无缸套柴油机缸孔及该缸孔平台网纹参数的加工方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明属于柴油机技术领域,具体涉及一种无缸套柴油机缸孔及该缸孔平台网纹参数的加工方法。
背景技术
有研究表明,应用珩磨平台网纹的无缸套技术正在成为未来发展的主要方向,无缸套技术逐步从已实现广泛应用的道路领域向非道路领域扩展,目前,国内外主流柴油机制造商都在开发非道路用无缸套的柴油机产品。
作为无缸套技术的核心,机体缸孔的珩磨平台网纹参数项数是否全面、数值是否合理,加工采用的设备及工艺方法是否合适,直接决定了柴油机的性能、机油耗、漏气量以及排放等重要指标。目前,行业内相关企业制定缸孔平台网纹参数所参考的标准不同,项数各有差异,数值大多按照在道路领域的应用经验确定,而其实施载体为独立气缸套内孔,因此适用程度存在一定的不确定性,需要反复调整和验证,才能满足逐步提升的性能及日益严苛的排放法规要求,增加了产品开发周期和成本。另外,设置珩磨平台网纹的机体,相对于形状简单的筒状缸套而言,无论是材料、缸孔壁厚还是结构形状、整体刚度等均存在较大差异,平台网纹参数的类型和数值需要结合开发目标进行针对性的选择和确定。
发明内容
有鉴于此,本发明的目的是提供一种无缸套柴油机缸孔及该缸孔平台网纹参数的加工方法,本发明提供的无缸套柴油机缸孔具有项数完整全面、针对性强的珩磨平台网纹参数,并据此制定合理的加工方法,实现活塞环和缸孔之间良好的密封和润滑性,降低缸内运动副的摩擦损失,满足非道路柴油机的应用路谱及非道路欧Ⅴ排放要求,同时合理降低机油耗和漏气量,提高柴油机的可靠性和生命周期,降低生产周期和成本。
为了达到上述目的,本发明所采用的技术方案是:无缸套柴油机缸孔,该缸孔开设在无缸套柴油机机体内,该缸孔的孔壁上设有珩磨平台网纹,网纹参数包括:表面粗糙度Ra,平均中等峰谷高度R3z,平均峰谷高度Rz,去除的峰值高度Rpk,核心粗糙度深度Rk,去除的谷值深度Rvk,储油量Vo,轮廓偏斜度Rsk,波峰轮廓支承长度率Mr1、波谷轮廓支承长度率Mr2以及珩磨网纹角度;
网纹参数具体要求如下:0.3μm≤Ra≤0.4μm,2μm≤R3z≤3μm,3μm≤Rz≤4μm,Rpk<0.2μm,0.3μm≤Rk≤0.6μm,1μm≤Rvk≤2μm,-4.0μm≤Rsk≤-1.4μm,0.0075 mm
进一步的,所述珩磨网纹夹角的大小为35°±10°。
进一步的,所述缸孔的直径Φ105.01±0.005mm。
本发明无缸套柴油机缸孔的平台网纹参数的加工方法,包括以下步骤:
步骤1:粗镗无缸套柴油机机体的缸孔,加工后缸孔尺寸Φ102±0.1mm;
步骤2:半精镗无缸套柴油机机体的缸孔,加工后缸孔尺寸Φ104.1±0.05mm;
步骤3:精镗无缸套柴油机机体的缸孔,加工后缸孔尺寸Φ104.96±0.015mm;
步骤4:珩磨柴油机机体的缸孔,珩磨时,采用立式双轴三工位珩磨设备,具有三个工位,分别为粗珩工位、半精珩工位和精珩工位,每个工位均为双主轴结构;
珩磨后缸孔的加工尺寸满足Φ105.01±0.005mm的要求;缸孔的网纹参数满足要求如下:
0.3μm≤Ra≤0.4μm,2μm≤R3z≤3μm,3μm≤Rz≤4μm,Rpk<0.2μm,0.3μm≤Rk≤0.6μm,1μm≤Rvk≤2μm,-4.0μm≤Rsk≤-1.4μm,0.0075 mm
