一种不对称后拉式锁紧齿冠刀头
文献发布时间:2023-06-19 09:24:30
技术领域
本发明属于精密高效金属切削刀具技术领域,具体涉及一种不对称后拉式锁紧齿冠刀头。
背景技术
齿冠钻头是由刀头和钻杆形成的一种组合式钻头,刀头采用硬质合金或其他高性能材料制成,钻杆采用合金钢材料制成,适合大直径孔加工,具有使用成本低、加工范围大等优势。目前,齿冠钻头的刀头和钻杆有很多种组合方式,但大多刀头装配精度低,定位差。
发明内容
为解决现有技术中存在的技术问题,本发明的目的在于提供一种不对称后拉式锁紧齿冠刀头。
为实现上述目的,达到上述技术效果,本发明采用的技术方案为:
一种不对称后拉式锁紧齿冠刀头,包括刀头和钢丝螺套,所述刀头设有圆柱面、底面、中心孔和顶角,中心孔内设有锁紧螺纹,钢丝螺套套设于锁紧螺纹内,刀头两侧设有钝角定位面,钝角定位面设有避空面,刀头两侧的钝角定位面中心线与中心孔中心线偏心设置,磨削刀头形成排屑槽和容屑槽,刀头上除排屑槽的实体部分为背,排屑槽与背在径向方向的相交面形成棱边,顶角磨削形成后刀面和横刃,容屑槽磨削形成主刃和内刃,主刃和内刃之间形成过渡刃,刀头通过两侧钝角定位面定位,通过钢丝螺套锁紧拉紧螺丝将刀头锁紧于钻杆上。
进一步的,所述钝角定位面采用钝角设计,钝角为100-154°。
进一步的,所述刀头两侧的钝角定位面中心线与中心孔中心线之间的偏心距为0.02-0.2mm。
进一步的,所述内刃长度为主刃长度的1/4-1/2。
进一步的,所述过渡刃圆弧大小为R0.1-3mm。
进一步的,所述排屑槽的螺旋角为0-35°。
进一步的,所述锁紧螺纹的螺距为M2-12。
与现有技术相比,本发明的有益效果为:
采用拉紧螺丝中心后拉锁紧方式,锁紧力超强,刀头两侧钝角定位面与中心孔采用偏心设计,有效防止刀头安装错误导致钻头精度差;
刀头中心孔内的锁紧螺纹采用机体内螺纹孔+钢丝螺套设计,可以多次重复装卸,机体螺纹不容易断牙、崩碎;
刀头和钻杆无间隙配合安装,刚性好,使用寿命长,刀头底面截面积大,与钻杆贴合接触面积大,钻削时稳定性高,噪音小;
刀头两侧钝角定位面采用一小段避空设计,安装时自导向进入钻杆,安装简单可靠,精度高;
刀头背部截面积大,刀头强度高,可适合各种工况加工,通用性强;
刀头刃部可设计多种刃型,适合加工不同材料。
附图说明
图1为本发明的整体结构的立体图;
图2-3分别为本发明的钻杆的立体图;
图4为本发明的刀头的立体图;
图5为本发明的整体结构示意图;
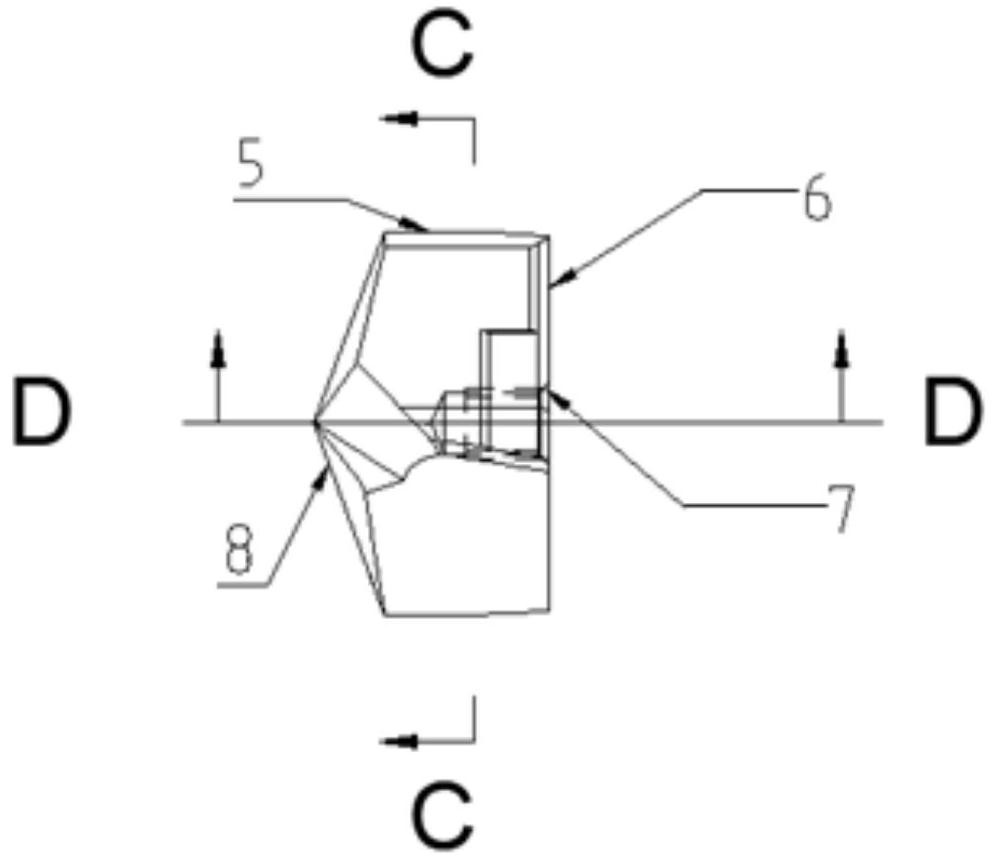
图6为本发明的刀头状态图;
图7为本发明图6中C-C剖视图;
图8为本发明图6中D-D剖视图;
图9为本发明的排屑槽、背和棱边的结构示意图;
图10为本发明的主刃、内刃和过渡刃的结构示意图;
图11为本发明的拉紧螺丝的结构示意图。
具体实施方式
