一种制冰机的蒸发器制造工艺及模具
文献发布时间:2023-06-19 11:50:46
技术领域
本发明属于制冰机技术领域,特别是涉及一种制冰机的蒸发器制造工艺及模具。
背景技术
目前在制冰机的蒸发器的外壳生产制造大都是需要焊接成形,或者压铸成形制造需要压铸开模具,蒸发器上的位置尺寸不方便调整,压铸件的厚度大,蒸发器的生产焊接大多是采用亚弧焊接,亚弧焊接存在以下工艺缺点:
一、局部受热,受热不均容易变形。
二、焊接线为点状覆盖,容易产生微小孔,也叫砂眼。
蒸发器亚弧焊接产生不良的效果如下:
一、局部受热变形后,冰刀与内壁的间隙就会变小,冰刀旋转与变形的局部内壁摩擦产生噪音,甚至造成冰刀卡死的可能。
二、焊接线产生微小孔后,制冷剂会从微小孔处慢慢泄漏,当制冷剂泄漏到一定量时,蒸发器就不能制冰。
以上蒸发器的生产,蒸发器的冰刀容易卡死故障,造成制冰机不制冰,并且制冷铜管需要通过制冷剂冷却,冷却蒸发器主体管内的冰水造成泄漏,并且制造维修成本高,导致制冰机制冷故障效果不好,蒸发器主体管多个焊接线就会存在泄漏的风险,造成密封效果不好,容易漏水,不能满足人们对制冰机高品质的使用要求。
因此,有必要发明一种制冰机的蒸发器制造工艺及模具。
发明内容
本发明所要解决的技术问题是:解决上述现有技术存在的问题,提供一种制冰机的蒸发器制造工艺及模具,蒸发器的各焊接部件用模具整体固定组装,一体成形经过遂道炉整体焊接,再用缩口冲压机所述外管的外端将焊接线包在所述外管的内部,减少了焊接线就减少了泄漏风险,整体一体焊接方便,减少了劳动力。
本发明采用的技术方案是:一种制冰机的蒸发器制造工艺及模具,包括制冰主体、蒸发器和制冷器铜管,所述制冰主体内安装有所述蒸发器和制冷铜管,所述蒸发器设有外管和内管密封固定,所述蒸发器的密封固定连接设置有制冷铜管,所述制冷铜管包括进水管、进气管和回气管,遂道炉焊膏热熔焊接工艺;
所述制冰机的蒸发器制造工艺,其方法步骤如下:
S1.先将所述蒸发器的外管和内管组装在一体化的模具上,固定在设定的位置;
S2.并且在所述模具上,将所述进水管与所述内管的孔紧配合定位固定,所述进气管、所述回气管和所述外管相对应的位置配合定位固定;
S3.再在所述外管和所述内管,焊接的位置涂上热熔焊膏;
S4.再在所述进气管、所述回气管和所述外管,相互焊接连接位置涂上热熔焊膏;
S5.然后将组装好的所述蒸发器和模具从遂道炉进口放进遂道炉逐渐升温加热,所述蒸发器在炉内整体加热;
S6.焊膏受热后液化,液化后的焊膏将要焊接的焊缝填补;
S7.最后从所述遂道炉的出口出来经自然冷却凝固后完成焊接;
S8.再用缩口工艺将所述外管与所述内管密封固定;
S9.以上工艺步骤将蒸发器模具一体成形焊接。
进一步方案为,所述模具设有外管定位孔和内管定位孔,分别用于固定所述外管和所述内管。
模具的固定结构采用外管定位孔和内管定位孔,用于固定外管和内管的位置,并用螺丝夹紧固定。
进一步方案为,所述模具设有所述进水管孔和所述进气管孔固定夹紧所述进水管和所述进气管,密封焊接连接所述进水管、所述进气管和所述外管。
进水管和进气管挺进模具的两个孔,分别固定进水管和进气管,方便在焊接位置涂焊膏。
进一步方案为,所述模具设有回气管孔固定夹紧所述回气管,密封焊接连接所述回气管和所述外管之间。
模具的回气管孔将回气管的外径固定在内,同时将回气管的外部与外管之间涂上焊膏,并且整体固定在隧道炉内进行整体焊接,焊接方便快捷,密封焊接位置准确,不易泄露。
进一步方案为,所述缩口工艺是用缩口冲压机所述外管的外端将焊接线包在所述外管的内部。
蒸发器外的焊接线用缩口冲压机的将焊接线包在外管内部,密封焊接并外部缩口压紧,减少了焊接线外露,并且回气管内的制冷剂不会泄漏,密封制冷效果好。
