一种用于铸铁涡旋盘加工的波刃粗铣刀
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及铣刀结构的技术领域,具体为一种用于铸铁涡旋盘加工的波刃粗铣刀。
背景技术
涡旋压缩机作为一种新型的流体机械,因具有结构紧凑、运行高效、低噪平稳等优越性,已被广泛应用于空调制冷、气体压缩、发动机增压以及真空泵等领域。而涡旋盘作为涡旋压缩机最为核心的部件,其加工精度直接影响涡旋压缩机的工作性能。目前,涡旋盘的工件材料以合金铸铁与铝合金为主,由于其材料性能特征,切削工艺性较差。同时,涡旋盘复杂的型面结构也是影响其切削加工质量与精度的重要因素。
铣刀是用于涡轮盘加工的主要刀具,而对于涡轮盘毛坯预铸槽的粗铣加工,刀具先从涡旋盘中心位置插铣切入,再沿着涡旋路径旋转切削。由于涡轮盘毛坯预铸槽较深,因而需选择长径比较大的铣刀,刀具切削多为满刀切削;而当铣刀沿涡旋路径旋转切削时,铣刀的端刃与周刃需同时对涡旋盘的两侧面及槽底面进行加工,故在铣刀切削时顺、逆铣削交替进行;同时,刀具也常会因机械冲击、切削振动、切削受力不均等因素,而致使刀具产生刃口崩碎破损、刀具折断等现象;此外,由于切削层金属的弹-塑性变形,刀具与工件、切屑之间的摩擦较大,切削温度较高,致使刀具因高温而发生积屑瘤、粘结破损等现象,从而影响刀具寿命。
对于铸铁涡旋盘的加工,由于其材料合金元素较多(如:铬≤0.25%、镍≤3%),因而工件硬度相对较高(HB201~255),且根据其满刀切削的工艺特点,常规铣刀加工,切削难度大,刀具磨损严重,刀具寿命不足。因此,需设计一种用于铸铁涡旋盘加工的波刃粗铣刀,以解决刀具切削振动、冲击负载较大等问题,以提高切削效率及延长刀具使用寿命
发明内容
针对上述问题,本发明提供了一种用于铸铁涡旋盘加工的波刃粗铣刀,其提高了切削效率及刀具耐用度,并延长刀具使用寿命。
一种用于铸铁涡旋盘加工的波刃粗铣刀,其包括刀具夹持柄部、切削刃部以及过渡颈部,所述过渡颈部用于连接所述刀具夹持柄部与切削刃部;其特征在于:刀具夹持柄部为圆柱直柄;切削刃部包括螺旋排布的若干切削刃以及排屑槽,横截面状态下N个切削刃环布于所述切削刀部的外环周布置,其中N为大于等于3的自然数,所述排屑槽位于相邻的切削刃组合后形成的环周面对应间隔区域内,所述排屑槽内包括有断屑槽、容屑槽,所述容屑槽设有槽底面和出刀面,每个所述切削刃由端刃、周刃以及用于连接端刃与周刃的刀尖R角组成,端刃及周刃前端部分设有前刀面和直后刀面,周刃上设有呈正弦波形的圆弧齿。
其进一步特征在于:铣刀刀具材料采用钴含量为10%、断裂韧性K
所述刀具夹持柄部的直径大于或等于切削刃部的直径;
N的取值为4、5、6;
切削刃部的直径d2为10mm~20mm,切削刃部的刃长l为直径d2的3~4倍,切削刃部的芯厚d0为直径d2的70%;
所述切削刃部的刀尖R角的半径r为0.3mm~0.5mm;
所述切削刃部的端刃凹角为1°;
所述切削刃部的端刃及周刃的第一后角α
刀具的螺旋角β角度为35°~40°;
所述切削刃部的周刃的前角γ
所述切削刃部的周刃距离端刃长度f
所述周刃的波形结构呈正弦周期性变化,波形圆弧齿由两段圆弧相切过渡连接而成,波形圆弧齿波峰圆弧半径为R
波刃的磨削螺旋方向与刀具沟槽螺旋方向相同;
刀具波形圆弧齿旋转一周后的波形相互叠加,切削宽度等于一个波刃导程(或称齿距)L
采用本发明后,波刃铣刀与普通立铣刀相比,切削刃呈变螺旋角的波形曲面,圆弧形的刀齿不仅可以减小刀具的负荷,同时也具有较高的抗冲击能力。波刃铣刀切削时由凸峰先切入工件,易切入,且切削轻快,负荷平稳,振动小,刀具弹性变形小,摩擦力小,刃口不易磨损,更适用于加工硬、韧性材料,波刃铣刀的波形结构呈正弦周期性变化,致使每个波形圆弧齿上各点对应的几何参数(如前角、后角等)也沿着波刃呈一定规律性变化,从而改善刀具切削的断屑性能,促使切削趋于平衡,降低了轴向和径向切削阻力,提高了切削效率及刀具耐用度,并延长刀具使用寿命。
