置没有限定,但例如可以在上述的弯曲性赋予部处开设比较多或大的孔。
另外,导电性片15也可以不必在整个面上均由相同的材料和形态构成,也可以根据部位在导电性片15中设置不同的材料。
例如,为了提高导电性片15的特定的部位(例如设置于拇趾球和小趾球下的部位)处的硬度、弹性,也可以该特定的部位由碳纤维等具有高硬度且高弹性的片构成,其他部位由铝片构成。
内部包含导电性片15的粘接辅助片10的厚度并无特别限定,但为了确保含浸在粘接辅助片中的树脂的量,优选为100μm以上。另外,为了充分确保通过本实施方式的方法制造的鞋的鞋底的弯曲性,优选为1500μm以下。
另外,第一及第二预备片11、12的厚度根据粘接辅助片10和导电性片15的厚度来适当选择。例如,第一及第二预备片11、12的厚度可以是150μm~1000μm的范围。第一预备片11的厚度和第二预备片12的厚度既可以相同,也可以不同。这些厚度也可以考虑粘接用片10所要求的弯曲性等,根据部位进行变更。
在本实施方式中,如上所述使用图3所示的粘接辅助片10作为粘接辅助构件,但在本实施方式中能够使用的粘接辅助构件并不限于此。例如,能够使用以下的图4和图5所示的粘接辅助构件20和30等来代替粘接辅助构件10。
图4a表示包含导电性材料的粘接辅助构件的其他例子。该粘接辅助构件20是与中鞋底2的上表面整体的形状大致相符的形状的粘接辅助片20,在以下的点上与图3所示的粘接辅助构件10类似:具备以第一热塑性树脂211为主要成分的第一预备片21、以及层叠于第一预备片21的以第二热塑性树脂221为主要成分的第二预备片22,在第一及第二预备片21、22之间夹入有导电性片25。另外,粘接辅助构件20的第一及第二表面20A、20B也与粘接辅助构件10同样,分别由第一及第二预备片21、22的与相互重合的面相反侧的表面构成。
另一方面,在该粘接辅助片20中,在以下的点上与图3的粘接辅助片10不同:不是在粘接辅助片20的厚度方向的大致整个区域中配置有导电性片25,而是具有在厚度方向上部分地未配置导电性片的区域。此外,如上述那样,具有在厚度方向上部分地未配置导电性片的区域包含于导电性片25的厚度比其他区域的厚度薄这样的概念中。
如图4b所示,粘接辅助构件20具有具备导电性片25的第一区域20’、和不具备导电性片25的第二区域20”。
在该例子中,第二区域20”设置于作为支承标准体形的人的足的MP关节区域及其近旁的部位的弯曲性赋予部。因此,该粘接辅助片20具有MP关节区域中的弯曲性不被导电性材料损害这样的优点。在该实施例中,第一预备片21与第二预备片22在第一区域20’经由导电性片25间接地重合,在第二区域20”直接重合。
此外,这些第一及第二预备片21及22和导电性片25与图3所示的粘接辅助片10的例子同样,优选为通过任意的方法粘接,但也可以通过粘接以外的方法一体化,也可以不一体化。在预备片21、22以及导电性片25一体化的情况下,粘接辅助构件20的处理变得容易。另一方面,在它们不一体化的情况下,在后面的粘接步骤中的感应加热时,粘接辅助片20被一体化。
