一种包容环涂胶装配装置
文献发布时间:2023-06-19 09:29:07
技术领域
本发明属于机匣包容环涂胶装配领域,具体一种包容环涂胶装配装置。
背景技术
发动机包容环与机匣装配时需要在接合面处均匀涂抹一层航空用胶并将两者按工艺要求装配到位并粘接牢固,同时不允许有残余固体胶在机匣内壁。目前,装配车间的工艺需要工人手工涂胶后通过观察的方式指导使用吊具将包容环装入机匣,不能满足装配要求的地方使用橡皮榔头敲击使两者达到配合间隙要求,容易损坏零件。手动操作效率较低,并且难以达到装配要求:1、不易涂抹均匀;2、固体胶容易残留在机匣内壁上;3、涂抹时间难以控制,造成固体胶风干等问题。
发明内容
本发明的目的在于提供一种包容环涂胶装配装置,以克服现有技术的不足。
为达到上述目的,本发明采用如下技术方案:
一种包容环涂胶装配装置,包括底座组件、动力组件、包容环定位组件和底座;
底座组件包括定位底座,定位底座的外圈设置有用于将待装配机匣固定于定位底座上的机匣固定装置;
包容环定位组件包括包容环安装座,包容环安装座外圈设有包容环定位凸台,包容环安装座上设有用于固定待安装包容环的压紧装置;包容环安装座固定于底座上;
所述动力组件包括动力推杆,动力推杆的动力输出端固定于定位底座上,动力推杆上固定有连接环,连接环转动连接有多个连接杆,连接杆的一端与底座转动连接,底座与定位底座同轴设置。
进一步的,底座外圈设有旋转槽,包容环安装座套设于底座的旋转槽内,底座上固定有驱动电机,驱动电机的驱动轴端部设有齿轮,包容环安装座上设有能够与齿轮啮合的齿条。
进一步的,还包括限位组件,限位组件包括导向柱,导向柱的一端固定于定位底座上,底座上开设有导向孔,导向柱的另一端穿过底座的导向孔。
进一步的,底座的导向孔下端固定有导向柱安装座,导向柱安装座中间为通孔结构,导向柱安装座的通孔内设有导向轮座,导向轮座上固定有导向轮,导向柱表面与导向轮表面接触。
进一步的,定位底座上设有机匣定位台,待装配机匣放置于机匣定位台上,通过机匣固定装置将待装配机匣锁紧在定位底座上。
进一步的,机匣固定装置包括压紧块和锁紧螺栓,定位底座的机匣定位台外圈设有螺栓孔,锁紧螺栓设置于螺栓孔内,压紧块与锁紧螺栓通过锁紧螺母锁紧。
进一步的,所述压紧装置包括压紧板和压紧螺栓,压紧螺栓的一端固定于包容环安装座上,压紧板套设于压紧螺栓上,压紧螺栓上设置用于压紧板与压紧螺栓的锁紧螺母。
进一步的,底座上固定有用于安装联轴器的联轴器安装座,驱动电机的驱动轴通过连接轴连接联轴器,齿轮固定于联轴器的输出端。
进一步的,包容环安装座的内圈设有压紧台,压紧台上设有齿条,齿轮的表面与包容环安装座上的齿条啮合。
进一步的,底座的旋转槽侧壁和上端面均设有滑动轴承,包容环安装座的底部和侧壁与底座旋转槽上的轴承接触,减小底座与包容环安装座之间的摩擦力。
与现有技术相比,本发明具有以下有益的技术效果:
本发明一种包容环涂胶装配装置,利用底座组件、动力组件、包容环定位组件和底座形成一种能够实现包容环和机匣准确定位的结构,采用定位底座,在定位底座的外圈设置有用于将待装配机匣固定于定位底座上的机匣固定装置,能够定位安装机匣,利用包容环安装座安装包容环,在包容环安装座外圈设有包容环定位凸台,包容环安装座上设有用于固定待安装包容环的压紧装置,实现将包容环安装座固定于底座上;然后利用动力组件的动力推杆以及底座的配合,从而实现了底座与定位底座同轴设置且能够轴向同轴运动,能够对包容环涂胶后与机匣同轴装配动作,本发明结构简单,装配精度高,不需要人工刷漆,大大提高了工作效率,包容环与机匣受力均匀,提高了装配精度。