进一步的,所述的步骤4具体包括以下步骤:
步骤4.1:调整粗珩工位的参数如下:
快速行程力为45N,第一梯进力为25N,第二梯进力为20N,快速行程速度为2000步/s,第一梯进速度为8.0步/s,调整第二梯进速度为4.0步/s,调整第一转换点为-100步,调整第二转换点为- 40步,调整SMA基本位置为- 4000步;粗珩后,缸孔的尺寸满足Φ104.99±0.01mm的要求;
步骤4.2:调整半精珩工位的参数如下:
快速行程力为45N,第一梯进力为16N,第二梯进力为16N,快速行程速度为2000步/s,第一梯进速度为4.0步/s,第二梯进速度为3.0步/s,第一转换点为-100步,第二转换点为-40步,SMA基本位置为-4000步;半精珩后,缸孔的尺寸满足Φ105.005±0.005mm的要求;
步骤4.3:调整精珩工位的参数如下:
快速行程力为45N,第一梯进力为14N,第二梯进力为14N,快速行程速度为2000步/s,第一梯进速度为6.0步/s,第二梯进速度为4.0步/s,第一转换点为-100步,第二转换点为-40步,SMA基本位置为-4000步,珩磨时间为20s;精珩后,缸孔的尺寸满足Φ105.01±0.005mm的要求。
与现有技术相比,本发明的有益效果是:本发明的无缸套柴油机缸孔及该缸孔平台网纹参数的加工方法,可实现活塞环和缸孔之间良好的密封和润滑性,降低缸内运动副的摩擦损失,减小磨损量,并合理降低机油耗和漏气量,使柴油机更易于满足欧Ⅴ排放法规和更高的性能需求,同时提高柴油机的可靠性和生命周期,降低生产周期和成本。
附图说明
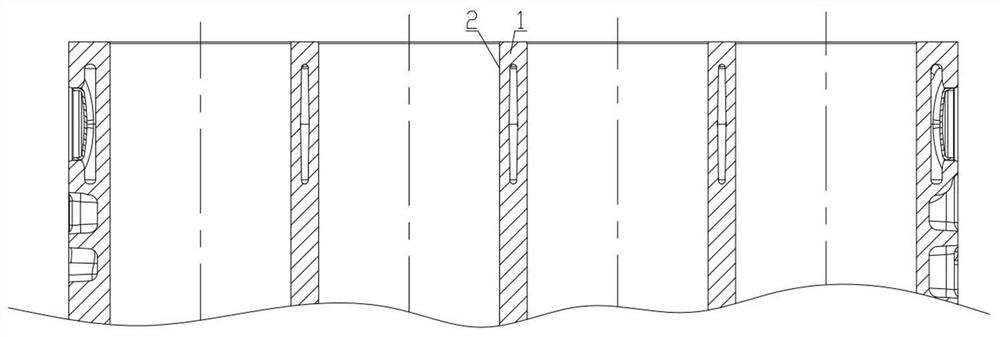
图1 为本发明一种无缸套柴油机缸孔的剖面结构示意图;
图2 为对本发明所加工的缸孔的Ra参数多次测量后得到的数据图;
图3为对本发明所加工的缸孔的R3z参数多次测量后得到的数据图;
图4为对本发明所加工的缸孔的Rz参数多次测量后得到的数据图;
图5为对本发明所加工的缸孔的Rpk参数多次测量后得到的数据图;
图6为对本发明所加工的缸孔的Rk参数多次测量后得到的数据图;
图7为对本发明所加工的缸孔的Rvk参数多次测量后得到的数据图;
图8为对本发明所加工的缸孔的Mr1参数多次测量后得到的Mr1参数图;
图9为对本发明所加工的缸孔的Mr2参数多次测量后得到的数据图;
图10为对本发明所加工的缸孔的Vo参数多次测量后得到的数据图;
图11为对本发明所加工的缸孔的Rsk参数多次测量后得到的数据图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
无缸套柴油机缸孔,如图1所示,该缸孔2开设在无缸套柴油机机体1内,该缸孔2的孔壁上设有珩磨平台网纹,网纹参数包括:表面粗糙度Ra,平均中等峰谷高度R3z,平均峰谷高度Rz,去除的峰值高度Rpk,核心粗糙度深度Rk,去除的谷值深度Rvk,储油量Vo,轮廓偏斜度Rsk,波峰轮廓支承长度率Mr1、波谷轮廓支承长度率Mr2以及珩磨网纹角度;
网纹参数具体要求如下:0.3μm≤Ra≤0.4μm,2μm≤R3z≤3μm,3μm≤Rz≤4μm,Rpk<0.2μm,0.3μm≤Rk≤0.6μm,1μm≤Rvk≤2μm,-4.0μm≤Rsk≤-1.4μm,0.0075 mm