导电性片25和粘接辅助片20的厚度也优选为与图3所示的粘接辅助片10的例子同样的范围,第一及第二预备片21、22的厚度也根据粘接辅助片20的厚度适当选择。这些厚度也可以考虑粘接用片20所要求的弯曲性等,根据部位进行变更。
图5表示包含导电性材料的粘接辅助构件的另外其他的例子。该粘接辅助构件30是与中鞋底2的上表面整体的形状大致相符的形状的粘接辅助片30,在其内部分散有导电性材料35。
在图5所示的例子中,导电性材料35是粉末状。当然,导电性材料35也可以如上述那样,以纤维状、薄片状等任意的形态分散在粘接辅助片30内。
在内部分散有导电性材料35的粘接辅助片30的厚度也优选为与图2所示的粘接辅助片10的例子同样的范围。
此外,图3~图5所示的粘接辅助构件是以热塑性树脂为主要成分的粘接辅助片,但粘接辅助构件也可以是以热固化性树脂为主要成分的,还可以是无机材料。例如,粘接辅助构件也可以由以热塑性树脂为主要成分的预备片和涂敷在该预备片上的热固化性树脂构成,也可以在它们之间夹入导电性材料。
可选地,也可以在该步骤中使第一及第二鞋用构件与粘接辅助构件接触之前,进行向第一鞋用构件、第二鞋用构件、以及粘接辅助构件的被粘接面中的至少任意一者涂敷底漆的底漆涂敷步骤。在该情况下,能够在该步骤中,进行这些被粘接面的表面改质处理。
在配置步骤中,也可以通过任意的方法预备地固定抵接部。例如,也可以通过上述的底漆、或通过露出于接触的面上的树脂自身的粘接力、或通过双面胶带、粘接胶带等,预备地将这些面彼此进行粘接。除此之外或替代地,也可以通过保持将该抵接部以从外侧按压的方式进行夹持的状态,从而物理地固定该抵接部。
在该配置步骤之后,如图2所示,进行以下的粘接步骤:通过对导电性材料15进行感应加热而向抵接部A施加热,由此使第一鞋用构件(中鞋底2)与第二鞋用构件(鞋帮3)粘接。
导电性材料15的感应加热通过将导电性材料15配置在交变磁场MF中而发生。
在本实施方式中,若对导电性材料15进行感应加热,则该导电性材料15发热。该发热的导电性材料的热传递到在内部包含该导电性材料的粘接辅助构件,并经由粘接辅助构件将经由粘接辅助构件间接接触的第一及第二鞋用构件进行粘接。
例如,在粘接辅助构件包含热塑性树脂的情况下,通过导电性材料的热,配置于抵接部的粘接辅助构件被加热熔融,而与第一和第二鞋用构件的被粘接面粘接。此外,该粘接通常通过粘接辅助构件加热熔融后,冷却从而粘接辅助构件固化,由此完成。在粘接辅助构件没有预先一体化的情况下,在此处被一体化。
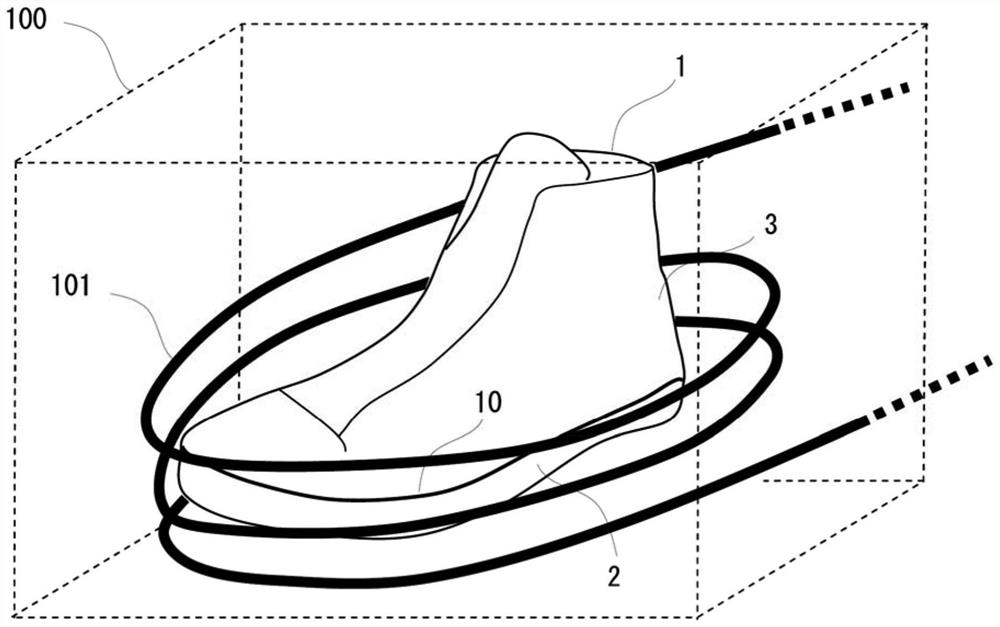
例如,如图6所示,导电性材料的感应加热能够通过装置100来进行,该装置100具备能够将第一和第二鞋用构件以形成了抵接部的状态配置于内部的线圈。在这样的装置100中,在将该相互接触的第一和第二鞋用构件配置到线圈101的内部的状态下,对该线圈101通电,由此能够针对配置于第一和第二鞋用构件的抵接部A的导电性材料,高效地应用感应加热用的交变磁场。
