自动螺丝螺母装配专机
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及自动化机械加工领域,更具体的说,尤其涉及一种自动螺丝螺母装配专机。
背景技术
传统的螺丝螺母装配方式为手持式电动螺丝起子作业,一手拿螺丝、一手拿电批或气批的锁螺丝动作。随后又诞生了自动螺丝机,这种螺丝机可以解放一只手出来,只需一只手提起起子对准螺丝孔位锁螺丝即可。当锁完一颗螺丝后也只需提起起子对准下一个螺丝孔位锁螺丝,机器会自动在提起起子的瞬间将一个螺丝输送到起子下,等待锁下一粒螺丝,但是如此重复的动作既浪费劳动力,又效率低下。
为了节约人工成本又提高生产组装效率,螺丝螺母装配机构都开始逐渐自动化,如专利申请号“201420394778.0”,名称为“一种装配螺丝机构”的专利文件中公开的一种装配螺丝机构,包括第一支撑块、第二支撑块、第三支撑块、两根平行设置的导向杆、电动螺丝批和螺丝批驱动臂,导向杆穿过第一支撑块、第二支撑块和第三支撑块,螺丝批驱动臂穿过第一支撑块和第二支撑块并与第一支撑块固定连接,第一支撑块与第二支撑块之间设置有第一弹簧,第一弹簧同时套设在螺丝批驱动臂上,第二支撑块与第三支撑块之间设置有第二弹簧,第二支撑块的一端设置有螺丝批定位块,电动螺丝批穿过螺丝批定位块,电动螺丝批端部的螺丝批头穿过第三支撑块并指向待安装的铅笔刀外壳的安装孔。但是像螺丝、螺母等配件较小,取料难,装配难,操作起来不便,生产效率低,一直是一道瓶颈工序。
发明内容
本发明的目的在于解决现有的自动螺丝螺母装配机的局限性较多、浪费劳动力,安全性低、效率不高的问题,提出了一种自动螺丝螺母装配专机,自动化程度高,能够节省人力,保护人生安全,提高工作效率。
本发明通过以下技术方案来实现上述目的:一种自动螺丝螺母装配专机,包括螺丝上料机构、螺母上料机构、装盘分拣机构和凸轮机构。
所述螺丝上料机构包括离心机、提升机和螺丝下料轨道,所述提升机紧靠在所述离心机的一侧,所述螺丝下料轨道的入口与所述离心机的外边缘连接。
所述螺母上料机构包括螺母振动盘、振动盘支架和螺母下料轨道,所述螺母振动盘安装在所述振动盘支架上,所述螺母振动盘的上方隔音罩顶部放设置有一扇门,所述螺母下料轨道的入口与所述螺母振动盘的左侧边缘连接,且螺母上料机构放置在所述螺丝上料机构的前方。
所述装盘分拣机构包括电控箱、电批、电批驱动电机、刮板、良品出料轨道、不良品出料轨道、不良品下料气缸、工位转盘、分割器,所述装盘分拣机构设置在一个封闭支架上,所述封闭支架内部安装有电控箱,电控箱设置在装盘分拣机构下方;所述分割器设置在所述电控箱上方,所述分割器上端的输出轴连接所述工位转盘的底部并驱动所述工位转盘的转动;所述工位转盘后方有一个刮板,所述良品出料轨