一种漆包线脱漆搪锡自动化生产设备
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及智能制造领域,特别是涉及一种漆包线脱漆搪锡自动化生产设备。
背景技术
电感线圈的应用极为广泛,如LC滤波电路、调谐放大电路、振荡电路、均衡电路、去耦电路等等都会用到电感线圈。而对于使用较小或较细的磁环绕制环形电感时,通常由于工艺要求,需要或只能采用人工绕制的方式。环形电感的绕制方法通常是将一定长度的漆包线采用单层绕法或多层绕法等方式将漆包线按照一定技术要求缠绕于磁芯骨架上。
漆包线在缠绕之前,需要将成卷的漆包线裁切成一定长度的小段,而后对其两端进行脱漆和搪锡处理,以便后续环形电感的绕制及电感成品使用时的电性连接。现有的漆包线裁切方式是采用单根漆包线逐段定长裁切,裁切后的小段再通过人工对齐排列粘贴在耐高温的专用胶带上,不仅效率低下,而且很容易出现漆包线的弯曲变形、端部不齐等问题,直接影响后续脱漆工序段的脱漆长度和搪锡工序段搪锡长度的一致性,影响产品规格的一致性;同时,专用的耐高温胶带价格昂贵,且无法重复利用,极大提升了生产升本。
现有的漆包线表面漆层的去除方法一般为脱漆剂浸泡、机械刮削、浓硫酸浸泡—铬酸液漂洗—两道水洗、火烧加热、高温的苛性碱醇溶液浸泡等方式。而实际的生产工艺中,上述各种方法无法适应大批量生产作业或无法保证漆包线端部脱漆效果的一致性,更无法与漆包线的裁切、装夹和后续的搪锡工艺有机衔接而形成自动化的流水线生产,极大影响了漆包线的加工处理效率,进而降低了环形电感的生产率。
发明内容
本发明所要解决的技术问题是提供一种漆包线脱漆搪锡自动化生产设备,实现漆包线输送、装夹、切断、脱漆和搪锡整个生产工艺过程的自动化,极大提升生产效率;使得装夹过程简单快捷,装夹模具可循环使用,降低生产成本;使漆包线脱漆长度相同、搪锡效果一致,极大提升产品品质的一致性。
为解决上述技术问题,本发明采用的一个技术方案是:提供一种漆包线脱漆搪锡自动化生产设备,包括依次设置的漆包线输送单元、漆包线装夹切断单元、第一机械手装置、漆包线脱漆搪锡单元和第二机械手装置;
所述漆包线装夹切断单元包括第一输送装置、设置于第一输送装置输入端的装夹下模具自动上料装置、分别设置于第一输送装置顶部的装夹上模具自动上料装置和自动切断装置;
所述第一输送装置上设置有多个依次毗邻的第一装夹模具放置槽,所述装夹下模具自动上料装置连续地将装夹下模具逐个送入第一装夹模具放置槽内,所述装夹上模具自动上料装置连续地将装夹上模具逐个送入装夹下模具上;
所述装夹上模具和装夹下模具可拆卸地组合成用于装夹漆包线的装夹模具;
所述自动切断装置用于装夹模具内漆包线的等长切断;
所述漆包线脱漆搪锡单元包括第二输送装置、分别设置于第二输送装置上的位姿切换机构、脱漆槽和搪锡槽;
所述第二输送装置上设置有多个可转动定位的第二装夹模具放置槽;
所述第一机械手装置用于将位于第一装夹模具放置槽内的装夹模具逐个转移至第二装夹模具放置槽内;
所述第二机械手装置用于将装夹模具从第二装夹模具放置槽内移除。
进一步的,所述漆包线输送单元包括输送支架、固定于输送支架顶部的捋线板、转动安装于捋线板上的至少一组转动辊组;
所述输送支架的侧面安装有输送电机,所述输送电机的输出轴端与转动辊组的一个轴端传动连接。
进一步的,所述捋线板的顶面设置有若干个等距分布的捋线槽。
进一步的,所述装夹下模具自动上料装置包括上料支架、固定于上料支架顶部的固定盒体、固定安装于固定盒体外壁上的上料气缸、固定安装于上料气缸输出轴端并滑动设置于固定盒体内的活动盒体;
所述活动盒体内活动嵌装有模具码堆叉,活动盒体的外壁上固定安装有上料电机,上料电机的输出端固定连接有上料丝杠,上料丝杠上螺纹连接有上料螺母块,上料螺母块上固定连接有位于活动盒体内的上料推板。