导电性材料的感应加热除了通过上述线圈之外,还能够通过具备能够压接第一鞋用构件和第二鞋用构件的压接机构的装置(感应加热粘接装置)来进行。在这样的装置中,由于能够在对第一和第二鞋用构件的抵接部A进行加压的同时进行高效的感应加热,因此能够更可靠地进行第一和第二鞋用构件的粘接。作为压接机构,能够使用在后述的感应加热粘接装置中使用的脚模F。作为其他的压接机构,能够采用钳形的夹具、该夹具与脚模的组合等。
当然,导电性材料的感应加热并不限于上述那样的装置,也可以通过普通的家庭用IH炉灶那样的在板状的表面外罩的内部容纳有线圈的加热装置等任意的装置进行。
在该步骤中,用于对粘接辅助构件引起感应加热的交变磁场的频率并无特别限定,可以是作为通常的商用频率的50~60Hz左右,也可以是更高频率。例如,该交变磁场的频率可以是50Hz~50MHz的范围。
在该步骤中照射的交变磁场的强度和应用时间并无特别限定,能够设为能够充分加热导电性材料而使第一鞋用构件与上述第二鞋用构件粘接的强度和时间。
在图6所示的例子中,通过进行以上的各步骤,能够制造经由粘接辅助构件10将作为第一鞋用构件的中鞋底2和作为第二鞋用构件的鞋帮3粘接所得的鞋。
此外,这时,也可以将导电性材料15不光是配置在鞋帮与中鞋底之间,还配置在中鞋底和外鞋底之间,从而一次性地粘接鞋帮、中鞋底、外鞋底。
在本实施方式的方法中,利用感应加热作为第一鞋用构件2与第二鞋用构件3的抵接部A的加热手段。因此,仅导电性材料15选择性地发热,在除了导电性材料15的近旁以外的区域,加热所引起的影响被抑制到最小限度。因此,能够高选择性地仅对配置有导电性材料15的抵接部A进行加热。
另外,本实施方式的方法中的感应加热由于能够通过能够产生用于引起感应加热的交变磁场的线圈来进行,因此不需要现有方法那样的复杂或大规模的装置。因此,能够通过简单且紧凑的装置来进行鞋用构件2、3的粘接,能够使用的装置的设计自由度也变高。由此,容易与用户的喜好对应地定制第一和第二鞋用构件2、3的组合。
进而,在本实施方式中,在粘接辅助构件10包含作为热熔粘接剂而发挥功能的热塑性树脂、热固化性树脂的情况下,通过本实施方式制造的鞋1通过对该抵接部A包含的导电性材料重新进行感应加热,由此再次加热熔融粘接辅助构件10而剥离第一鞋用构件2和第二鞋用构件3,从而能够将第一鞋用构件2和第二鞋用构件3进行分离。
对于这样分离的第一或第二鞋用构件2、3能够利用本第一实施方式或后述的第二实施方式的制造方法来粘接其他鞋用构件。因此,对于通过本实施方式的方法制造的鞋1,即使在鞋1的完成后,也能够更换经由导电性材料15粘接的第一或第二鞋用构件2、3。
(第二实施方式)
第二实施方式在以下的点上第一实施方式相同:经由粘接辅助构件40使第一鞋用构件2与第二鞋用构件3粘接。另一方面,第二实施方式在以下的点上与第一实施方式不同:粘接辅助构件40仅由不包含树脂材料的导电性材料45构成,即导电性材料45自身作为粘接辅助构件40而发挥功能。
在本实施方式中,首先在配置步骤中,如图7所示那样,将第一鞋用构件2和第二鞋用构件3配置为形成经由仅由导电性材料45构成的粘接辅助构件40间接接触的抵接部A。
