一种过滤装置
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及设备处理领域,特别涉及一种过滤装置。
背景技术
随着人们生活水平的提高,人们对固体物质的颗粒大小要求也相应提高,例如污泥,但是污泥本身质地松散,且含水量高,而且包含较多体积较大的固体物质,譬如螺钉、沙石、玻璃碎片等,在对污泥进行下一步加工处理时,体积较大的固体物质容易使该处理的装置造成堵塞、磨损破坏,增加清洁工人清洁工作量,减少处理装置的寿命,同时,较大固体硬物的存在也容易使污泥整体的力学性能下降,结构断续、松散,影响后续处理。
发明内容
本发明目的在于提供一种过滤装置,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
本发明解决其技术问题的解决方案是:一种过滤装置,包括:壳体,其设置有进料口和出料口;挤压装置,其具有挤压活动件,所述挤压活动件位于所述壳体内,所述挤压活动件的挤压方向由所述进料口至所述出料口;过滤模块,其设置在所述壳体内,所述过滤模块包括过滤板,所述过滤板设有多个通孔,用于过滤从所述出料口排出的物料。
该技术方案至少具有如下的有益效果:物料通过进料口排入,挤压活动件对排入的物料沿挤压方向进行挤压,使物料向过滤板位置方向移动,并移出出料口,过滤板对物料内的体积较大固体物质进行阻挡,大幅减少物料内含有的较大固体物质,使物料整体颗粒的体积更小,从而在进一步加工处理该物料时,减少该处理装置磨损、堵塞的现象,降低清洁工人清洁工作量。
作为上述技术方案的进一步改进,所述壳体包括相互连通的输送外壳和引导外壳,所述进料口位于所述输送外壳,所述出料口位于所述引导外壳,所述出料口的形状为条形。将出料口的形状设置为条形,可以减少出料时物料成型后干涉的现象,通过相互连通的输送外壳和引导外壳,进料口位于输送外壳,出料口位于引导外壳,使物料通过进料口进入壳体,并在输送外壳内移动,最后通过引导外壳,引导物料排出出料口,提高内部物质的流动性,有利于物料的排出。
作为上述技术方案的另一种改进,所述过滤板沿所述挤压活动件的挤压方向设置有多个,每个所述过滤板内的所述通孔的孔径沿所述挤压活动件的挤压方向逐渐递减。在挤压活动件的挤压方向设置多个过滤板,实现了多次过滤,提高物料过滤的过滤效果,若设置单个过滤板,其上的通孔孔径尺寸设定过小,物料穿过通孔时被阻隔的固体物质过多,容易导致物质堆积,从而使得通孔堵塞,降低过滤效果,增加清洁工作量,而且设置单个过滤板,因为某些固体物质具有一定弹性,而且形状不规则,当配合挤压装置进行过滤时,其上的通孔不一定能完全阻挡那些大于通孔孔径的固体物质,从而发生漏过滤现象,降低过滤效果。设置多个孔径大小逐渐递减的过滤板,使直径较大的固体物质先过滤,直径稍小的固体物质后过滤,实现了逐级过滤,使最终过滤的物料内的物质体积大小更均匀,提高过滤效果。
作为上述技术方案的进一步改进,在任意相邻的两个所述过滤板之间,一个所述过滤板上的所述通孔与另一个所述过滤板上的所述通孔相互交错排布。任一相邻两个过滤板之间的通孔相互交错排布,使物料在通过上一个过滤板后压至下一个过滤板的板面,从而使物料内的固体物质位置进行重排,同时因为物料压向下一过滤板的板面,从而有降低物料动量的作用,减少在上一个过滤板不能过滤的固体物质直接穿过下一个过滤板的通孔的可能,从而提高了物料过滤效果,为后续物料进一步加工处理提供了基础,也减少了固体杂质对装置的磨损现象。