进一步的,通过底座外圈设置旋转槽与包容环安装座套配合旋转,可对包容环进行旋转刷漆,实现大型工装组件沿轴心平移与旋转,从而完成包容环旋转涂胶及其与机匣同轴装配动作,大大提高了工作效率。
进一步的,利用限位组件,为待装配机匣和待装配包容环的同轴、旋转组件旋转时的端面支承以及旋转组件旋转时的绕轴运动提供了保障。
附图说明
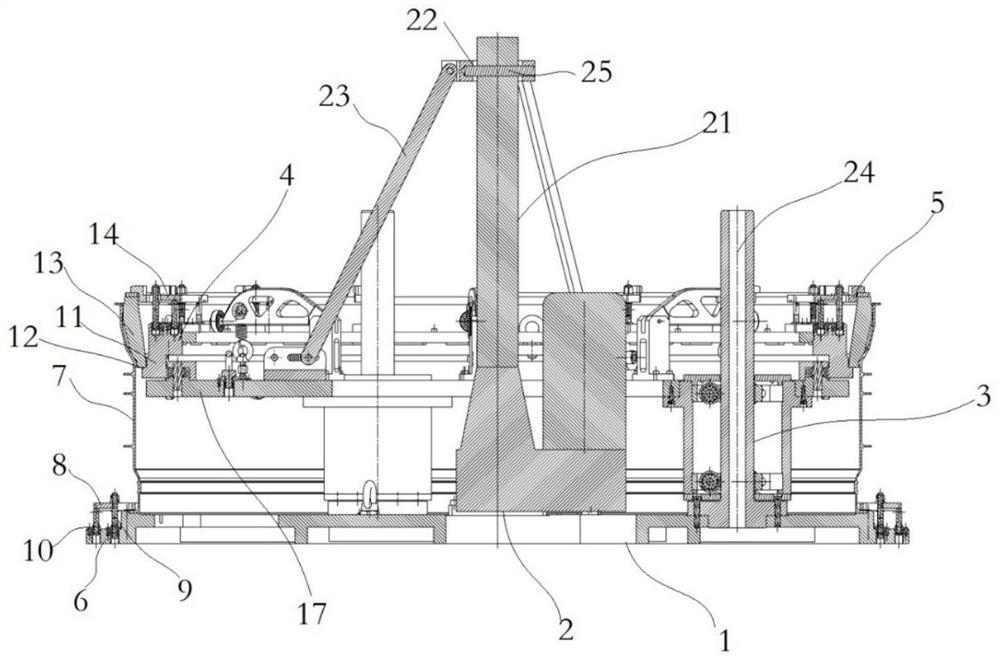
图1为本发明实施例中整体结构示意图。
图2为本发明实施例中整体装配立体结构示意图。
图3为本发明实施例中旋转组件放大结构示意图。
图4为本发明实施例中底座局部放大示意图。
图5为本发明实施例中导向柱安装座结构示意图。
其中,1、底座组件;2、动力组件;3、限位组件;4、旋转组件;5、包容环定位组件;6、定位底座;7、待装配机匣;8、压紧块;9、锁紧螺栓;10、定位支撑杆;11、包容环安装座;12、包容环定位凸台;13、待安装包容环;14、压紧装置;15、压紧板;16、压紧螺栓;17、底座;18、驱动电机;19、齿轮;20、连接轴;21、动力推杆;22、连接环;23、连接杆;24、导向柱;25、锁止销;26、轴承;27、压紧轮安装支架;28、辅助压紧轮;29、导向柱安装座;30、导向轮座;31、导向轮。
具体实施方式
下面结合附图对本发明做进一步详细描述:
如图1、图2所示,一种包容环涂胶装配装置,包括底座组件1、动力组件2、限位组件3、旋转组件4和包容环定位组件5;
底座组件1包括定位底座6,定位底座6的外圈设置有机匣固定装置,用于将待装配机匣7固定于定位底座6上;
包容环定位组件5包括包容环安装座11,包容环安装座11外圈设有包容环定位凸台12,包容环安装座11上设有用于固定待安装包容环13的压紧装置14;
如图3所示,所述旋转组件4包括底座17,底座17外圈设有旋转槽,包容环安装座11套设于底座17的旋转槽内,包容环安装座11和底座17能够相对转动,底座17上固定有驱动电机18,驱动电机18的驱动轴端部设有齿轮19,包容环安装座11上设有能够与齿轮19啮合的齿条,通过驱动电机18的驱动轴,带动包容环安装座11相对底座17转动;
所述动力组件2包括动力推杆21,动力推杆21的动力输出端固定于定位底座6上,动力推杆21上固定有连接环22,连接环22转动连接有多个连接杆23,连接杆23的一端与底座17转动连接;连接环22通过锁止销25固定于动力推杆21上,便于更换维修。
所述限位组件3包括导向柱24,导向柱24的一端固定于定位底座6上,底座17上开设有导向孔,导向柱24的另一端穿过底座17的导向孔。
具体的,定位底座6上设有机匣定位台,待装配机匣7放置于机匣定位台上,通过机匣固定装置将待装配机匣7锁紧在定位底座6上。所述机匣固定装置包括压紧块8和锁紧螺栓9,定位底座6的机匣定位台外圈设有螺栓孔,锁紧螺栓9设置于螺栓孔内,压紧块8与锁紧螺栓9通过锁紧螺母锁紧。压紧块8上设有通孔,锁紧螺栓9穿过压紧块8的通孔,通过锁紧螺母锁紧。在定位底座6上设有定位支撑杆10,压紧块8的下端能够与定位支撑杆10端部接触,锁紧螺栓9位于待装配机匣7与定位支撑杆10之间,利用定位支撑杆10作为压紧块8的定位支撑,确保在压紧过程中,待装配机匣7上受力均衡稳定。本申请沿定位底座6周向均匀设置多个压紧块8,采用周向均匀压紧固定待装配机匣7,确保装配过程中的稳定性。机匣固定装置也可采用环形压紧块结构,环形压紧块与待装配机匣7外圈接触,通过压力装置辅助压紧,环形压紧块为半圆环,或者采用三分之一圆环结构,通过多个环形压紧块在待装配机匣7周向均匀设置,压紧待装配机匣7。