粘接辅助构件40即导电性材料45如上述那样,由片状、网状、织布状、粉末状、纤维状、薄片状等任意的形态的金属和/或碳材料构成。
在此,在抵接部A中粘接辅助构件40没有完全覆盖第一和第二鞋用构件2、3的被粘接面的任意一方或双方的情况下,第一鞋用构件2和第二鞋用构件3能够使它们的被粘接面彼此部分地直接接触。在该情况下,对于第一鞋用构件2和第二鞋用构件3来说,一部分经由粘接辅助构件40间接接触,其他部分成为直接接触。
在该配置步骤之后,与第一实施方式同样地进行以下的粘接步骤:通过对导电性材料45进行感应加热而向抵接部施加热,由此使第一鞋用构件2与第二鞋用构件3粘接。
在本实施方式中,通过感应加热产生的导电性材料的热传递到抵接部A中导电性材料接触的第一和第二鞋用构件2、3的被粘接面,由此露出于该被粘接面的树脂加热熔融。由此,第一和第二鞋用构件在该被粘接面彼此经由粘接辅助构件间接接触的部分中经由粘接辅助构件间接地粘接,在该被粘接面彼此直接接触的部分中直接粘接。
通过本实施方式制造的鞋1也具有以下的优点:通过对该抵接部A包含的导电性材料重新进行感应加热,由此再次加热熔融露出于第一和第二鞋用构件2、3的被粘接面的树脂,从而能够剥离第一鞋用构件和第二鞋用构件。
(第三实施方式)
在第三实施方式中,与第一和第二实施方式不同,不将导电性材料配置在抵接部A,而替代地配置在与抵接部A和第一及第二鞋用构件不同的位置。
即,在本实施方式中,在配置步骤中,将作为第二鞋用构件的鞋帮3的一部分配置为位于作为第一鞋用构件的中鞋底2与导电性材料55之间。
具体地说,如图8所示,向鞋帮3内插入在底面部设置有导电性材料55的脚模F,并配置为将导电性材料55从上方压靠于抵接部A处的鞋帮3的该被粘接面的相反侧的面。由此,被脚模F的底面部压靠的鞋帮3的中底部分夹在导电性材料55和中鞋底2之间。
优选为,在底面部设置有导电性材料55的脚模F具有与在本实施方式中使用的鞋帮3的内尺寸一致的形状。在该情况下,通过在将这样的脚模F插入到鞋帮3内的状态下进行粘接,能够在稳定地保持鞋帮3的形状的同时,可靠地将导电性材料55配置于能够加热抵接部的位置。
在本实施方式中,如图8所示,在抵接部A中,第一鞋用构件2和第二鞋用构件3经由粘接辅助构件50间接地接触。粘接辅助构件50是包含能够通过加热而粘接抵接部A的第一和第二鞋用构件的材料、例如热塑性树脂或热固化性树脂的粘接辅助片50。如上述那样,粘接辅助构件50不包含导电性材料。
在该配置步骤之后,与第一实施方式同样地进行以下的粘接步骤:通过对设置在脚模F的导电性材料55进行感应加热而向抵接部施加热,由此使第一鞋用构件(中鞋底2)与第二鞋用构件(鞋帮3)粘接。
在本实施方式中,通过感应加热产生的导电性材料的热从配置在抵接部A的上方的导电性材料传递到抵接部A的粘接辅助构件50,通过粘接辅助构件50将经由粘接辅助构件50间接接触的第一和第二鞋用构件2、3进行粘接。
在本实施方式中,在底部设置有导电性材料55的脚模F也可以是感应加热粘接装置的压接机构的一部分。即,本实施方式的粘接步骤能够通过还具备能够在内部配置相互接触的第一和第二鞋用构件的线圈、以及能够压接第一鞋用构件和第二鞋用构件的压接机构的感应加热粘接装置来进行。