作为上述技术方案的另一种改进,所述过滤板沿所述挤压活动件的挤压方向设置有两个,分别为第一滤板和第二滤板,所述第一滤板位于所述挤压方向的前面,所述第二滤板位于所述挤压方向的后面。经过第一滤板时,可以滤除大部分较大的固体杂质,而后经过第二滤板时,可以继续滤除在第一滤板内穿过的较大固体杂质,同时也对相对较小的固体杂质进行滤除,逐级过滤提高了过滤效果,为后续污泥处理提供了基础。
作为上述技术方案的进一步改进,过滤装置还包括有成型板,所述成型板位于所述过滤板远离所述挤压活动件的一侧,所述成型板上设置有成型通道。若需要对污泥进行成型,通过在过滤板远离挤压活动件的一侧设置有成型板,并且成型板上设置有成型通道,使经过过滤后的污泥进行成型,成型通道有一定厚度,增加污泥成型形状的稳定性,使成型出来后的固体物质更连续。
作为上述技术方案的进一步改进,所述成型通道与其相邻的所述过滤板上的所述通孔相互错位设置。通过成型通道和与其相邻的过滤板上的通孔互相错位设置,因为物料压向下一过滤板的板面,从而有降低物料动量的作用,减少在过滤板不能过滤的固体物质直接穿过成型通道的可能,使接触到过滤板的物料受到板面的挤压作用,从而使物料内的固体物质位置进行重排,使成型的物料更结实,结构上更连续。
作为上述技术方案的另一种改进,过滤装置还包括切条机构,其包括直线驱动件,所述直线驱动件上设置有切刀,所述直线驱动件可带动所述切刀沿直线方向往复运动,所述切刀的运动方向与所述挤压活动件的挤压方向相互垂直。通过切条机构对被挤压成型的物料进行切割,控制成型物料的长度,便于收集与运输,同时利用直线驱动件驱动切刀切割物料,切刀可以在任意直线方向上运动,使得可以根据空间位置和装置结构对切刀位置进行布置,适应性强。
作为上述技术方案的进一步改进,所述挤压装置包括电机与推料螺杆,所述电机连接于所述壳体上,所述电机驱动所述推料螺杆转动,所述推料螺杆为所述挤压活动件。通过电机驱动推料螺杆,使推料螺杆源源不断的按挤压方向,向过滤板输送物料,结构简单,提高了输送效率。
作为上述技术方案的另一种改进,所述挤压装置包括液压缸,所述液压缸具有沿直线往复运动的活动杆,所述活动杆为所述挤压活动件。通过控制活动杆的工作位置,实现液压缸向过滤板输送物料的目的,并且液压缸抗疲劳强度大、耐冲击,同时用户可以增减油路元件从而控制输送物料的速度,适应性强。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
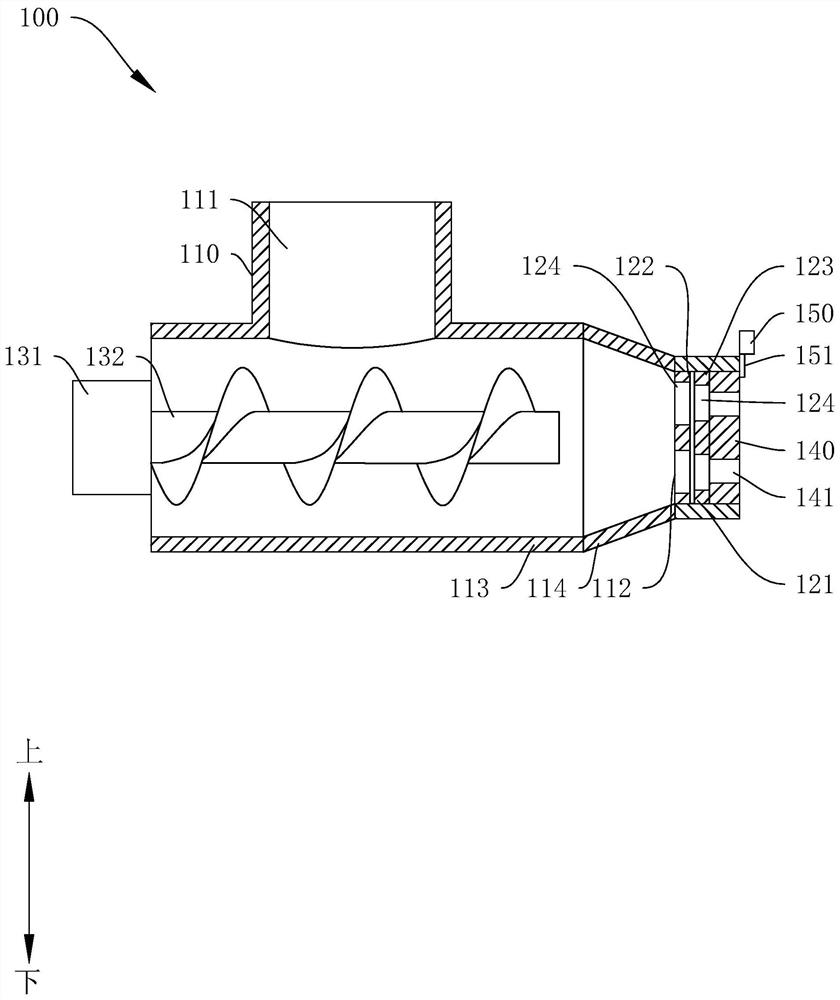
图1是本发明一实施例提供的过滤装置的正面图;
图2是图1的过滤装置的外壳结构侧面图。
附图中:100-过滤装置、110-壳体、111-进料口、112-出料口、 113-输送外壳、114-引导外壳、121-过滤板、122-第一滤板、123- 第二滤板、124-通孔、131-电机、132-推料螺杆、140-成型板、141- 成型通道、150-切条机构、151-切刀。
具体实施方式
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少连接辅件,来组成更优的连接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