进一步的,所述自动切断装置包括龙门支撑架、安装于龙门支撑架顶面上的切断气缸、固定于切断气缸输出轴端的切断刀片;
所述切断刀片的顶部一体设置有升降板,所述升降板的外部设置有预压架板,所述预压架板内螺纹连接有多个导向柱,所述导向柱滑动套接于升降板内;
所述升降板与预压架板之间设置有若干个压缩弹簧。
进一步的,所述第一装夹模具放置槽的槽底嵌装有第一磁铁片,第一装夹模具放置槽的槽底两端均设置有第一定位柱;
所述第二装夹模具放置槽的槽底嵌装有第二磁铁片,第二装夹模具放置槽的槽底两端均设置有第二定位柱。
进一步的,所述装夹下模具和装夹上模具相互靠近的侧面分别固定有相配对的第一柔性垫层和第二柔性垫层,装夹下模具和装夹上模具相互背离的侧面内分别嵌装有相互吸引的第三磁铁片和第四磁铁片;
所述装夹下模具的两端均设置有第一定位孔,所述装夹上模具的两端均设置有第二定位孔。
进一步的,所述位姿切换机构包括固定于第二装夹模具放置槽一端的定位齿轮、固定于第二输送装置上的多个转向齿条。
进一步的,所述第一机械手装置包括底座、固定安装于底座内的旋转气缸、固定于旋转气缸输出轴端的转动立柱;
所述转动立柱内固定安装有升降气缸,升降气缸的输出轴端固定连接有滑动插接于转动立柱内的升降立柱,所述升降立柱的顶部两侧分别设置有气动抓手。
进一步的,所述脱漆槽内设置有多个脱漆棉球。
与现有技术相比较,本发明的有益效果如下:
1.本发明通过漆包线输送单元、漆包线装夹切断单元和漆包线脱漆搪锡单元的有机配合,能够实现漆包线输送、装夹、切断、脱漆和搪锡整个生产工艺过程的自动化,极大提升了生产效率;
2.本发明通过采用磁吸的方式实现装夹模具的组合装配以及装夹模具在输送装置上的安装固定,使得装夹过程简单快捷,装夹模具可循环使用,降低了生产成本;
3.本发明通过等距步进送进的方式实现漆包线的送料,可使切断后的漆包线长度相同;通过等长度浸入的的方式实现漆包线端部的脱漆和搪锡,可使漆包线脱漆长度相同、搪锡效果一致,极大提升了产品品质的一致性。
附图说明
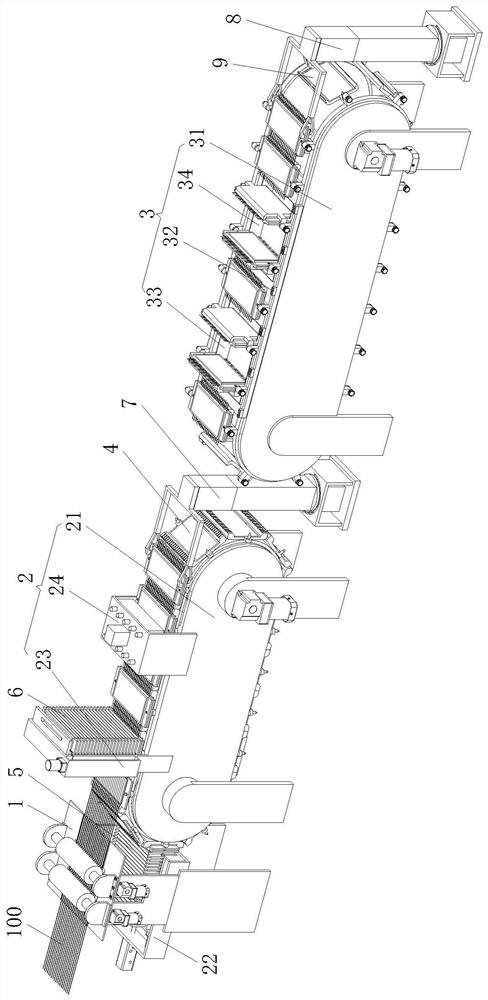
图1为本发明的整体立体结构示意图;
图2为本发明漆包线输送单元的立体结构示意图;
图3为所述捋线板的立体结构示意图;
图4为本发明漆包线装夹切断单元的立体结构示意图;
图5为本发明漆包线装夹切断单元的剖视结构示意图;
图6为所述第一装夹模具放置槽的立体结构示意图;
图7为所述装夹下模具自动上料装置的立体结构示意图;
图8为所述活动盒体的立体结构示意图;
图9为所述模具码堆叉的立体结构示意图;
图10为所述装夹下模具自动上料装置放置装夹下模具状态的立体结构示意图;
图11为装夹上模具自动上料装置的立体结构示意图;
图12为所述装夹上模具自动上料装置放置装夹上模具状态的立体结构示意图;
图13为本发明装夹模具的立体结构示意图;
图14为本发明装夹模具的剖视结构示意图;
图15为所述自动切断装置的立体结构意图;
图16为图5中A部的放大结构示意图;
图17为本发明漆包线脱漆搪锡单元的立体结构示意图;
图18为本发明漆包线脱漆搪锡单元的剖视结构示意图;
图19为所述第二装夹模具放置槽的立体结构示意图;
图20为所述脱漆槽和搪锡槽的位置分布结构示意图;
图21为所述第一机械手装置的立体结构示意图;
图22为所述第一机械手装置的剖视结构示意图。