道设置在所述刮板正下方;所述工位转盘一侧设置有不良品下料气缸,不良品出料轨道设置在不良品下料气缸的正下方,不良品下料气缸工作时驱动非良品工件从工位转盘中落入不良品出料轨道中;所述工位转盘有个结构完全相同的工位,工位转盘通过若干立柱支撑在封闭支架上;所述工位转盘的其中一个工位的正上方设置有电批,所述电批上方连接有驱动电批工作的电批驱动电机;所述螺丝下料轨道的出口正对工位转盘的边缘入口,螺丝经过螺丝下料轨道进入工位转盘的各个工位中。
所述凸轮机构包括凸轮传送皮带、螺母上升下降顶杆、螺母错位顶杆、螺母错位端面凸轮、螺母上升下降凸轮和凸轮整体上升下降手摇环,所述凸轮机构安装在所述装盘分拣机构的电控箱上部,凸轮机构通过凸轮传送带与所述分割器侧面的输出轴相连,分割器通过凸轮传送带向所述凸轮机构提供动力;所述螺母错位端面凸轮、螺母上升下降顶杆凸轮通过转动轴连接,转动轴与分割器侧面的输出轴通过凸轮传送带连接;所述螺母错位端面凸轮连接螺母错位顶杆,螺母错位端面凸轮在转动轴旋转时带动所述螺母错位顶杆水平运动;所述螺母上升下降顶杆凸轮连接所述螺母上升下降顶杆,螺母上升下降顶杆凸轮在转动轴旋转时带动螺母上升下降顶杆做升降运动;所述螺母错位顶杆两侧对称设置了驱动所述螺母错位顶杆升降的所述凸轮整体上升下降手摇环;所述螺母下料轨道的出口设置在凸轮机构上方,螺母从螺母下料轨道的出口落到凸轮机构的螺母错位顶杆上,通过螺母错位顶杆调节螺母的水平位置,螺母上升下降顶杆调节螺母的竖直高度,从而使螺母调整到电批的正下方。
进一步的,所述自动螺丝螺母装配专机还包括人工操作装置,人工操作装置包括触摸屏、启动停止急停按钮、报警器、玻璃外罩和上罩,上罩整体罩在封闭支架上方且将装盘分拣机构和凸轮机构罩住,玻璃外罩设置在上罩的侧面上,所述触摸屏、启动停止急停按钮设置在所述玻璃外罩上,所述报警器设置在所述上罩的顶面上。
本发明的总体的工作工程为,螺丝通过提升机加入离心机自动上料;螺母通过振动盘自动上料到上料工位;然后通过间歇式分割器把转盘分为运动和停止两种状态,在转盘停止时,螺母通过端面凸轮进行错位推送,然后通过曲面凸轮把螺母往上顶,同时也带动螺丝往上顶,当螺丝外六角头顶到电批,电批带着螺丝做旋转运动,直接把螺丝锁到螺母里,进去下一个工位,直到螺母进入不良品筛选工位,在这用光电传感器进行感应:可以分辨螺母是否有装,是否有装到位,并进行计数,如果是不良品,不良品推送气缸启动,把不良品推入不良品出料口,其余的良品进入在良品工位通过固定刮板刮入良品出料口。
本发明的有益效果在于:本发明整体结构设计使用转盘式间歇式装配方式,可以节省成本,减少设备的占用空间,使资源最优化,设有报警器,提高了生产的安全可控性。本发明的螺丝上料机构以及螺母上料机构无需人工前往所在工位进行加料,只需通过流水线将所需螺丝加入上料,节省了人力。本发明的装盘分拣机构可利用光电感应进行计数,并且判断螺丝螺母是否安装到位,更具智能化。本发明的凸轮机构能对螺母定位,实现精准的控制。