所述缸孔的直径Φ105.01±0.005mm。
本发明无缸套柴油机缸孔的平台网纹参数的加工方法,包括以下步骤:
步骤1:粗镗无缸套柴油机机体的缸孔,加工后缸孔尺寸Φ102±0.1mm;
步骤2:半精镗无缸套柴油机机体的缸孔,加工后缸孔尺寸Φ104.1±0.05mm;
步骤3:精镗无缸套柴油机机体的缸孔,加工后缸孔尺寸Φ104.96±0.015mm;
步骤4:珩磨柴油机机体的缸孔,珩磨时,采用立式双轴三工位珩磨设备,具有三个工位,分别为粗珩工位、半精珩工位和精珩工位,每个工位均为双主轴结构,配备有2套珩磨头,每套珩磨头配有8根金刚石珩磨砂条;
珩磨后缸孔的加工尺寸满足Φ105.01±0.005mm的要求;缸孔的网纹参数满足要求如下:
0.3μm≤Ra≤0.4μm,2μm≤R3z≤3μm,3μm≤Rz≤4μm,Rpk<0.2μm,0.3μm≤Rk≤0.6μm,1μm≤Rvk≤2μm,-4.0μm≤Rsk≤-1.4μm,0.0075 mm
进一步的,步骤4具体包括以下步骤:
步骤4.1:调整粗珩工位的参数如下:
快速行程力为45N,第一梯进力为25N,第二梯进力为20N,快速行程速度为2000步/s,第一梯进速度为8.0步/s,调整第二梯进速度为4.0步/s,调整第一转换点为-100步,调整第二转换点为- 40步,调整SMA基本位置为- 4000步;粗珩后,缸孔的尺寸满足Φ104.99±0.01mm的要求;
步骤4.2:调整半精珩工位的参数如下:
快速行程力为45N,第一梯进力为16N,第二梯进力为16N,快速行程速度为2000步/s,第一梯进速度为4.0步/s,第二梯进速度为3.0步/s,第一转换点为-100步,第二转换点为-40步,SMA基本位置为-4000步;半精珩后,缸孔的尺寸满足Φ105.005±0.005mm的要求;
步骤4.3:调整精珩工位的参数如下:
快速行程力为45N,第一梯进力为14N,第二梯进力为14N,快速行程速度为2000步/s,第一梯进速度为6.0步/s,第二梯进速度为4.0步/s,第一转换点为-100步,第二转换点为-40步,SMA基本位置为-4000步,珩磨时间为20s;精珩后,缸孔的尺寸满足Φ105.01±0.005mm的要求。
图2-图11分别为对本发明所加工的缸孔的Ra参数、R3z参数、Rz参数、Rpk参数、Rk参数、Rvk参数、Mr1参数、Mr2参数、Vo参数以及Rsk参数多次测量后得到的数据图;
图中,横坐标为测量次数,纵坐标为对应参数的测量值,图2-图11中的测量次数均为20次,将20次测量的测量值连接后得到的折线为相应的测量曲线,位于测量曲线上方的直线为对应参数的上阈值曲线,位于测量曲线下方的直线为对应参数的下阈值曲线。
由图2-图11可知,本发明所加工的缸孔的参数符合要求。
本发明的无缸套柴油机缸孔及该缸孔平台网纹参数的加工方法,可实现活塞环和缸孔之间良好的密封和润滑性,降低缸内运动副的摩擦损失,减小磨损量,并合理降低机油耗和漏气量,使柴油机更易于满足欧Ⅴ排放法规和更高的性能需求,同时提高柴油机的可靠性和生命周期,降低生产周期和成本。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。