锁具安装设备
文献发布时间:2023-06-19 09:24:30
技术领域
本发明涉及一种锁具,特别是涉及一种锁具安装设备。
背景技术
如图1所示,锁具的内把手10A锁杆20A是通过销钉30A连接,通过旋转内把手10A即可带动锁杆20A转动,实现反锁功能;传统的加工方式是由人工将销钉30A插入内把手10A与锁杆20A销孔中,实现连接,工人的劳动强度大,生产效率低。
发明内容
本发明的目的在于提供一种自动化程度高的锁具安装设备。
为实现上述目的,本发明的技术解决方案是:
本发明是一种锁具安装设备,包括机台、小龙门架、导轨、治具、治具气缸、压销机构、送料机构;
所述小龙门架跨接在机台上,导轨固定在机台的台面上,治具滑接在导轨上,治具气缸的缸体固定在机台的台面上,治具气缸的活塞杆杆端与治具的一端连接,驱动治具沿导轨来回移动,以便将待加工零件送入加工位,压销机构和下料机构皆安装在小龙门架上,送料机构的出料端与压销机构进料端衔接,压销机构位于治具的上方。
所述压销机构包括压料气缸、进料块、压料块、接料块、推料固定块、推料气缸、推料杆、压销气缸、压头、压销套杆、压销弹簧、压销导板、压销固定杆;
所述压料气缸的缸体固定在小龙门架上,压料气缸的活塞杆杆端与进料块的顶面连接,进料块的底面固定在压料块的顶面,压料块的底面压向治具,接料块固定安装在推料固定块上,接料块的接料孔朝上,推料固定块固定安装在进料块上,推料气缸的缸体固定在推料固定块上,推料气缸的活塞杆杆端与推料杆的外端连接,推料杆的内端活动穿入推料固定块内且推料杆的内端位于接料块接料孔的下方;所述压销气缸的缸体固定在小龙门架上,压销气缸的活塞杆杆端固定有压头,压头位于压销套杆正上方并可向下与压销套杆的顶面顶靠,压销套杆活动穿置在压销导板的中部,压销导板通过压销固定杆固定在小龙门架上,压销弹簧套接在压销套杆上且压销弹簧的两端分别顶靠在压销导板和进料块上。
所述压销机构的压销套杆由压销杆、压销套构成,压销杆的上端固定套置在压销套的圆孔内,在压销杆与压销套圆孔之间具有环形间隙。
所述压销机构的压料块上设有一缺口,所述推料固定块内设有一通孔,所述推料固定块可活动穿入缺口且与压料块内的送料通孔相对。
所述送料机构包括送料模块、送料气泵;所述送料模块内具有一个送料腔;所述送料气泵通过管道与送料模块的进气孔连通;所述送料腔由两个锥形腔构成,两个锥形腔的大端面衔接,下方锥形腔底部具有进气孔,上方锥形腔的顶部具有出料口。
所述送料机构中送料模块的进气孔由多个小孔构成。
采用上述方案后,由于本发明包括机台、小龙门架、导轨、治具、治具气缸、压销机构、送料机构;治具气缸将装有零件的治具送入加工位,压销机构的压料气缸通过进料块、压料块将待加工零件压紧,送料机构中的送料模块中储存了大量的销钉,该大量销钉在送料气泵气流的吹动下,逐个被送入压销机构中,在压销机构中,接料块承接来自送料机构的销钉,推料气缸驱动推料杆将推料固定块送入压料块上的缺口,压销气缸驱动压头向下撞击在压销套杆的上端,压销套杆的下端将推料固定块内的销钉打入待加工的零件中,整个送料、装配过程自动完成。
下面结合附图和具体实施例对本发明作进一步的说明。
附图说明
图1是待加工零件的示意图;
图2是本发明的轴测图
图3是本发明送料机构的立体剖视图;
图4是本发明送料机构的剖视图;
图5是本发明压销机构的剖视图;
图6是本发明待加工零件装在治具上的示意图。
具体实施方式
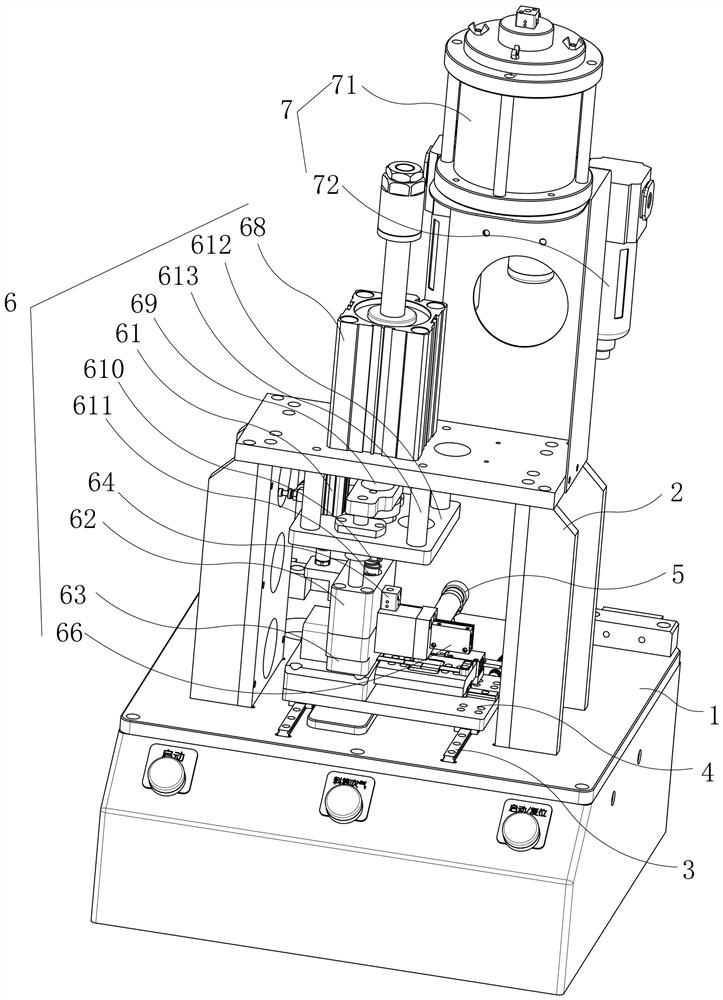
如图2所示,本发明是一种锁具安装设备,包括机台1、小龙门架2、导轨3、治具4、治具气缸5、压销机构6、送料机构7。
