一种齿轮内花键推挤刀具
文献发布时间:2023-06-19 09:26:02
技术领域
本发明属于刀具技术领域,更具体地说,特别涉及一种齿轮内花键推挤刀具。
背景技术
东风猛士越野车车桥齿轮新产品,其从动圆柱齿轮和后侧齿轮是渐开线内花键,相比普通民用齿轮其精度要求高了一个公差等级,虽然在热处理工艺上作了更多的改进,但花键的热变形超差仍无法避免,在试制生产实践中,因花键热变形造成的废品率达到了5-8%左右,为此开发了花键热后推挤刀。
基于上述,现有工艺只是从热处理工艺上加以改进优化,虽然热后变形量有所改善,但质量不易控制,对于要求高的产品只有报废。
于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供一种齿轮内花键推挤刀具,以期达到更加实用的目的。
发明内容
为了解决上述技术问题,本发明提供一种齿轮内花键推挤刀具,以解决上述背景技术中提出的现有工艺只是从热处理工艺上加以改进优化,虽然热后变形量有所改善,但质量不易控制,对于要求高的产品只有报废的问题。
本发明一种齿轮内花键推挤刀具的目的与功效,由以下具体技术手段所达成:
一种齿轮内花键推挤刀具,包括:刀具前导向件;所述刀具前导向件后端一体式设置有切削件;所述切削件还包括有推刀;所述切削件外部固定设置有推刀;所述推刀的数量设置为十二组;所述切削件后端一体式设置有校准件;所述校准件还包括有校准齿;所述校准件外部固定设置有校准齿;所述校准件后端一体式设置有刀具后导向件。
进一步的,所述刀具前导向件还包括有弧齿A;所述刀具前导向件前端加工有5°的负前角结构;所述刀具前导向件外部固定设置有弧齿A;所述弧齿A呈后角形结构。
进一步的,所述切削件还包括有容屑槽;所述推刀底部均开设有容屑槽;所述推刀的厚度与弧齿A相同。
进一步的,所述校准件还包括有校准齿容屑槽;所述校准齿底部均开设有校准齿容屑槽;所述校准齿外径比推刀外径大。
进一步的,所述刀具后导向件还包括有弧齿B;所述刀具后导向件外部固定设置有弧齿B;所述弧齿B与弧齿A的形状相同。
与现有技术相比,本发明具有如下有益效果:
刀具前导向件和弧齿A的设置,提供了引导功能,通过刀具前导向件上的弧齿A率先进入待加工件,从而实现导向功能,此功能防止产品出现变形,使整个挤压过程连续平稳,减少因断续挤压造成刀齿断裂的危险,效果良好,提高了产品质量。
刀具前导向件的负前角的设置,提供了防止刀齿折断的功能,通过刀具前导向件的负前角进入待加工件,以免挤压力大产生刀齿折断的现象,大大提高修复合格率,提高刀具的使用寿命,相比之前的刀具,刀具费用低廉,制造工艺简单。
附图说明
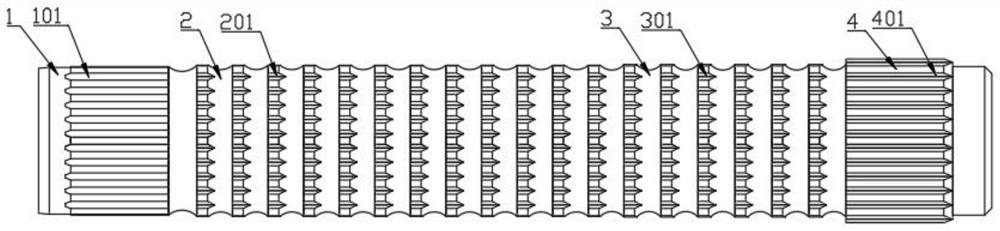
图1是本发明的刀具结构示意图。
图2是本发明的弧齿A放大结构示意图。
图3是本发明的容屑槽放大结构示意图。
图4是本发明的校准齿容屑槽放大结构示意图。
图中,部件名称与附图编号的对应关系为:
1、刀具前导向件;101、弧齿A;2、切削件;201、推刀;202、容屑槽;3、校准件;301、校准齿;302、校准齿容屑槽;4、刀具后导向件;401、弧齿B。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例:
如附图1至附图4所示:
本发明提供一种齿轮内花键推挤刀具,包括:刀具前导向件1;刀具前导向件1后端一体式设置有切削件2;切削件2还包括有推刀201,容屑槽202;切削件2外部固定设置有推刀201;推刀201的数量设置为十二组;推刀201底部均开设有容屑槽202;推刀201的厚度与弧齿A101相同;切削件2后端一体式设置有校准件3;校准件3还包括有校准齿301,校准齿容屑槽302;校准件3外部固定设置有校准齿301;校准齿301的数量为六组;校准齿301底部均开设有校准齿容屑槽302;校准齿301外径比推刀201外径大;校准件3后端一体式设置有刀具后导向件4。
其中,刀具前导向件1还包括有弧齿A101;刀具前导向件1前端加工有5°的负前角结构;刀具前导向件1外部固定设置有弧齿A101;弧齿A101呈后角形结构。
其中,刀具后导向件4还包括有弧齿B401;刀具后导向件4外部固定设置有弧齿B401;弧齿B401与弧齿A101的形状相同。
本实施例的具体使用方式与作用:
本发明中,首先刀具前导向件1会先进入待加工件,刀具前导向件1上的弧齿A101会使起到良好的引导作用,又能使刀具立即定位并开始投入挤压,当刀具进入待加工件2.5mm处时,弧齿A101会率先工作,从而使整个挤压过程连续平稳,减少因断续挤压造成刀齿断裂的危险,切削件2上的推刀201,对待加工件进行挤压,将挤压产生后的碎屑进入容屑槽202内,当刀具上的校准齿301进入待加工件时,校准齿301会对推刀201挤压过的地方进行校准,进一步进行挤压,从而提高修复合格率,提高产品质量。
本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
- 一种齿轮内花键推挤刀具
- 一种提高伞齿轮内花键表面粗糙度的刀具