图中:1漆包线输送单元、11输送支架、12捋线板、121捋线槽、122转动辊过口、13转动辊组、14输送电机、15轴承座、2漆包线装夹切断单元、21第一输送装置、211同步传动轮、212同步传送带、213同步传动轮安装架、214伺服电机、215支撑平台、22装夹下模具自动上料装置、220弹簧销、221上料支架、222固定盒体、223上料气缸、224活动盒体、225模具码堆叉、2251插板、2252插条、226上料电机、227上料丝杠、228上料螺母快、229上料推板、23装夹上模具自动上料装置、24自动切断装置、241龙门支撑架、242切断气缸、243切断刀片、244升降板、245预压架板、246导向柱、247压缩弹簧、3漆包线脱漆搪锡单元、31第二输送装置、311双联同步传动轮、312双联同步传送带、313双联同步传动轮安装架、314第二伺服电机、315承托板、32位姿切换机构、321定位齿轮、322转向齿条、33脱漆槽、331脱漆棉球、34搪锡槽、4第一装夹模具放置槽、41第一磁铁片、42第一定位柱、43嵌槽、5装夹下模具、51第一柔性垫层、52第三磁铁片、53第一定位孔、6装夹上模具、61第二柔性垫层、62第四磁铁片、63第二定位孔、7第一机械手装置、71底座、711限位槽口、72旋转气缸、73旋转立柱、74升降气缸、75升降立柱、76气动抓手、77限位柱、8第二机械手装置、9第二装夹模具放置槽、91第二磁铁片、92第二定位柱、100漆包线。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
请参阅图1,一种漆包线脱漆搪锡自动化生产设备,包括依次设置的漆包线输送单元1、漆包线装夹切断单元2、第一机械手装置7、漆包线脱漆搪锡单元3和第二机械手装置8。漆包线输送单元1用于多根漆包线100的平行同步送进,漆包线装夹切断单元2用于多根漆包线100的同时夹紧、连续送进和同时切断,第一机械手装置7用于将切断后的漆包线100连同装夹模具转移至漆包线脱漆搪锡单元3中,漆包线脱漆搪锡单元3用于多根切断后漆包线100的两个端部的先后同步定长脱漆和先后同步搪锡,第二机械手装置8用于将搪锡完成后的漆包线100连同装夹模具从漆包线脱漆搪锡单元上移除。
具体的,如图2所示,所述漆包线输送单元1包括输送支架11、焊接固定于输送支架11顶部的捋线板12、转动安装于捋线板12上的两组转动辊组13。输送支架11的侧面安装有输送电机14,输送电机14的输出轴端与转动辊组13的一个轴端传动连接。
优选的,输送电机14采用伺服减速电机,可高精度地控制转动辊组13的转速,从而保证漆包线100的输送线速。转动辊组13采用上、下两个对辊的转动辊,转动辊的外圆面设置有橡胶层,使得两个转动辊在对辊转动过程,橡胶层可将漆包线100夹紧并通过夹紧摩擦力将漆包线100连续单向送出,同时可避免转动辊的表面对漆包线100表面漆层造成刮伤。转动辊的两端通过轴承座15转动安装在捋线板12上,且位于捋线板12顶面上的轴承座15底部设置有橡胶垫(图中未示出),通过旋松/旋紧固定轴承座15的螺钉或改变橡胶垫的厚度,可调节上、下两个转动辊之间的间距,以适应不同直径的漆包线100的夹紧和输送需要。
进一步的,如图2和图3所示,所述捋线板12的顶面设置有若干个等距分布的捋线槽121,用于漆包线100输送过程中的定距排列和运动导向。捋线槽121的槽宽不小于所输送的漆包线100的外径尺寸,以保证漆包线100可轻松嵌入捋线槽121内,并能够顺畅地水平穿过捋线槽121。捋线槽121的数量个各个捋线槽121之间的间距根据后续漆包线100单次脱漆搪锡的作业密度要求而定,本实施例中捋线槽121的数量为19个,相邻两个捋线槽121的间距为10mm。捋线板12的顶面开设有与转动辊组13相对应的转动辊过口122,转动辊过口122位于捋线槽121中部位置,使上、下两个转动辊的对辊位置位于转动辊过口122内并与捋线槽121的垂直高度相对应。
