箱型梁自动寻位焊接装置
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及焊接工装技术领域,尤其是一种箱型梁自动寻位焊接装置。
背景技术
现有箱型梁焊接采用人工焊接,焊接劳动强度极大,效率低,质量难以保证。
另外还有采用接触式寻位来接焊缝,适用于直焊缝及工件装夹稳定,确保焊接时不发生明显的位移。因为采用多点接触工寻位,所以耗时长,效率低。
发明内容
为了克服现有的箱型梁焊接存在的不足,本发明提供了一种箱型梁自动寻位焊接装置。
本发明解决其技术问题所采用的技术方案是:一种箱型梁自动寻位焊接装置,包括地轨,地轨上有两组机器人焊接装置,机器人焊接装置的焊枪端部安装有焊缝跟踪装置,与地轨平行的位置有变位机和移动变位机。
根据本发明的另一个实施例,进一步包括,地轨包括基座,基座的两侧固定有直线滑轨,直线滑轨上安放有移动平台,移动平台上通过螺栓固定有伺服电机,伺服电机的输出轴上安装有齿轮,齿轮与直线滑轨上的齿条啮合,直线滑轨上通过螺栓固定有拖链槽,拖链槽内安放有拖链,拖链内的线缆与伺服电机连接,直线滑轨上通过螺栓覆盖有盖板。
根据本发明的另一个实施例,进一步包括,机器人焊接装置的焊枪的前端固定有激光跟踪器安装板,激光跟踪器安装板上通过螺栓安装有激光跟踪器。
根据本发明的另一个实施例,进一步包括,变位机和移动变位机都包含有变位机座,变位机座通过转轴安装有齿盘,齿盘上通过螺栓安装有变位旋转平台,变位旋转平台上安装有夹紧固定座,齿盘与变位机伺服电机上的驱动齿啮合。
根据本发明的另一个实施例,进一步包括,移动变位机的变位机座放置在移动变位机地轨上。
本发明的有益效果是,这种箱型梁自动寻位焊接装置使焊接工作效率大大提高了,节约了辅助时间、减轻了劳动强度,产品一致性好,工件质量稳定,成品率提高。
附图说明
下面结合附图和实施例对本发明进一步说明。
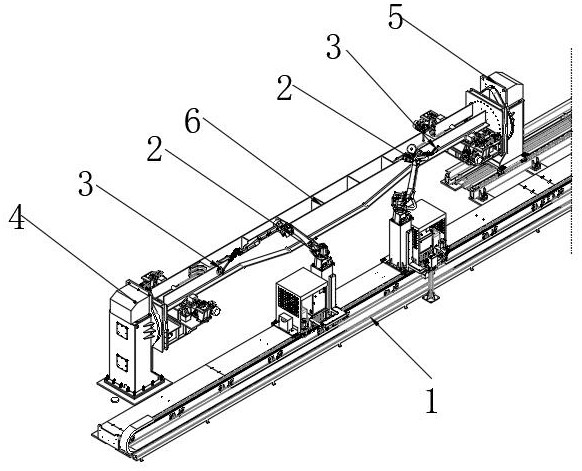
图1是本发明的结构示意图;
图2是本发明的地轨的结构示意图;
图3是本发明的焊接机器人装置端部的焊缝跟踪装置的配装示意图;
图4是本发明的变位机的结构示意图;
图5是本发明的移动变位机的结构示意图;
图中1、地轨,2、机器人焊接装置,3、焊缝跟踪装置,4、变位机,5、移动变位机,6、箱型梁;
1-1、基座,1-2、移动平台,1-3、伺服电机,1-4、齿轮,1-5、齿条,1-6、直线滑轨,1-7、拖链槽,1-8、拖链,1-9、盖板;
2-1、焊枪;
3-1、激光跟踪器安装板,3-2、激光跟踪器;
4-1、变位机座,4-2、齿盘,4-3、变位机伺服电机,4-4、驱动齿,4-5、夹紧固定座,4-6、变位旋转平台;
5-1、移动变位机地轨。
具体实施方式
如图1-是本发明的结构示意图,一种箱型梁自动寻位焊接装置,包括地轨1,地轨1上有两组机器人焊接装置2,机器人焊接装置2的焊枪端部安装有焊缝跟踪装置3,与地轨1平行的位置有变位机4和移动变位机5。