参照图1,该过滤装置100包括壳体110、过滤模块和挤压装置,壳体110设置有进料口111和出料口112,挤压装置具有挤压活动件,挤压活动件位于壳体110内,挤压活动件的挤压方向为由进料口111 至出料口112,过滤模块设置在壳体110内,包括设有多个通孔124的过滤板121,用于过滤从所述出料口112排出的物料。
具体的,过滤板121覆盖于出料口112,物料通过进料口111排入壳体110内,挤压活动件对排入的物料沿挤压方向进行挤压,使物料从出料口112排出,接着继续使物料向过滤板121位置方向移动,然后物料通过过滤板121上的多个通孔124,对物料内含有的体积较大的固体物质进行阻挡,最后实现过滤作用。该过滤装置100使过滤后的污泥整体颗粒体积更小,为后续物料进一步加工处理提供了基础,同时,使执行下一步处理的装置减少磨损、堵塞的现象,降低清洁工人清洁工作量,过滤板121覆盖于出料口112,有利于过滤板121 的拆卸,便于更换与清洗。
需要说明的是,过滤板121大于或等于出料口112的截面积,相对于不完全覆盖的过滤板121,可提高过滤面积,从而提高过滤效果。
需要说明的是,壳体110形状的设置主要考虑到用户使用要求与安装尺寸的大小,本实施例对壳体110的形状不作具体限定。
需要说明的是,进料口111可以设置在壳体110的端部或侧部,出料口112也可以设置在壳体110的端部或侧部,进料口111、出料口112的位置在本实施例中不作具体限制,同时,挤压装置的挤压方向始终限定为由进料口111至出料口112,从而实现当物料进入进料口111后,挤压装置对物料进行挤压和推送,进而保证物料按照挤压方向移动,从而进行过滤。需要说明的是,过滤模块中可以设置一个或多个过滤板121,具体设置的数目需要结合该过滤装置100的实际安装体积,以及生产要求的,物料内大体积固体物质的含量来决定,本实施例不对此做具体限定。
参照图1,在一些实施例中,过滤板121沿所述挤压活动件的挤压方向设置有多个,每个所述过滤板121内的所述通孔124的孔径沿所述挤压活动件的挤压方向逐渐递减。
具体的,过滤板121沿挤压活动件的挤压方向设置有多个,投入的物料通过多个过滤板121,经过多次对大体积固体物质的阻挡,可以实现物料的多级过滤,避免过多的大体积固体滞留在一个过滤板 121上,减少了物质堆积现象,从而减少在过滤过程中发生堵塞的现象,降低清洁工人清洁工作量,最终提高物料过滤的过滤效果。
具体的,每个过滤板121内的通孔124孔径沿挤压活动件的挤压方向逐渐递减,通过使直径较大的固体物质先过滤,直径稍小的固体物质后过滤,实现了多次过滤,提高物料过滤的过滤效果,同时设置多个不同孔径大小的过滤板121可以分级阻挡不同体积的固体物质,使最终过滤的物料内的物质体积大小更均匀,提高过滤效果。
参照图1,在一些实施例中,在任意相邻的两个过滤板121之间,一个过滤板121上的通孔124与另一个过滤板121上的通孔124相互交错排布。
具体的,一个过滤板121上的通孔124与另一个过滤板121上的通孔124交错排布,减少上一个过滤板121不能过滤的固体物质,直接穿过下一个过滤板121的通孔124的可能。
需要说明的是,过滤板121上的通孔124大小根据所需滤除的固体杂质的体积大小来确定,本实施例不对此作具体限定。