此外,在本实施方式中,第一鞋用构件2与第二鞋用构件3经由粘接辅助构件50间接地接触,但在使用在底面设置有导电性材料55的脚模F的制造方法中,粘接辅助构件50不是必需的构成要件,第一鞋用构件2与第二鞋用构件3也可以直接接触。在该情况下,在粘接步骤中,露出于该被粘接面的树脂加热熔融,由此第一和第二鞋用构件直接被粘接。
(鞋)
本发明的鞋包含第一鞋用构件、第二鞋用构件、以及配置在上述第一鞋用构件与上述第二鞋用构件之间的导电性材料,
上述第一鞋用构件与上述第二鞋用构件经由上述导电性材料粘接。
例如,本发明的鞋是能够通过上述第一和第二实施方式的鞋的制造方法制造的鞋。
导电性材料既可以如通过第一实施方式制造的鞋那样,与树脂等其他粘接辅助构件一起配置在第一鞋用构件与第二鞋用构件粘接的抵接部,也可以如通过第二实施方式制造的鞋那样,将导电性材料单独地配置在该抵接部。
此外,在图8所示的鞋1中,导电性材料55是片状,但如上述那样,导电性材料也可以是粉末状、纤维状、薄片状等其他任意的形态。另外,导电性材料55以均匀的厚度配置在第一及第二鞋用构件之间的大致整个区域中,但导电性材料在第一鞋用构件与第二鞋用构件之间的抵接部A的给定区域、例如设置在作为第一或第二鞋用构件的鞋底用构件中的作为支承标准的人的足的MP关节区域及其近旁等的部位的弯曲性赋予部的区域中,可以比其他区域薄,或者也可以不配置。
本发明的鞋在第一及第二鞋用构件之间配置有导电性材料,因此通过对该导电性材料进行感应加热,使第一和第二鞋用构件的抵接部中的树脂加热熔融,由此能够分离第一鞋用构件和第二鞋用构件。
对于这样分离的第一或第二鞋用构件能够利用上述的第一或第二实施方式的制造方法来粘接其他鞋用构件。因此,本发明的鞋的成品能够更换经由导电性材料粘接的第一或第二鞋用构件。
另外,本发明的鞋根据配置在第一和第二鞋用构件之间的导电性材料的种类,能够发挥各种功能。例如,通过使用铜那样的有杀菌作用的金属作为导电性材料,能够对该鞋赋予杀菌效果。这时,只要将导电性材料配置为使鞋内的空气能够与该金属的导电性材料接触,就能够对鞋内赋予杀菌作用,因此是优选的。
进而,通过使用具有防静电作用的材料作为导电性材料,能够对该鞋赋予防静电效果。
另外,在导电性材料是金属片的情况下,还能够提高各种传感器的无线电强度。
(感应加热粘接装置)
本实施方式的感应加热粘接装置是能够实施上述第一~第三实施方式的鞋的制造方法的装置。
该装置具备:能够将第一鞋用构件和第二鞋用构件以形成抵接部的状态配置于内部的线圈;以及构成为在上述粘接步骤中压接上述第一鞋用构件和第二鞋用构件的压接机构。
作为该线圈,例如,可以列举在图6所示的装置中使用的线圈C等。该线圈具有能够在该线圈的内部形成第一鞋用构件与第二鞋用构件的抵接部的结构,并具有以下的结构,即在该线圈的外部使第一鞋用构件与第二鞋用构件抵接后,能够将它们导入到该线圈的内部。
该压接机构也可以具备能够压接形成了抵接部的第一鞋用构件和第二鞋用构件的任意的结构。