附图说明
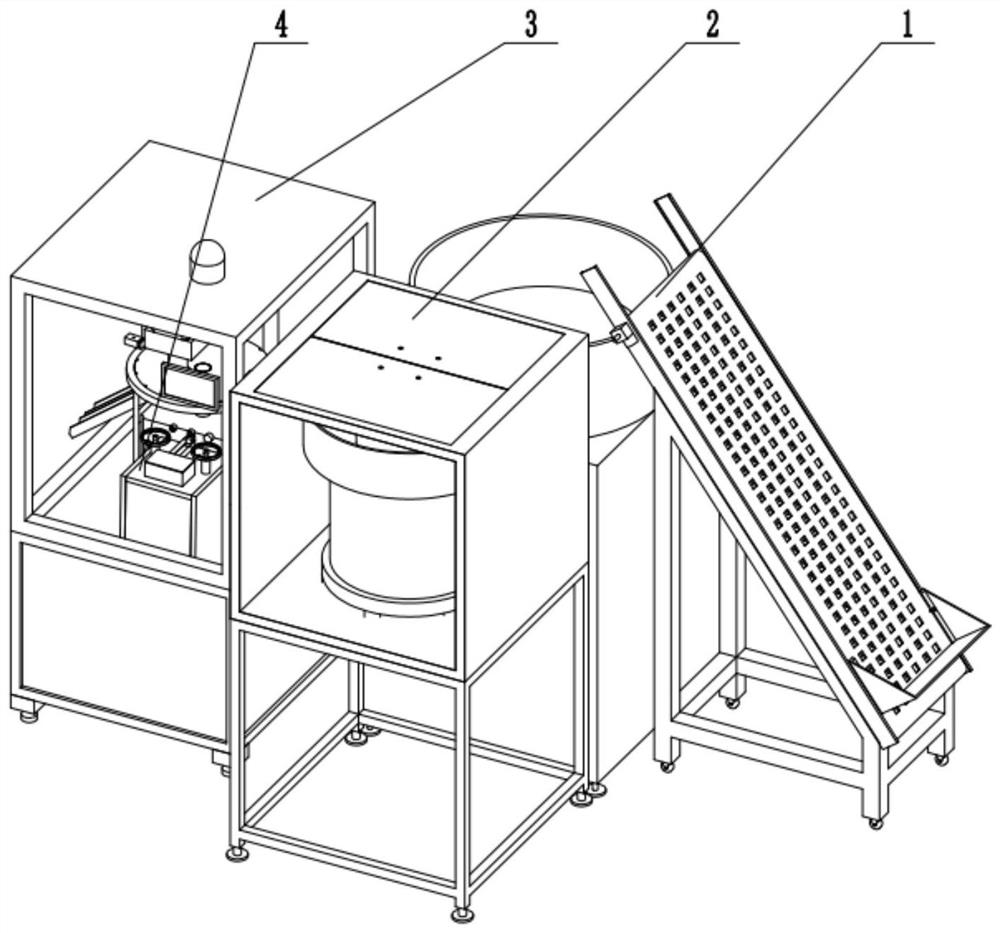
图1是本发明自动螺丝螺母装配专机的轴测图。
图2是本发明螺丝上料机构的轴测图
图3是本发明螺母上料机构的轴测图。
图4是本发明装盘分拣机构的轴测图。
图5是本发明凸轮机构的透视轴测图
图中,1-螺丝上料机构、2-螺母上料机构、3-装盘分拣机构、4-凸轮机构、11-提升机、12-离心机、13-螺丝下料轨道、21-门、22-螺母振动盘、23-螺母下料轨道、24-振动盘支架、30-启动急停按钮、31-触摸屏、32-报警器、33-上罩、34-电批驱动电机、35-电批、36-16工位转盘、37-刮板、38-良品出料轨道、39-凸轮传送皮带、40-螺母错位端面凸轮、41-凸轮整体上升下降手摇环、42-螺母错位顶杆、43-螺母上升下降顶杆、44-螺母上升下降顶杆凸轮、50-不良品下料气缸、51-不良品出料轨道、52-电控箱、53-分割器、54-玻璃外罩。
具体实施方式
下面结合附图对本发明作进一步说明:
如图1~5所示,一种自动螺丝螺母装配专机,包括螺丝上料机构1、螺母上料机构2、装盘分拣机构3和凸轮机构4。
所述螺丝上料机构1包括离心机12、提升机11和螺丝下料轨道13,所述提升机紧靠在所述离心机12的一侧,所述螺丝下料轨道13的入口与所述离心机12的外边缘连接。
所述螺母上料机构2包括螺母振动盘22、振动盘支架24和螺母下料轨道23,所述螺母振动盘22安装在所述振动盘支架24上,所述螺母振动盘22的上方隔音罩顶部放设置有一扇门21,所述螺母下料轨道23的入口与所述螺母振动盘22的左侧边缘连接,且螺母上料机构2放置在所述螺丝上料机构1的前方。
所述装盘分拣机构3包括电控箱52、电批35、电批驱动电机34、刮板37、良品出料轨道50、不良品出料轨道51、不良品下料气缸38、16工位转盘36、分割器53,所述装盘分拣机构3设置在一个封闭支架上,所述封闭支架内部安装有电控箱52,电控箱52设置在装盘分拣机构3下方;所述分割器53设置在所述电控箱52上方,所述分割器53上端的输出轴连接所述16工位转盘36的底部并驱动所述16工位转盘36的转动;所述16工位转盘36后方有一个刮板37,所述良品出料轨道50设置在所述刮板37正下方;所述16工位转盘36一侧设置有不良品下料气缸38,不良品出料轨道51设置在不良品下料气缸38的正下方,不良品下料气缸38工作时驱动非良品工件从16工位转盘36中落入不良品出料轨道51中;所述16工位转盘36有16个结构完全相同的工位,16工位转盘36通过若干立柱支撑在封闭支架上;所述16工位转盘36的其中一个工位的正上方设置有电批37,所述电批37上方连接有驱动电批37工作的电批驱动电机34;所述螺丝下料轨道13的出口正对16工位转盘36的边缘入口,螺丝经过螺丝下料轨道13进入16工位转盘36的各个工位中。