参照图1,在一些实施例中,过滤板121沿挤压活动件的挤压方向设置有两个,分别为第一滤板122和第二滤板123,第一滤板122 位于挤压方向的前面,第二滤板123位于挤压方向的后面,第一滤板 122的通孔124的孔径为30-60mm,第二滤板123的通孔124的孔径为10-20mm。当污泥经过第一滤板122时,可以滤除大部分较大的固体杂质,在一些实施例中,将孔径设为60mm,可以滤除部分树枝,将孔径设为30mm,可以滤除部分玻璃碎片。而后经过第二滤板123 时,可以继续滤除在第一滤板122内穿过的较大固体杂质,同时也对相对较小的固体杂质进行滤除,在一些实施例中,将孔径设为20mm,可以滤除部分石块,将孔径设为10mm,可以滤除部分粗砂,逐级过滤提高了过滤效果,为后续污泥处理提供了基础。
参照图1,在一些实施例中,该过滤板121装置还包括有成型板 140,成型板140位于过滤板121远离挤压活动件的一侧,成型板140 上设置有成型通道141。
具体的,当物料通过最后的过滤板121过滤完毕后,若需要对污泥进行干化时,为提高烘干效果,需要对污泥进行成型,利用挤压活动件挤压物料至成型板140,通过成型板140上的成型通道141对物料进行成型,提高成型效果。需要说明的是,成型通道141的截面形状可以为圆形、方形等,主要根据用户需求进行调节,本实施例不对此作具体限定。
参照图1,在一些实施例中,成型通道141与其相邻的过滤板121 上的通孔124相互错位设置。
具体的,一方面可以实现再次过滤,提高过滤效果,另一方面,使接触到过滤板121的污泥受到板面的挤压作用,再通过成型通道 141进行成型,从而使成型的污泥更结实,结构上更连续。
参照图1,在一些实施例中,成型通道141的孔径大小为3-10mm。通过成型通道141,污泥被挤压成细长条状,增加污泥的表面积,为后续污泥处理提供了基础。
在一些实施例中,将成型通道141的孔径设为10mm,可以滤除部分未被过滤板121过滤的粗砂,当成型通道141的孔径设为3mm,可以滤除大部分螺钉等固体物质,提高了过滤效果,为后续污泥处理提供了基础。
参照图1,在一些实施例中,该过滤装置100还包括切条机构150,切条机构150包括直线驱动件,直线驱动件上设置有切刀151,该直线驱动件可以带动切刀151沿直线方向进行往复运动,切刀151的运动方向与挤压活动件的挤压方向相互垂直。
具体的,通过切条机构150对被挤压成型的物料进行切割,控制成型物料的长度,便于收集与运输,同时利用直线驱动件驱动切刀 151切割物料,切刀151可以在任意直线方向上运动,使得可以根据空间位置和装置结构对切刀151位置进行布置,适应性强。
需要说明的是,直线驱动件驱动切刀151切割物料的方向可以是相对成型板140的上下方向,或相对于成型板140的左右方向等,本实施例不对此作具体限定。
需要说明的是,直线驱动件可以是电机131连接丝杠,定位精确;可以是电机131连接气缸,动作迅速易维护;可以是电机131连接曲柄摇杆机构,结构简单成本低等,本实施例不对此作具体限制。
如图1和图2所示,壳体110包括相互连通的输送外壳113和引导外壳114,进料口111位于输送外壳113,出料口112位于引导外壳114,出料口112的形状为条形。
具体的,实现了物料通过进料口111进入并在输送外壳113移动,最后通过引导外壳114,引导物料排出出料口112,提高内部物质的流动性,有利于物料的排出。