例如,如图8所示,在第一鞋用构件是中鞋底等鞋底用构件2、第二鞋用构件是鞋帮3的情况下,该压接机构可以是以下的机构:具备脚模F,将该脚模F插入到作为第二鞋用构件的鞋帮3内,能够按压抵接部A中的鞋帮3的该被粘接面。作为其他压接结构,能够采用钳状的夹具、该夹具与脚模F的组合等。
脚模F也可以至少在底面配置有导电性材料55。在该情况下,如在第三实施方式中上述的那样,通过对设置于压接机构的导电性材料进行感应加热,能够加热第一鞋用构件与第二鞋用构件的抵接部。
此外,本发明的鞋的制造方法通过本发明的感应加热粘接装置来进行是有利的,但不必一定使用它进行。例如,本发明的鞋的制造方法也可以不必一定使用能够将第一鞋用构件和第二鞋用构件配置在内部的线圈,也可以通过普通的家庭用IH炉灶那样的在板状的表面外罩的内部容纳有线圈的加热装置来进行。另外,进行本发明的鞋的制造方法的装置也可以不具备压接机构。
如以上那样,本实施方式的鞋的制造方法包括:配置步骤,配置第一鞋用构件和第二鞋用构件,使得形成该第一鞋用构件与该第二鞋用构件直接或经由粘接辅助构件间接地、或者通过它们的组合而接触的抵接部,并在能够加热上述抵接部的位置配置导电性材料;以及粘接步骤,通过对上述导电性材料进行感应加热,向上述抵接部施加热而使上述第一鞋用构件与上述第二鞋用构件粘接。
根据上述实施方式,与现有的方法相比,能够简便地将鞋用构件之间进行粘接。根据该鞋的制造方法,与现有的粘接方法相比,能够简化工序。进而,能够通过比普通的干燥炉小的感应加热装置实施该鞋的制造方法,因此不需要使用大规模的装置。因此,本实施方式的鞋的制造方法容易在鞋的制造工厂以外实施,例如也能够在鞋的销售店等中实施。
在一个方式中,上述导电性材料是包含金属或碳的材料。
在这样的方式中,能够通过感应加热高效地使导电性材料发热。
在上述制造方法的一个方式中,上述粘接辅助构件是至少包含第一热塑性树脂、与上述第一热塑性树脂不同种类的第二热塑性树脂、以及上述导电性材料的粘接用片,上述粘接用片具有第一表面、以及位于与该第一表面相反侧的第二表面,在上述第一表面中,上述第一热塑性树脂的存在比例大于上述第二热塑性树脂的存在比例,在上述第二表面中,上述第二热塑性树脂的存在比例大于上述第一热塑性树脂的存在比例,在上述配置步骤中,以使上述第一鞋用构件与上述第一表面抵接、且使上述第二鞋用构件与上述第二表面抵接的方式,配置上述第一鞋用构件和上述第二鞋用构件。
因此,在这样的方式中,能够将具有难以直接粘接的第一和第二被粘接面的第一和第二鞋用构件彼此间经由第一和第二表面中的第一和第二热塑性树脂的存在比例分别不同的粘接用片容易地进行粘接。
优选为,上述粘接辅助构件也可以是具备由上述第一热塑性树脂构成的第一预备片、以及由上述第二热塑性树脂构成的第二预备片的层叠片,其中上述第一预备片与上述第二预备片直接或间接地重合。
由此,容易准备第一热塑性树脂与第二热塑性树脂的多种组合作为粘接辅助构件。
在上述制造方法的一个方式中,上述导电性材料包含在上述粘接辅助构件中。
在这样的方式中,能够在感应加热中高效地加热粘接辅助构件。
在一个方式中,上述导电性材料是片状。