本发明的实质性特点和显著效果:本蒸发器的制造采用遂道炉焊膏热熔焊接工艺,具有有如下优点:
一、蒸发整体受热,不易变形;
二、焊接缝经焊膏将焊缝完全性填补覆盖,不会有焊接砂眼的存在,减少制冷剂泄漏的可能性;
三、操作简单;
同时降低了成形制造加工成本加工,安全环保卫生,制冷密封效果好,结构巧妙。
附图说明:
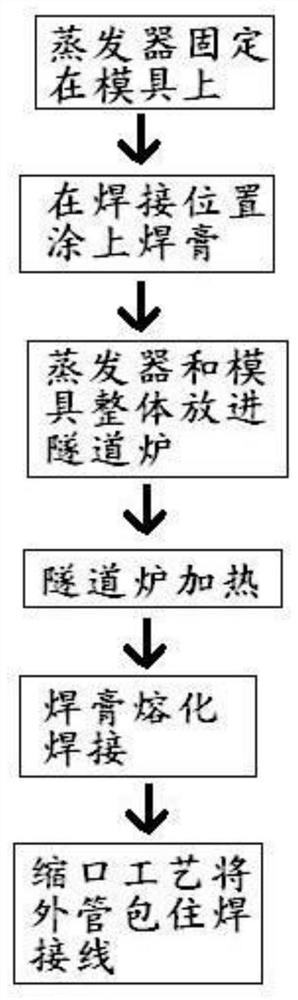
图1为本发明的工艺流程示意图;
图2为本发明的模具组装结构示意图;
图3为本发明的蒸发器的焊接结构示意图;
图4为本发明的蒸发器的焊接剖面结构示意图;
图5为本发明的蒸发器结构示意图。
附图标记
1、焊接线;2、蒸发器;3、内管;4、外管;5、进气管;6、进水管;7、回气管;8、模具;9、内管定位孔;10、外管定位孔;11、进水管孔;12、进气管孔。
具体实施方式:
为了更充分理解本发明的技术内容,下面结合具体实施例对本发明的技术方案进一步介绍和说明,但不局限于此。
参见图1至图5所示,一种制冰机的蒸发器制造工艺及模具,包括制冰主体、蒸发器2和制冷器铜管,制冰主体内安装有蒸发器2和制冷铜管,蒸发器2设有外管4和内管3密封固定,蒸发器2的密封固定连接设置有制冷铜管,制冷铜管包括进水管6、进气管5和回气管7,遂道炉焊膏热熔焊接工艺;
制冰机的蒸发器制造工艺,其方法步骤如下:
S1.先将蒸发器2的外管4和内管3组装在一体化的模具8上,固定在设定的位置;
S2.并且在模具8上,将进水管6与内管3的孔紧配合定位固定,进气管5、回气管7和外管4相对应的位置配合定位固定;
S3.再在外管4和内管3,焊接的位置涂上热熔焊膏;
S4.再在进气管5、回气管7和外管4,相互焊接连接位置涂上热熔焊膏;
S5.然后将组装好的蒸发器2和模具8从遂道炉进口放进遂道炉逐渐升温加热,蒸发器2在炉内整体加热;
S6.焊膏受热后液化,液化后的焊膏将要焊接的焊缝填补;
S7.最后从遂道炉的出口出来经自然冷却凝固后完成焊接;
S8.再用缩口工艺将外管4与内管3密封固定;
S9.以上工艺步骤将蒸发器2的模具8一体成形焊接。
进一步地,模具8设有外管定位孔10和内管定位孔9,分别用于固定外管4和内管3。
模具8的固定结构采用外管定位孔10和内管定位孔9,用于固定外管4和内管3的位置,并用螺丝夹紧固定。
进一步地,模具8设有进水管孔11和进气管孔12固定夹紧进水管6和进气管5,密封焊接连接进水管6、进气管5和外管4。
进水管6和进气管5挺进模具8的两个孔,分别固定进水管6和进气管5,方便在焊接位置涂焊膏。
进一步地,模具8设有回气管孔固定夹紧回气管7,密封焊接连接回气管7和外管4之间。
模具8的回气管孔将回气管7的外径固定在内,同时将回气管7的外部与外管4之间涂上焊膏,并且整体固定在隧道炉内进行整体焊接,焊接方便快捷,密封焊接位置准确,不易泄露。
进一步地,缩口工艺是用缩口冲压机外管4的外端将焊接线1包在外管4的内部。
蒸发器2外的焊接线1用缩口冲压机的将焊接线1包在外管4内部,密封焊接并外部缩口压紧,减少了焊接线1外露,并且回气管7内的制冷剂不会泄漏,密封制冷效果好。
本发明的实质性特点和显著效果:本蒸发器2的制造采用遂道炉焊膏热熔焊接工艺,具有有如下优点:
一、蒸发整体受热,不易变形;
二、焊接缝经焊膏将焊缝完全性填补覆盖,不会有焊接砂眼的存在,减少制冷剂泄漏的可能性;
三、操作简单;
同时降低了成形制造加工成本加工,安全环保卫生,制冷密封效果好,结构巧妙。
以上所述仅为本专利优选实施方式,并非限制本专利范围,凡是利用说明书及附图内容所作的等效结构或等效流程变换,直接或间接运用在其它相关的技术领域,均属于本专利保护范围。
- 一种制冰机的蒸发器制造工艺及模具
- 一种制冰机的蒸发器制造模具