如图4和图5所示,所述漆包线装夹切断单元2包括第一输送装置21、设置于第一输送装置21输入端的装夹下模具自动上料装置22、分别设置于第一输送装置21顶部的装夹上模具自动上料装置23和自动切断装置24。
具体的,所述第一输送装置21为同步传动轮211、同步传送带212、同步传动轮安装架213和第一伺服电机214组成的同步带传送装置。第一输送装置21的同步传送带212表面上固定设置有多个依次毗邻的第一装夹模具放置槽4。第一装夹模具放置槽4的宽度与预设的漆包线切断长度相同。
如图6所示,所述第一装夹模具放置槽4的槽底嵌装有第一磁铁片41,第一装夹模具放置槽4的槽底两端均设置有第一定位柱42。第一定位柱42的底端嵌入同步传送带212内,并通过螺钉与同步传送带212固定连接。优选的,第一装夹模具放置槽4的槽口顶面上开设有与捋线槽121相对应的嵌槽43,漆包线100位于嵌槽43内,使得漆包线100在第一输送装置21上进行传送的过程中能够保持平行的预设排列位姿,同时便于后续的切断压紧操作。
装夹下模具自动上料装置22位于第一输送装置21的左端部、漆包线输送单元1的正下方,用于连续地将装夹下模具5逐个送入第一装夹模具放置槽4内。如图7所示,所述装夹下模具自动上料装置22包括上料支架221、焊接固定于上料支架221顶部的固定盒体222、通过螺栓固定安装于固定盒体222外壁上的上料气缸223、固定安装于上料气缸223输出轴端并滑动设置于固定盒体222内的活动盒体224。上料气缸223推动活动盒体224水平移动至上料位置,并在完成单次上料后,拉动活动盒体224水平反向移动至原始位置。
固定盒体222和活动盒体223均为顶部和一侧开口的壳体结构。如图8所示,所述活动盒体224的一侧设置有传动组件安装室,活动盒体224在与侧部开口相对的一端设置有码堆叉嵌装室。传动组件安装室内转动连接有上料丝杠227,传动组件安装室的外壁上固定安装有上料电机226,上料电机226的输出端与上料丝杠227的一端传动连接,上料丝杠227上螺纹连接有上料螺母块228。上料螺母块228的两侧面分别与传动组件安装室的内壁滑动贴合连接,对上料螺母块228起到导向作用。
上料螺母块228的侧面上固定连接有位于活动盒体224内的上料推板229。传动组件安装室毗邻活动盒体224的侧板上开设有水平的槽口,以使上料推板229与上料螺母块228的连接部位能够水平穿过,使得上料螺母块228能够带动上料推板229水平行进。同时,上料推板229的顶部两侧分别开设有U型槽口。
码堆叉嵌装室内活动嵌装有模具码堆叉225。如图7和图9所示,所述模具码堆叉225由插板2251和固定于插板2251侧面上的两个相平行的插条2252组成。插板2251的底部插入码堆叉嵌装室内后,两个插条2252分别搭接于上料推板229上的两个U型槽口内,作为上料推板229行进过程中的辅助导向件。多个装夹下模具5在模具码堆叉225上码堆后,连同模具码堆叉225一起放置于活动盒体224内,完成装夹下模具5的手动补给,如图10所示。
优选的,活动盒体224的两侧内壁上分别嵌装有锥台体状的弹簧销220,用于非进料状态时位于最外侧的装夹下模具5的位置限定,以及进料状态时最外侧的装夹下模具5与次外侧装夹下模具5之间的辅助分离。
装夹上模具自动上料装置23固定于同步传动轮安装架213的顶部靠近装夹下模具自动上料装置的一侧,用于连续地将装夹上模具6逐个送入装夹下模具5上。装夹上模具自动上料装置23采用与装夹下模具自动上料装置22相似的结构。由于装夹上模具自动上料装置23采用由上而下的上料方式,装夹上模具6采用垂直下落的方式自动放置在装夹下模具5的正上方,因而与装夹下模具自动上料装置22相比较,省去固定盒体222和上料气缸223,直接将活动盒体224固定于同步传动轮安装架213的顶部,其余结构及工作方式与装夹下模具自动上料装置22相同,如图11所示。装夹上模具6码堆后装入装夹上模具自动上料装置23后的状态如图12所示。