所述压紧装置14包括压紧板15和压紧螺栓16,压紧螺栓16的一端固定于包容环安装座11上,压紧板15套设于压紧螺栓16上,将待安装包容环13放置于包容环安装座11上与包容环定位凸台12接触,然后转动压紧板15,使压紧板15的压紧部与待安装包容环13上端面接触,然后利用锁紧螺母将压紧板15与压紧螺栓16锁紧固定。机匣固定装置与压紧装置14可采用相同的结构,机匣固定装置从机匣外圈压紧待装配机匣,压紧装置14从上端压紧待安装包容环。
具体的,底座17上固定有用于安装联轴器的联轴器安装座21,驱动电机18的驱动轴通过连接轴20连接联轴器,齿轮19固定于联轴器的输出端。包容环安装座11的内圈设有压紧台,压紧台上设有齿条,齿轮19的表面与包容环安装座11上的齿条啮合。如图2所示,还包括压紧轮安装支架27,压紧轮安装支架27的一端与底座17转动连接,压紧轮安装支架27的另一端设有辅助压紧轮28,辅助压紧轮28能够与包容环安装座11上端面接触,与齿轮同步压紧包容环安装座11,提高运行稳定性。压紧台上的齿条设置于压紧台的上端面或下端面,齿条设置于压紧台上端面时,齿轮19位于齿条上端,压紧齿条的同时啮合;齿条设置于压紧台下端面时,齿轮19位于齿条下端,通过辅助压紧轮28压紧包容环安装座11,确保齿轮19能够与齿条啮合。
具体的,如图3、图4所示,底座17的旋转槽侧壁和上端面均设有滑动轴承26,包容环安装座11的底部和侧壁与底座17旋转槽上的轴承26接触,减小底座17与包容环安装座11之间的摩擦力,同时为待装配机匣和待装配包容环的同轴、旋转组件旋转时的端面支承以及旋转组件旋转时的绕轴运动提供了保障。
具体的,如图5所示,底座17的导向孔下端固定有导向柱安装座29,导向柱安装座29中间为通孔结构,导向柱安装座29的通孔内设有导向轮座30,导向轮座30上固定有导向轮31,导向柱24表面与导向轮31表面接触,减小导向柱24相对底座17导向滑动过程的阻力;具体的,在动力推杆带动底座17上下运动过程中,为了确保待安装包容环13与待装配机匣7精准对齐装配,必须保证底座17上下运动的稳定直线度,因此,在导向柱安装座29的通孔内上下设置多组导向轮31,确保底座17稳定导向。
本申请旋转组件提供动力的为一组电机、齿轮齿圈机构。本装置要求旋转组件转速约为1r/min,选用500r/min的电机,电机到联轴器的传动比为12:1;联轴器到大齿圈的传动比为730:17,计算得出,电机到工装的传动比为515.294:1,满足要求。本申请动力推杆21采用液压推杆或电动推杆,电动推杆推力为2t,行程为400mm,最大功率为1.5kw。
本发明一种包容环涂胶装配装置,利用底座组件、动力组件、包容环定位组件和底座形成一种能够实现包容环和机匣准确定位的结构,采用定位底座,在定位底座的外圈设置有用于将待装配机匣固定于定位底座上的机匣固定装置,能够定位安装机匣,利用包容环安装座安装包容环,在包容环安装座外圈设有包容环定位凸台,包容环安装座上设有用于固定待安装包容环的压紧装置,实现将包容环安装座固定于底座上;然后利用动力组件的动力推杆以及底座的配合,从而实现了底座与定位底座同轴设置且能够轴向同轴运动,结构简单,并且通过旋转组件的选用,可对包容环进行旋转刷漆,实现大型工装组件沿轴心平移与旋转,从而完成包容环旋转涂胶及其与机匣同轴装配动作。本发明结构简单,装配精度高,不需要人工刷漆,大大提高了工作效率,解放了部分劳动力,使原本以操作经验为主导的工艺技术得以自动化代替,成为工具厂大型工装设计的首创设计思想及实践案例。相较于传统方法,此发明大大提高了装配的效率、稳定性及可靠性。
- 一种包容环涂胶装配装置
- 一种涂胶装置及涂胶装配自动线