这种箱型梁自动寻位焊接装置在使用的时候,地轨1上的机器人焊接装置2能够进行左右平移,进而对不同的焊接位置进行焊接,机器人焊接装置2采用四大家族之一FANUC,型号为:M-10iA_8L,是一款电缆内置式智能化功能的高性能操作机器人,适合各种弧焊应用,具有重量超轻、结构紧凑的特点。采用最先进的伺服技术,可以提高机器人的动作速度和精确度,提高弧焊系统的工作效率,随后通过焊缝跟踪装置3对焊接位置进行引导,确保焊接的精度,最后通过变位机4和移动变位机5对焊接的箱型梁6进行位置固定以及角度翻转,进而快速的完成焊接操作,提高工作效率。
根据本发明的另一个实施例,进一步包括,地轨1包括基座1-1,基座1的两侧固定有直线滑轨1-6,直线滑轨1-6上安放有移动平台1-2,移动平台1-2上通过螺栓固定有伺服电机1-3,伺服电机1-3的输出轴上安装有齿轮1-4,齿轮1-4与直线滑轨1-6上的齿条1-5啮合,直线滑轨1-6上通过螺栓固定有拖链槽1-7,拖链槽1-7内安放有拖链1-8,拖链1-8内的线缆与伺服电机1-3连接,直线滑轨1-6上通过螺栓覆盖有盖板1-9。
移动平台1-2固定在直线滑轨1-6的滑块上,直线滑轨1-6固定的基座1-1上,通过伺服电机1-3控制齿轮1-4,使齿轮1-4在齿条1-5上准确移动,从而使移动平台1-2能够准确移动,为使整台焊接机器人整体移动提供动力。
拖链1-8及拖链槽1-7对电缆及气管起到保护作用,而盖板1-9对直线滑轨1-6及齿条1-5同样起到保护作用。
机器人焊接装置2通过螺栓安装在移动平台1-2上。
根据本发明的另一个实施例,进一步包括,机器人焊接装置2的焊枪2-1的前端固定有激光跟踪器安装板3-1,激光跟踪器安装板3-1上通过螺栓安装有激光跟踪器3-2。
激光跟踪器3-2射出激光束后,通过激光跟踪器3-2的接收系统,将接收到数据传输给激光处理器,激光处理器通过一系列的运算,得到焊缝的位置、到焊枪2-1的距离等相关数据,并将数据实时传输给焊接机器人装置2,焊接机器人装置2根据接收到的数据自动及时调整焊枪2-1姿态及焊接参数,以达到最佳的焊接效果。能实现每条焊缝都有较佳的位置,达到焊接质量稳定。
根据本发明的另一个实施例,进一步包括,变位机4和移动变位机5都包含有变位机座4-1,变位机座4-1通过转轴安装有齿盘4-2,齿盘4-2上通过螺栓安装有变位旋转平台4-6,变位旋转平台4-6上安装有夹紧固定座4-5,齿盘4-2与变位机伺服电机4-3上的驱动齿4-4啮合。
箱型梁6通过夹紧固定座4-1固定在变位旋转平台4-6上,通过变位旋转平台4-6旋转,达到焊接的最佳位置,为焊出高质量焊缝及稳定的焊接质量提供有效保证。
伺服电机4-3上的驱动齿4-4带动齿盘4-2进行转动,进而带动变位旋转平台4-6进行旋转引动,便于焊接机器人装置2寻找到合适的焊接位置。
根据本发明的另一个实施例,进一步包括,移动变位机5的变位机座4-1放置在移动变位机地轨5-1上。
根据箱型梁6的长度,移动变位机5在移动变位机地轨5-1上进行相应的移动,移动到合适的位置将箱型梁6放置在移动变位机5以及变位机4上,并且通过移动变位机5以及变位机4上的夹紧固定座4-5将箱型梁6进行固定锁止,当箱型梁6固定锁止之后,利用箱型梁6自身的刚度,即可对移动变位机5的位置进行固定。
以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本发明的保护范围内。