装夹上模具6和装夹下模具5可拆卸地组合成用于装夹漆包线100的装夹模具。如图13和图14所示,装夹下模具5和装夹上模具6相互靠近的侧面分别固定有相配对的第一柔性垫层51和第二柔性垫层61。第一柔性垫层51和第二柔性垫层61采用耐高温的柔性材料,如耐火纤维布制成。装夹下模具5和装夹上模具6组装后,第一柔性垫层51和第二柔性垫层61将漆包线100夹紧固定于装夹模具内。
装夹下模具5和装夹上模具6相互背离的侧面内分别嵌装有相互吸引的第三磁铁片52和第四磁铁片62。装夹上模具6放置于装夹下模具5上后,第三磁铁片52和第四磁铁片62因磁场方向相同而相互吸引,使装夹上模具6固定组装于装夹下模具5上。装夹下模具5从装夹下模具自动上料装置22中推出而置于第一装夹模具放置槽4上后,第三磁铁片52和第一磁铁片41因磁场方向相同而相互吸引,使装夹下模具5固定吸附在第一装夹模具放置槽4内。
由于装夹下模具5在装夹下模具自动上料装置22内同方向码堆,因而相邻两个装夹下模具5上的第三磁铁片52也会相互吸引,使得多个装夹下模具5可以稳定可靠地码堆在模具码堆叉225上。同样的,装夹上模具6也以同样的方式稳定可靠地码堆在装夹上模具自动上料装置23的模具码堆叉225上。
优选的,第三磁铁片52和第一磁铁片41之间的磁吸力大于第三磁铁片52和第四磁铁片62之间的磁吸力,也大于两个第三磁铁片52相互之间的磁吸力以及两个第四磁铁片62之间的磁吸力,使得装夹下模具5从装夹下模具自动上料装置22中推出时,第一磁铁片41可吸引第三磁铁片52而使最外侧的装夹下模具5与次外侧的装夹下模具5分离而吸附于第一装夹模具放置槽4上;装夹上模具6从装夹上模具自动上料装置23中推出时,在第一磁铁片41和第三磁铁片52一同吸引第四磁铁片62而使最外侧的装夹上模具6与次外侧的装夹上模具6分离而吸附于装夹下模具5上。
装夹下模具5的两端均设置有第一定位孔53,装夹上模具6的两端均设置有第二定位孔63。第一定位孔53与第一装夹模具放置槽4上的第一定位柱42相配合,用于装夹下模具5在第一装夹模具放置槽4上的位置确定,第二定位孔63与第一装夹模具放置槽4上的第一定位柱42相配合,用于装夹上模具6在装夹下模具5上的位置确定。
同步传动安装架213的内壁顶部固定连接有位于同步传送带212下方的支撑平台215。同步传送带212的底面与支撑平台215的顶面滑动贴合连接,以保证同步带212顶部各运动部件运动过程的平稳性,同时作为后续漆包线切断操作的支撑件。
自动切断装置24用于装夹模具内漆包线100的等长切断。如图15和图16所示,所述自动切断装置24包括龙门支撑架241、安装于龙门支撑架241顶面上的切断气缸242、固定于切断气缸242输出轴端的切断刀片243。龙门支撑架241通过螺栓连接固定于同步传动轮安装架213的顶部远离装夹下模具自动上料装置22的一侧。切断刀片243与漆包线100的长度方向相垂直,切断气缸242驱动切断刀片243向下移动并作用于相邻两个第一装夹模具放置槽4的毗邻处,完成漆包线100的整体切断。
优选的,切断刀片243的顶部一体设置有升降板244,升降板244的外部设置有预压架板245,预压架板245内螺纹连接有多个导向柱246,导向柱246滑动套接于升降板244内且导向柱246的顶部活动贯穿至龙门支撑架241的顶部。升降板244与预压架板245之间设置有套设在导向柱246底部段外的压缩弹簧247。预压架板245的底面中心设置有凸台,凸台内开设有供切断刀片243穿过的通口。