所述凸轮机构4包括凸轮传送皮带39、螺母上升下降顶杆43、螺母错位顶杆42、螺母错位端面凸轮40、螺母上升下降凸轮44和凸轮整体上升下降手摇环41,所述凸轮机构安装在所述装盘分拣机构3的电控箱52上部,凸轮机构通过凸轮传送带与所述分割器53侧面的输出轴相连,分割器53通过凸轮传送带39向所述凸轮机构4提供动力;所述螺母错位端面凸轮40、螺母上升下降顶杆凸轮44通过转动轴连接,转动轴与分割器53侧面的输出轴通过凸轮传送带39连接;所述螺母错位端面凸轮40连接螺母错位顶杆42,螺母错位端面凸轮40在转动轴旋转时带动所述螺母错位顶杆42水平运动;所述螺母上升下降顶杆凸轮44连接所述螺母上升下降顶杆43,螺母上升下降顶杆凸轮44在转动轴旋转时带动螺母上升下降顶杆43做升降运动;所述螺母错位顶杆42两侧对称设置了驱动所述螺母错位顶杆42升降的所述凸轮整体上升下降手摇环41;所述螺母下料轨道23的出口设置在凸轮机构4上方,螺母从螺母下料轨道23的出口落到凸轮机构4的螺母错位顶杆42上,通过螺母错位顶杆42调节螺母的水平位置,螺母上升下降顶杆43调节螺母的竖直高度,从而使螺母调整到电批37的正下方。
所述自动螺丝螺母装配专机还包括人工操作装置,人工操作装置包括触摸屏31、启动停止急停按钮30、报警器32、玻璃外罩54和上罩33,上罩33整体罩在封闭支架上方且将装盘分拣机构3和凸轮机构4罩住,玻璃外罩54设置在上罩33的侧面上,所述触摸屏、启动停止急停按钮30设置在所述玻璃外罩54上,所述报警器设置在所述上罩33的顶面上。
本发明的总体的工作工程为,螺丝通过提升机加入离心机自动上料;螺母通过振动盘自动上料到上料工位;然后通过间歇式分割器把转盘分为运动和停止两种状态,在转盘停止时,螺母通过端面凸轮进行错位推送,然后通过曲面凸轮把螺母往上顶,同时也带动螺丝往上顶,当螺丝外六角头顶到电批,电批带着螺丝做旋转运动,直接把螺丝锁到螺母里,进去下一个工位,直到螺母进入不良品筛选工位,在这用光电传感器进行感应:可以分辨螺母是否有装,是否有装到位,并进行计数,如果是不良品,不良品推送气缸启动,把不良品推入不良品出料口,其余的良品进入在良品工位通过固定刮板刮入良品出料口。
上述实施例只是本发明的较佳实施例,并不是对本发明技术方案的限制,只要是不经过创造性劳动即可在上述实施例的基础上实现的技术方案,均应视为落入本发明专利的权利保护范围内。