在一些实施例中,引导外壳114的外形可以为输送外壳113与引导外壳114之间的连接部位置至出料口112位置之间的拔模面,从而可以引导物料以拔模面的方向进行流动,有利于物料的排出。
在一些实施例中,输送外壳113的截面形状为圆形,引导外壳 114的与输送外壳113的连接处的截面形状为圆形,而在放置出料口112的位置的截面形状为高度小于输送外壳113直径的矩形,引导外壳114的外形可以为输送外壳113与引导外壳114之间的连接部位置至出料口112位置之间的拔模面,物料先通过输送外壳113,然后利用引导外壳114的截面高度小于输送外壳113,当进入引导外壳114 后,物料收到一定的压力,有利于使物料内部物质更紧密,提高稳定性。同时引导外壳114可以引导物料按性质和方向进行流动,提高了物料内部物质的流动性,有利于物料的排出。
在一些实施例中,引导外壳114的外形可以为方体、柱体,而出料口112的位置可以处于引导外壳114的侧部,或水平于输送外壳 113与引导外壳114之间的连接部等,可以按照安装位置、或用户需求,设计引导外壳114的外形和出料口112的位置,提高该过滤装置100使用的适应性。
需要说明的是,输送外壳113的截面形状可以为圆形,也可以为矩形,在一些实施例中,当输送壳体110的形状设置为圆形时,同样的截面积大小,相较于其他形状,圆形的输送量最大,输送时能量损失少,物料输送最顺畅,并且在输送外壳113壁面的厚度一致时,截面形状为圆形的强度更高,更耐用;在一些实施例中,当输送外壳 113的形状设置为矩形时,加工方便,布置时可以更紧凑,同时保证了出风面积,占用空间小。
需要说明的是,出料口112的形状设置为条形,即高度较低,长度较长的形状,具体可以矩形、槽型、梯形等,在一实施例中出料口 112的形状与过滤板121和成型板140相匹配,当成型板140设计为与出料口112相对的条形时可以减少出料时物料成型后上下干涉的现象,有利于物料成型后的分离,方便对成型后的物料进行下一步加工处理。
如图1和图2所示,在一些实施例中,挤压装置包括电机131和推料螺杆132,电机131连接于壳体110上,电机131驱动推料螺杆 132转动,推料螺杆132为挤压活动件。
具体的,电机131驱动推料螺杆132不断旋转,实现从进料口 111进入的物料不断的进入推料螺杆132内的凹槽,并且随着推料螺杆132的旋转被传送至过滤板121,结构简单,无需往复运动,提高输送效率。
在一些实施例中,挤压装置包括液压缸,液压缸具有沿直线往复运动的活动杆,活动杆为挤压活动件。
具体的,通过液压泵控制液压缸的活动杆与推板的工作位置,实现向过滤板121输送物料的目的,同时液压缸抗疲劳强度大、耐冲击,并且用户可以增减油路元件从而控制输送物料的速度,适应性强。
进一步的,挤压活动件也可以是气缸的活动杆与推板、液压缸的活动杆与推板、凸轮连杆、曲柄连杆等能实现往复运动送料的机构,也可以是推料螺杆132等实现持续送料的机构,本实施例不对此作具体限定。
以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本申请权利要求所限定的范围内。
- 静电空气过滤装置、用于运行静电空气过滤装置的方法及具有静电空气过滤装置的机动车
- 组合物、所述组合物的制备方法,硬化织物的制备方法以及由此获得的硬化织物,过滤装置、所述过滤装置的制造方法,液态金属或其合金的过滤设备、过滤方法以及所述过滤装置在液态金属或其合金的过滤中的使用