在这样的方式中,能够确保在感应加热中接受电磁波的面积较大。
在一个方式中,上述导电性材料是粉末状或纤维状。
在这样的方式中,容易在广范围内配置上述导电性材料。另外,在这样的方式中,能够抑制鞋用构件的柔软性由于上述导电性材料而降低的可能性。
在上述制造方法的一个方式中,在上述配置步骤中,将上述导电性材料配置为在上述抵接部的给定区域中上述导电性材料的厚度比上述抵接部的其他区域薄。
在上述制造方法的一个方式中,上述第一鞋用构件和上述第二鞋用构件的至少任意一方是鞋底用构件,上述给定区域设置在弯曲性赋予部。
对于在上述第一鞋用构件和第二鞋用构件之间的给定区域中上述导电性材料的厚度比上述第一鞋用构件和上述第二鞋用构件之间的其他区域薄的鞋来说,能够发挥优异的弯曲性。
在上述制造方法的一个方式中,上述第一鞋用构件是鞋底用构件,上述第二鞋用构件是鞋帮,在上述配置步骤中,在上述鞋帮内配置上述导电性材料,使得上述鞋帮的底面夹在上述鞋底用构件与上述导电性材料之间。
在这样的方式中,也可以使得在鞋中不残存导电性材料。
本实施方式的鞋包含第一鞋用构件、第二鞋用构件、以及配置在上述第一鞋用构件与上述第二鞋用构件之间的导电性材料,上述第一鞋用构件与上述第二鞋用构件经由上述导电性材料粘接。
因此,本实施方式的鞋容易制造,容易根据用户的喜好定制第一和第二鞋用构件的组合。优选为能够通过加热导电性材料而分离。
若上述第一鞋用构件与上述第二鞋用构件能够通过对上述导电性材料进行感应加热而分离,则能够容易地进行修理、设计变更等。
本实施方式的感应加热粘接装置具备:线圈,其能够将上述第一鞋用构件和上述第二鞋用构件以形成了上述抵接部的状态配置于内部;压接机构,其构成为在上述粘接步骤中对上述第一鞋用构件和上述第二鞋用构件进行压接。
感应加热粘接装置在一个方式中,上述第一鞋用构件是鞋底用构件,上述第二鞋用构件是鞋帮,上述压接机构具备能够穿着上述鞋帮的脚模,上述导电性材料配置在上述脚模的至少底面部。
通过使用这样的感应加热粘接装置,能够简便地制造上述那样的鞋。
此外,本实施方式的鞋的制造方法、鞋、以及感应加热粘接装置并不限于上述实施方式的结构。另外,本发明的制造方法、鞋、以及感应加热粘接装置不被上述的作用效果限定。能够在不脱离本发明的主要内容的范围内,对本发明的制造方法、鞋以及感应加热粘接装置进行各种变更。
另外,在此不重复进行更多的详细说明,但在本发明中,还能够针对制造方法、鞋的现有公知的技术事项,适当地采用上述没有直接记载的事项。
符号说明
1:鞋
2:第一鞋用构件(中鞋底)、2A:第一被粘接面
3:第二鞋用构件(鞋帮)、3B:第二被粘接面
10、20、30、40、50:粘接辅助构件(粘接片)
10A、20A:第一表面
10B、20B:第二表面
11、21:第一预备片
12、22:第二预备片
15、25、35、45、55:导电性材料
100:(用于感应加热的)装置
101:线圈
111、211:第一热塑性树脂
121、221:第二热塑性树脂
A:抵接部
MF:交变磁场。
- 鞋的制造方法、鞋、以及感应加热粘接装置
- 鞋用粘接剂涂敷系统、涂敷轨迹生成装置以及鞋制造方法