下面对本发明的实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
如图1-11所示,一种不对称后拉式锁紧齿冠刀头,包括刀头2和钢丝螺套10,刀头2设有圆柱面5、底面6、中心孔7、顶角8和锁紧螺纹9,刀头通过两侧钝角定位面11定位,通过钢丝螺套10锁紧拉紧螺丝3将刀头2锁紧于钻杆1上,刀头2主要起到钻孔切削作用,并保证加工孔的精度,圆柱面5位于刀头2外缘,底面6与钻杆1中轴线垂直设置,中心孔7内设有锁紧螺纹9,钢丝螺套10套设于锁紧螺纹9内,用于锁紧刀头2,刀头2两侧磨削形成钝角定位面11,钝角定位面11设有避空面12,两侧的钝角定位面11中心线与中心孔7中心线偏心设置,刀头2上除排屑槽17的实体部分为背15,排屑槽17与背15在径向方向的相交面形成棱边16,导向面14是安装导向使用,安装刀头2时,自导向到钻杆1中,磨削顶角8时,自动形成后刀面18和横刃19,钻孔加工时后刀面18可减小摩擦,横刃19起定心作用,磨削容屑槽20形成主刃22和内刃21,主刃22和内刃21之间形成过渡刃23,后刀面18、横刃19、主刃22、内刃21、过渡刃23组成了整个切削刃。
制作时,先磨削底面6,以底面6为基准,通过钢丝螺套10锁紧刀头2,磨削顶角8,再以顶角8和中心孔7为基准,磨削圆柱面5,如图2所示。
磨削刀头2两侧的钝角定位面11,使刀头2两侧钝角定位面11中心线与中心孔7中心线偏心设置,偏心距13为0.02-0.2mm,两侧钝角定位面11采用钝角设计,钝角定位面11两侧边形成的夹角为100-154°,钝角定位面11设有避空面12,便于刀头2安装时自导向进入钻杆1。
磨削排屑槽17和磨削背15圆柱面部分,形成棱边16,排屑槽17的螺旋角α为0~35°。
磨削顶角8,形成后刀面18,磨削后刀面18和容屑槽20,形成了主刃22和内刃21,主刃22和内刃21之间形成了过渡刃23,内刃21长度为主刃22长度的1/4-1/2,过渡刃23圆弧大小为R0.1-3mm。
中心孔7的大小为0.2-1mm,中心孔角度为60°。
锁紧螺纹9的螺距为M2-12。
钻杆1内部中部开设主冷却孔,主冷却孔在钻杆1的左端面开设两个出口,在工作时给刀头2提供冷却液,主冷却孔与两个出口形成Y型结构。
钻杆1左端内部中心位置开设与拉紧螺丝3适配的左旋内螺纹孔,便于拉紧螺丝3旋入,拉紧螺丝3左、右两端的外径不相同,左端外径小,右端外径大,拉紧螺丝3左端设置与刀头2适配的右旋螺纹30,拉紧螺丝3右端设置与左旋内螺纹孔适配的左旋外螺纹31,装配时,拉紧螺丝3左端的右旋螺纹30与刀头2连接,拉紧螺丝3右端伸入钻杆1的左旋内螺纹孔内,外用扳手伸入主冷却孔内并进行拉紧螺丝3的拧紧,进而将刀头2与钻杆1可拆卸式连接在一起。
本发明未具体描述的部分采用现有技术或产品即可,在此不做赘述。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。