一种长臂轴承座类锻件的锻造法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明属于自由锻造技术领域,涉及一种长臂轴承座类锻件的锻造法。
背景技术
在自由锻造生产中大型长臂轴承座锻件较多,轴承座长臂内侧槽部一般在自由锻造工艺中被设计成直孔,所需附加锻造余块多,造成锻件的重量增大;而且由于锻件形状的限制,后续加工工时量较大,加工将锻件流线切断,对零件使用寿命有一定影响。
因此,迫切需要研发一种新锻造法,使得大型长臂轴承座锻件可以将长臂内侧槽部锻出,以减小锻件重量及机加工工时,并能保证锻件内部流线,从而增加锻件使用寿命。
发明内容
本发明的目的是提供一种长臂轴承座类锻件的锻造法,解决了现有技术中存在的由于锻件形状的限制,后续加工工时量较大的问题。
本发明所采用的技术方案是,一种长臂轴承座类锻件的锻造法,具体按照以下步骤实施:
步骤1、制作胚料;
步骤2、把坯料放在折弯底座上,在坯料上表面长度中心放置压块,使用油压机下压压块,将坯料两侧长臂折弯成形得到锻件,然后通过折弯底座底部的顶出件将压块及锻件从折弯底座中顶出,在油压机上将压块和锻件精修成形,再将专用压块漏出,修整锻件,完成锻造。
本发明的特点还在于:
步骤1中制作胚料包括以下工艺:倒棱、剁水口,镦粗,卡印、拔长,剁冒口端。
步骤1中制作胚料呈T型。
步骤1在第一火次锻造下进行。
步骤2在第二火次锻造下进行。
折弯底座呈U型,所述折弯底座内顶部设有倒角。
压块为长方体且底部设有倒角。
本发明的有益效果是:本发明一种长臂轴承座类锻件的锻造法,解决了现有技术中存在的由于锻件形状的限制,后续加工工时量较大的问题。实现了在自由锻造设备上锻造大型长臂轴承座类锻件,保证了锻件内部流线,增加了锻件使用寿命;并减小了锻件重量,降低锻件成本,提高了市场竞争力。
附图说明
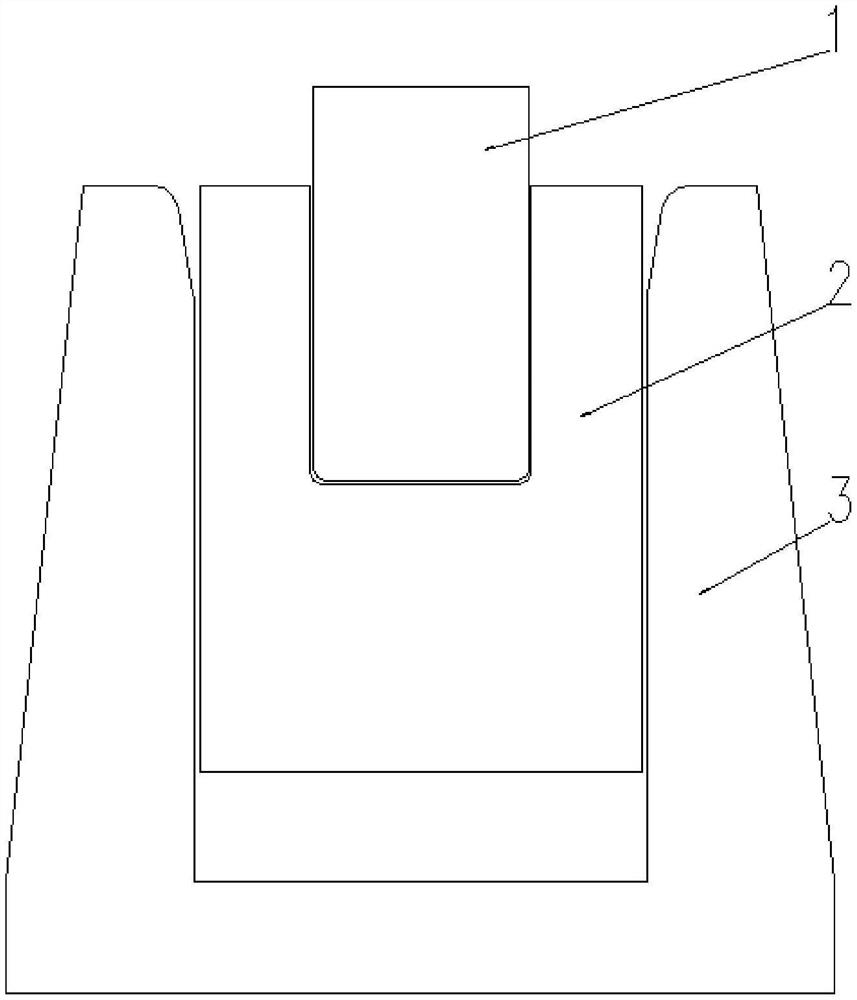
图1是本发明一种长臂轴承座类锻件的锻造法的原理图;
图2是本发明一种长臂轴承座类锻件的锻造法的锻件结构示意图。
图中,1.压块,2.锻件,3.折弯底座。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
本发明一种长臂轴承座类锻件的锻造法,如图1和2所示,具体按照以下步骤实施:
步骤1、制作胚料;
步骤1中制作胚料包括以下工艺:倒棱、剁水口,镦粗,卡印、拔长,剁冒口端。坯料凸出部位长度比成品锻件单边大10-15mm。
步骤1中制作胚料呈T型。
步骤1在第一火次锻造下进行。
步骤2、把坯料放在折弯底座3上,在坯料上表面长度中心放置压块1,使用油压机下压压块1,将坯料两侧长臂折弯成形得到锻件2,然后通过折弯底座3底部的顶出件将压块1及锻件2从折弯底座中3顶出,在油压机上将压块1和锻件2精修成形,再将专用压块1漏出,修整锻件,完成锻造。步骤2在第二火次锻造下进行。折弯底座3呈U型,所述折弯底座3内顶部设有倒角。压块1为长方体且底部设有倒角。
本发明一种长臂轴承座类锻件的锻造法:
按不同规格大型长臂轴承座类锻件制订锻件工艺,按锻件图设计并加工压块1及折弯底座3,压块的宽度与锻件槽部尺寸一致并底部宽度两侧圆角过渡,折弯底座槽部开口尺寸比锻件外形宽度尺寸大40-60mm且槽部高度比锻件高度尺寸大100mm以上,另折弯底座槽部上端150-200mm段斜面过渡,斜面角度为10-15°。
第一火:倒棱、剁水口,镦粗,卡印、拔长,剁冒口端,按工艺要求尺寸制作坯料,坯料凸出部位长度比成品锻件单边大10-15mm;
第二火:把坯料凸出部位向下放入折弯底座,在坯料上表面长度中心放上用垫块,随着油压机压下,将坯料两侧长臂折弯成形,然后将压块及锻件从折弯底座顶出,在油压机上将压块及锻件精修成形,再将压块漏出,修整锻件,最终成形。
本发明一种长臂轴承座类锻件的锻造法,解决了现有技术中存在的由于锻件形状的限制,后续加工工时量较大的问题。实现了在自由锻造设备上锻造大型长臂轴承座类锻件,保证了锻件内部流线,增加了锻件使用寿命;并减小了锻件重量,降低锻件成本,提高了市场竞争力。
- 一种长臂轴承座类锻件的锻造法
- 一种台阶内孔筒类锻件的自由锻造法