当相邻两个第一装夹模具放置槽4的毗邻处位于切断刀片243正下方时,切断气缸242驱动切断刀片243向下移动,此时凸台嵌入相邻两个装夹模具之间的位置内并压在漆包线100上,随着升降板244的继续下降,压缩弹簧247不断压缩而逐渐增大对预压架板245向下的推力,凸台逐渐将待切断处的漆包线100压紧;切断刀片243继而下移将漆包线100快速切断;切断气缸242反向工作,将切断刀片243和预压架板245向上提起复位,完成切断过程。
如图17和图18所示,所述漆包线脱漆搪锡单元3包括第二输送装置31、分别设置于第二输送装置31上的位姿切换机构32、脱漆槽33和搪锡槽34。所述第二输送装置31为双联同步传动轮311、双联同步传送带312、双联同步传动轮安装架313和第二伺服电机314组成的双联同步带传送装置。两个双联同步传送带312的表面等距固定有多个成对设置的转动连接座,每个转动连接座上连接有可转动定位的第二装夹模具放置槽9。第二装夹模具放置槽9的宽度与第一装夹模具放置槽4的宽度相同,且相邻两个第二装夹模具放置槽9之间的中心间距不小于预设的漆包线切断长度。
如图19所示,所述第二装夹模具放置槽9的两端分别设置有转动柱,转动柱与转动连接座采用过渡配合,使得第二装夹模具放置槽9在行进过程中可在转动连接座上的任意角度位置保持位姿不变。第二装夹模具放置槽9的槽底嵌装有第二磁铁片91,第二装夹模具放置槽9的槽底两端均设置有第二定位柱92。第二磁铁片91与第一磁铁片41的结构和功能相同,第二定位柱92与第一定位柱42的结构和功能相同。
如图20所示,所述双联同步传动轮安装架313的顶部之间固定设置承托板315,承托板315的顶面分别设置有脱漆槽33和搪锡槽34。脱漆槽33内盛放有脱漆剂(如Q/YS.903-2型脱漆剂),用于切断后漆包线100两端部表面绝缘漆层的脱除。搪锡槽34内设置有电加热器(图中未示出),用于给搪锡槽34内的液态锡金属加热,保持锡金属的液态流动性和在铜线表面的附着特性。
优选的,脱漆槽33内设置有多个脱漆棉球331,漆包线100的端部经脱漆剂浸泡后,表面漆层松脱,经过脱漆棉球311的摩擦接触后,可使漆层彻底从铜线的表面完全脱落,以保证后续的搪锡效果。
位姿切换机构32包括固定于第二装夹模具放置槽9一端的定位齿轮321、固定于双联同步传动轮安装架313顶面边缘上的多个转向齿条322。多个转向齿条322根据装夹模具位姿切换顺序依次设定,即转向齿条322以“A—B—A—A—B—A”的次序排列,并在定位齿轮321直线行进过程中与定位齿轮321依次啮合传动,其中A代表半齿数齿条,能够使定位齿轮321顺时针转动90°,B代表全齿数齿条,能够使定位齿轮321顺时针转动180°。两个全齿数齿条分别对应位于脱漆槽33和搪锡槽34的中部侧方。
第一机械手装置7用于将位于第一装夹模具放置槽4内的装夹模具逐个转移至第二装夹模具放置槽9内。如图21和图22所示,所述第一机械手装置7包括底座71、固定安装于底座71内的旋转气缸72、固定于旋转气缸72顶部输出轴端的转动立柱73。旋转气缸72可驱动转动立柱73进行180°的往复转动。优选的,转动立柱73的底部转动嵌装于底座71的顶面,转动立柱73的底部边缘固定设置有限位柱77。底座71的顶面开设有弧形的限位槽口711,限位柱77位于限位槽口711内。
转动立柱73内固定安装有升降气缸74,升降气缸74的顶部输出轴端固定连接有滑动插接于转动立柱73内的升降立柱75,升降气缸74可驱动升降立柱75垂向移动。转动立柱73的顶部为多边形壳体结构,升降立柱75的底部为多边形结构,升降立柱75的底部滑动插接于转动立柱73的顶部,实现升降立柱75垂直升降过程中的导向。