所述小龙门架2跨接在机台1上,导轨3固定在机台1的台面上,治具4滑接在导轨3上,治具气缸5的缸体固定在机台1的台面上,治具气缸5的活塞杆杆端与治具4的一端连接,驱动治具4沿导轨来回移动,以便将内把手10A和锁杆20A送入加工位,压销机构6和下料机构7皆安装在小龙门架2上,送料机构7的出料端通过管道与压销机构6进料端衔接,将销钉送入压销机构6中,压销机构6位于治具4的上方。
如图2、图5所示,所述压销机构6包括压料气缸61、进料块62、压料块63、接料块64、推料固定块65、推料气缸66、推料杆67、压销气缸68、压头69、压销套杆610、压销弹簧611、压销导板612、压销固定杆613;所述压料气缸61的缸体固定在小龙门架2上,压料气缸61的活塞杆杆端与进料块62的顶面连接,进料块62的底面固定在压料块63的顶面,压料块63的底面压向治具4,接料块64固定安装在推料固定块65上,接料块64的接料孔641位于送料机构7出料口的下方,用于承接来自送料机构7的销钉,推料固定块65固定安装在进料块62上,推料气缸66的缸体固定在推料固定块65上,推料气缸66的活塞杆杆端与推料杆67的外端连接,推料杆67的内端活动穿入推料固定块65内且推料杆67的内端位于接料块64接料孔641的下方;所述压销气缸68的缸体固定在在小龙门架2上,压销气缸68的活塞杆杆端与固定有压头69,压头69位于压销套杆610正上方并可向下与压销套杆610的顶面顶靠,压销套杆610活动穿置在压销导板612的中部,压销导板612通过压销固定杆613固定在小龙门架2上,压销弹簧611套接在压销套杆610上且压销弹簧611的两端分别顶靠在压销导板612和进料块62上。
所述压销套杆610由压销杆6101、压销套6102构成,压销杆6101的上端固定套置在压销套6102的圆孔内,在压销杆6101与压销套6102圆孔之间具有环形间隙。
所述压料块63上设有一缺口631,所述推料固定块65可活动穿入缺口631内,所述推料固定块65内设有一通孔651,用于将销钉送到压料块63的缺口631内,并与压料块63内的送料通孔632相对,所述压销杆6101在压销气缸68的带动下往下运动,将销钉从通孔651中下压进入送料通孔632。
如图2-图4所示,所述送料机构7包括送料模块71、送料气泵72;所述送料模块71内具有一个送料腔711,该送料腔711由两个锥形腔712、713构成,两个锥形腔712、713的大端面衔接,下方锥形腔713底部具有进气孔7131,上方锥形腔712的顶部具有出料口7121,该两个锥形腔712、713皆呈喇叭状,下方的锥形腔713的高度比上方锥形腔712的高度低;所述送料气泵72通过管道与送料模块71的进气孔7131连通,向送料腔711吹气,在本实施例中,送料模块71的进气孔7131由多个小孔构成,利用锥形腔712的喇叭状对被吹起的销钉起到导向作用。
本发明的工作原理:
如图2、图5、图6所示,治具气缸5将装有内把手10与锁杆20的治具4送入加工位,压销机构6中的压料气缸61带动进料块62、压料块63向下运动,贴于治具4表面,送料机构7中的送料模块71中储存了大量的销钉,该大量销钉在送料气泵72气流的吹动下,逐个从送料腔11的出料口121输出,通过通道送入压销机构6中,在压销机构6中,接料块64承接来自送料机构7的销钉,推料气缸66驱动推料杆67将推料固定块65送入压料块63上的缺口631,压销气缸68驱动压头69向下压压销套杆610的上端,压销套杆610的下端将推料固定块65内的销钉送入压料块63内的送料通孔632内,压销气缸68继续往下驱动压头69,撞击压销套杆610,驱动压销杆6101将销钉打入内把手10与锁杆20的销孔中,完成安装。。
以上所述,仅为本发明较佳实施例而已,故不能以此限定本发明实施的范围,即依本发明申请专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明专利涵盖的范围内。