附图说明
图1为本发明的主视图结构示意图;
图2为本发明的切削刃部的右视图结构示意图;
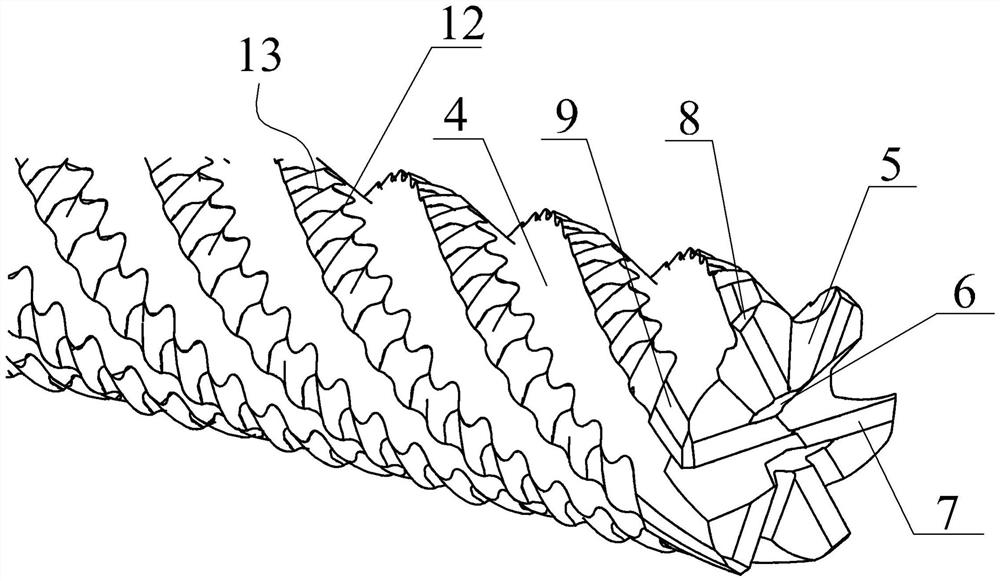
图3为本发明的切削刃部的立体图结构示意图;
图4为本发明的切削刃的周刃的局部剖视结构示意图;
图5为本发明的切屑刃的周刃的波形示意图;
图中序号所对应的名称如下:
切削刃部1、过渡颈部2、刀具夹持柄部3、排屑槽4、断屑槽6、容屑槽5、端刃7、刀尖R角8、周刃9、前刀面10、直后刀面11、圆弧齿12、切削刃13。
具体实施方式
一种用于铸铁涡旋盘加工的波刃粗铣刀,见图1-图5:包括刀具夹持柄部3、切削刃部1以及过渡颈部2,过渡颈部2用于连接刀具夹持柄部3与切削刃部1;刀具夹持柄部3为圆柱直柄;切削刃部1包括螺旋排布的若干切削刃13以及排屑槽4,横截面状态下N个切削刃13环布于切削刀部1的外环周布置,其中N为大于等于3的自然数,排屑槽4位于相邻的切削刃13组合后形成的环周面对应间隔区域内,排屑槽4内包括有断屑槽6、容屑槽5,容屑槽5设有槽底面和出刀面,每个切削刃13由端刃7、周刃9以及用于连接端刃7与周刃9的刀尖R角8组成,端刃7及周刃9前端部分设有前刀面10和直后刀面11,周刃9上设有呈正弦波形的圆弧齿12。
铣刀刀具材料采用钴含量为10%、断裂韧性K
刀具夹持柄部3的直径大于或等于切削刃部1的直径;
N的取值为4、5、6;
切削刃部1的周刃前角γ
切削刃部的周刃距离端刃长度f
切削周刃的波形结构呈正弦周期性变化,波形圆弧齿由两段圆弧相切过渡连接而成,波形圆弧齿波峰圆弧半径为R
波刃的磨削螺旋方向与刀具沟槽螺旋方向相同;
刀具波形圆弧齿旋转一周后的波形相互叠加,切削宽度等于一个波刃导程(或称齿距)L
具体实施时:切削刃部1的切削刃数量一般设为4~6个,切削刃部1的直径d2为10mm~20mm;然而,铣刀刀齿越多,沟槽越多,从而易致使刀具自身刚度、强度降低,且波刃铣刀多用于重载加工的满刀切削,因此,为确保波刃铣刀刀具刚性及切削工艺稳定性,切削刃部1的切削刃长l一般设为直径d2的3~4倍,切削刃部1的芯厚d0一般设为直径d2的70%。
排屑槽4和容屑槽6与刀具实体部分的交线形成若干切削刃;若干切削刃对于切削刃部1的前端面中心径向呈均匀分布;其中,切削刃由端刃7、周刃9以及用于连接端刃与周刃的刀尖R角8组成,刀尖R角的半径r一般设为0.3mm~0.5mm;刀尖R角8极大地提高了端刃7和周刃9连接处的刀尖强度,有效降低或消除了刀具切削刀尖崩刃的可能,增强了刀具切削性能,并延长了刀具使用寿命;切削刃部1的端刃凹角设为1°,可有效防止铣刀端面与工件底面之间的顶碰,同时也有利于切削排屑;端刃7及周刃9前端部分设有前刀面10和直后刀面11,而为了克服刀具端刃7及周刃9后刀面与切削表面之间的摩擦,切削刃部1的端刃7及周刃9的第一后角α
对于波刃铣刀周刃波形圆弧齿的制作,为了保证刀具端刃7具有足够的强度,在接近端刃7的部分,必须保证不制波的周刃9长度f
目前,对于现有波刃铣刀的制波技术,波刃的螺旋方向均是与沟槽的螺旋方向相反,即沟槽制成右旋,波刃制成左旋,其目的是为了确保波刃在相邻沟槽之间呈交错排列,从而提高刀具切削性能。然而,对于铸铁涡旋盘毛坯预铸槽的粗铣加工,经试验验证,如表1所示,以切削刃部1直径为11.15mm、刀尖R角的半径r为0.3mm的6刃波刃粗铣刀为例,对比不同波刃制波磨削方式,当波刃的磨削螺旋方向与刀具沟槽螺旋方向相同时,刀具寿命较现有制波方式的波刃铣刀提高了约30%,充分说明了本专利波刃粗铣刀设计的合理性与可靠性,可有效提高合金铸铁涡轮盘毛坯预铸槽的粗铣加工效率,并延长刀具使用寿命。
表1
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。