升降立柱75的顶部两侧分别设置有气动抓手76。第一装夹模具放置槽4位于同步传送带212顶部水平段末端的位置作为装夹模具的抓取位置,两个气动抓手76的初始位置分别位于该位置上对应的第一装夹模具放置槽4的两端部。
第二机械手装置8与第一机械手装置7的结构相同,用于将装夹模具从第二装夹模具放置槽9内移除。
本发明的具体使用步骤如下:
1、物料准备:
1.1码堆装夹模具:将多个装夹下模具5在模具码堆叉225上码堆后,连同模具码堆叉225一起放置于装夹下模具自动上料装置22内;将多个装夹上模具6在模具码堆叉225上码堆后,连同模具码堆叉225一起放置于装夹上模具自动上料装置23内;
1.2排列和引入漆包线:将多条漆包线100分别嵌入捋线槽121内并引入转动辊组13中;
1.3放置脱漆剂和锡金属:将脱漆剂倒入脱漆槽33内,使脱漆剂的液面达到预设的脱漆高度;将液态的锡金属倒入搪锡槽34内,使液态锡金属的液面达到预设的搪锡高度;
2、漆包线自动上料、装夹和切断:
启动装置的电气控制系统,各个电气元件初始化,并根据预设的控制程序分别同步地执行以下过程:
2.1漆包线自动上料:输送电机14工作,驱动转动辊组13转动,转动辊组13将漆包线100步进地等长送进,每次送进的长度为预设的漆包线切断长度,使得后续切断后的漆包线长度均相同,一致性好;
2.2装夹下模具自动上料:上料气缸223推动活动盒体224水平移动至上料位置,此时两个插条2252的端部与第一输送装置21上位于最左端的第一装夹模具放置槽4的两个第一定位柱42的末端对接;
上料电机226通过上料丝杠227和上料螺母块228驱动上料推板229向前移动一个单位距离,即装夹下模具5的厚度,使位于最外侧的装夹下模具5移动至第一装夹模具放置槽4上;最外侧的装夹下模具5在移动过程中,将弹簧销220压入活动盒体224的内部,当最外侧的装夹下模具5位于弹簧销220外侧时,弹簧销220自动弹出并伸入最外侧和次外侧的两个装夹下模具5之间,将最外侧的装夹下模具5与次外侧的装夹下模具5分离;在第三磁铁片52对第一磁铁片41的磁性引力作用下,装夹下模具5被固定吸附在第一装夹模具放置槽4内;上料气缸223反向动作,拉动活动盒体224至初始位置;
2.3装夹下模具步进送进:第一伺服电机214通过同步传动轮211和同步传送带212的传动驱动第一装夹模具放置槽4步进地等距送进,每次送进的距离为预设的漆包线切断长度;
2.4装夹上模具自动上料:当装载有装夹下模具5的第一装夹模具放置槽4行进至装夹上模具自动上料装置23的正下方位置时,装夹上模具自动上料装置23内的上料电机226通过上料丝杠227和上料螺母块228驱动对应的上料推板229向下移动一个单位距离,即装夹上模具6的厚度,使位于最外侧的装夹上模具6移动并下落至该装夹下模具5上;最外侧的装夹上模具6在移动过程中,将弹簧销220压入活动盒体224的内部,当最外侧的装夹上模具6位于弹簧销220外侧时,弹簧销220自动弹出并伸入最外侧和次外侧的两个装夹上模具6之间,将最外侧的装夹上模具6与次外侧的装夹上模具6分离;在第一磁铁片41和第三磁铁片52和第一磁铁片41对第四磁铁片62的磁性引力作用下,装夹上模具6被固定吸附在装夹下模具5上;此时,装夹上模具6和装夹下模具5自动将漆包线100紧压住;
2.5漆包线自动切断:第一输送装置21继续步进地行进,将夹有漆包线100的装夹模具输送至自动切断装置24的工作位置;切断气缸242驱动切断刀片243向下移动,此时凸台嵌入相邻两个装夹模具之间的位置内并压在漆包线100上,随着升降板244的继续下降,压缩弹簧247不断压缩而逐渐增大对预压架板245向下的推力,凸台逐渐将待切断处的漆包线100压紧;切断刀片243继而下移将漆包线100快速切断;切断气缸242反向工作,将切断刀片243和预压架板245向上提起复位;
3、装夹模具转移:第一输送装置21将装夹模具送至抓取位置,两个气动抓手76同时动作,将装夹模具夹住,升降气缸74动作使升降立柱75上升,则两个气动抓手76将装夹模具垂直抬起并与第一装夹模具放置槽4分离;旋转气缸72驱动转动立柱73转动180°,使装夹模具位于第二装夹模具放置槽9的正上方;升降气缸74反向动作使升降立柱75下降,则两个气动抓手76将装夹模具垂直放置在第二装夹模具放置槽9中,气动抓手76将装夹模具松开;第二输送装置31将装夹模具水平移出放置位置,旋转气缸72驱动转动立柱73反向转动180°,使气动抓手76重新位于抓取位置;
4、漆包线脱漆、搪锡:
4.1漆包线脱漆:第二伺服电机314通过双联同步传动轮311和双联同步传送带312的传动驱动装载有装夹模具的第二装夹模具放置槽9步进地等距送进,每次送进的距离为相邻两个第二装夹模具放置槽9之间的中心间距;
第二装夹模具放置槽9在行进过程中,其端部的定位齿轮321与最外侧的转向齿条322(半齿数齿条)啮合传动,使水平状态的装夹模具顺时针转动90°而处于垂直状态,此时漆包线100的一端浸入脱漆槽33内的脱漆剂内,漆包线100在行进过程中与脱漆剂不断接触而使表面漆层脱落;第二装夹模具放置槽9继续行进,其端部的定位齿轮321与次外侧的转向齿条322(全齿数齿条)啮合传动,使装夹模具顺时针转动180°,漆包线100的另一端浸入脱漆槽33内的脱漆剂内,漆包线100的端部在行进过程中与脱漆剂不断接触而使表面漆层脱落;
4.2装夹模具过渡段位姿调整:
第二装夹模具放置槽9继续行进,其端部的定位齿轮321与第三个转向齿条322(半齿数齿条)啮合传动,使垂直状态的装夹模具顺时针转动90°而重新处于水平状态,此时漆包线100从脱漆槽33内移出;
4.3漆包线搪锡:第二伺服电机314驱动第二装夹模具放置槽9继续行进,其端部的定位齿轮321与第四个转向齿条322(半齿数齿条)啮合传动,使水平状态的装夹模具顺时针转动90°而再次处于垂直状态,此时漆包线100的一端脱漆部位浸入搪锡槽34内的液态锡金属内,漆包线100的脱漆部位在行进过程中与液态锡金属不断接触而使表面搪锡;第二装夹模具放置槽9继续行进,其端部的定位齿轮321与第五个转向齿条322(全齿数齿条)啮合传动,使装夹模具顺时针转动180°,漆包线100的另一端脱漆部位浸入脱漆槽33内的脱漆剂内,搪锡槽34内的液态锡金属内,漆包线100的脱漆部位在行进过程中与液态锡金属不断接触而使表面搪锡;
4.4装夹模具输出位姿调整:
第二装夹模具放置槽9继续行进,其端部的定位齿轮321与最后一个转向齿条322(半齿数齿条)啮合传动,使垂直状态的装夹模具顺时针转动90°而重新处于水平状态,此时漆包线100从搪锡槽34内移出;
5、装夹模具下料:第二输送装置31将夹持有搪锡后的漆包线的装夹模具送至第二机械手装置8的抓取位置,第二机械手装置8通过与第一机械手装置7相似的抓取过程将位于第二输送装置31顶部水平段末端的装夹模具逐个转移至下料输送带(图中未示出)上;
6、装夹模具拆分:通过手动将夹持有搪锡后的漆包线的装夹模具分开,使搪锡后的漆包线集中收集,用于后续的加工作业;将拆分开的装夹下模具5和装夹上模具6分别重新码堆,进行循环使用。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种漆包线脱漆搪锡自动化生产设备
- 一种漆包线自动脱漆浸锡机械手