基于ESP生产的高强度热成形用钢及方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明属于金属材料加工与成型技术领域,具体涉及一种基于ESP生产的高强度热成形用钢及方法。
背景技术
目前,热冲压成形钢普遍应用于汽车A柱、B柱、保险杠、车顶构架、车底框架以及车门防撞杆等构件的生产。其成形工艺是将板料加热到完全奥氏体化状态,快速转移到具有均匀冷却系统的模具中高速冲压成形,同时进行冷却淬火处理获得具有均匀马氏体组织的超高强钢零件的成形技术。其优点是高温状态钢的成形性好,可冲压成形复杂的构件,同时消除回弹影响,零件精度高,质量好。热成形钢的合金概念最初是设计用于调质处理,并非专门为汽车应用而设计,车身工程要求热成形钢具有足够的冲击韧性。
随着汽车行业节能、减排、降耗的需要,轻量化成为其发展趋势。在不影响使用性能的基础上,对于较薄规格产品,尤其是厚度≤2.5mm的汽车钢产品需求量日益增大。目前,国内外高强热冲压成形钢生产技术主要以传统厚度板坯连轧生产技术为主,生产过程中存在铸坯元素偏析严重,脱碳层深、板形差、板材尺寸精度差等缺点,这些问题会对后续使用造成不良的影响。
申请号为CN 201310258918.1的发明专利申请中公开了一种抗拉强度1700MPa级热成形钢及其生产方法,其组分及重量百分比含量为:C:0.27~0.50%,Si:0.28~0.50%,Mn:1.20~1.60%,Cr:0.32~0.60%,Ti:0.025~0.055%,B:0.002~0.005%,Als:0.010~0.06%,P≤0.012%,Nb:0 .010~0 .035%或Mo:0 .30~0 .45%或两者混合不超过0 .50%,S≤0 .008%,N≤0 .005%,O≤0.005%。该文献是结合传统生产流程进行1700MPa级热成形钢生产,生产工艺复杂、能耗高。
公开号为CN 108754319 A的专利申请中公开了一种采用ESP产线生产的抗拉强度≥1800MPa级热成型钢及方法,通过复合添加Nb、Ti,并控制组分中的Cr、B、Mo等元素,采用ESP短流程工艺生产抗拉强度为1800MPa级热冲压成形用钢。其成分中B、Ti元素的添加增大了钢板脆性断裂的风险。
发明内容
针对上述问题,本发明提供一种基于ESP生产的高强度热成形用钢及方法,以解决传统热轧过程中存在的工艺流程长及产品表面质量差、生产能耗大等问题。
为解决以上技术问题,本发明提供的技术方案如下:
一种基于ESP生产的高强度热成形用钢,其化学成分及重量百分含量为:C:0.20~0.34%,Mn:1.20~1.50%,Si:0.22~0.32%,P≤0.02%,S≤0.006%,Als:0.02~0.08%,Mo≤0.2%,Cr:0.20~0.30%,Nb:0.03~0.10%,N≤0.005%,其余为Fe及不可避免的残余元素。
所述热成形用钢的厚度为0.8~2.0mm。
所述热成形用钢基体组织为铁素体和珠光体,抗拉强度≤900MPa,延伸率≥15%。
一种基于ESP生产的高强度热成形用钢的方法,包括铁水脱硫、电炉或者转炉冶炼、精炼、ESP连铸连轧工序;所述ESP连铸连轧工序依次包括连铸、粗轧、感应加热、精轧、层流冷却、高速飞剪、卷取步骤。
本发明所述ESP连铸连轧工序,连铸拉速3~7m/min,连铸坯厚度70~110mm;粗轧出口温度≥900℃,中间坯厚度8~12mm;感应加热出口温度1050~1150℃,精轧终轧温度800~880℃,卷取温度600~700℃。
将本发明所述热成形用钢加工成标准拉伸试样,进行热处理,具体步骤为:加热到870~950℃,保温3~20min进行奥氏体化,然后水淬到室温,随后回火处理,回火温度120~250℃,保温时间5~30min。
对上述热处理后的试样进行性能测试,淬火后其抗拉强度≥1500MPa,组织为全马氏体。可见,本发明的钢板经热成型工艺后,能够获得≥1500MPa的超高强度。
本发明通过复合添加Mo、Cr等元素,保证热成形用钢的淬透性;Nb微合金的加入,能够显著的细化晶粒,可显著的提高马氏体钢的韧性。合金成分中未加入B、Ti元素,因B的加入会促进奥氏体晶界硼碳化物的析出形成,增加钢板脆性断裂的风险;Ti的加入会导致硬相TiN的析出,TiN颗粒通常被认为是马氏体钢中裂纹的起始点。
本发明方法在高拉速的条件下,铸坯不需要加热直接轧制,生产工艺流程短。生产的热轧产品表面质量好、组织性能均匀性稳定、尺寸精度高、韧性好,并且能够稳定生产0.8mm的极薄带钢,实现了薄规格热轧酸洗产品直接代替冷轧退火产品的目标,节能高效,对实现汽车轻量化与安全性具有重要意义。
附图说明
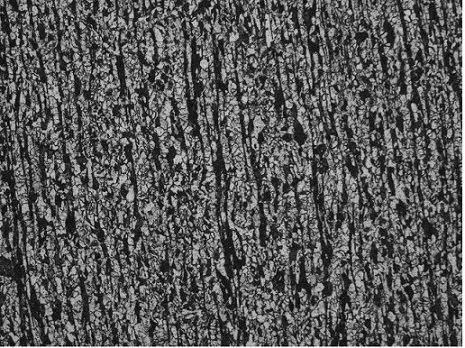
图1为本发明实施例1热成形用钢的热轧组织。
图2为本发明实施例1热成形用钢淬火后的组织。
具体实施方式
下面结合附图和实施例对本发明做进一步详细的说明。
实施例1-9
本发明基于ESP生产的高强度热成形用钢的化学成分及质量百分含量为C:0.20~0.34%,Mn:1.20~1.50%,Si:0.22~0.32%,P≤0.02%,S≤0.006%,Als:0.02~0.08%,Mo≤0.2%,Cr:0.20~0.30%,Nb:0.03~0.10%,N≤0.005%,其余为Fe及不可避免的残余元素。
本发明基于ESP生产的高强度热成形用钢的方法,包括铁水脱硫、电炉或者转炉冶炼、精炼、ESP连铸连轧工序;ESP连铸连轧工序依次包括连铸、粗轧、感应加热、精轧、层流冷却、高速飞剪、卷取步骤。ESP连铸连轧工序中,连铸拉速3~7m/min,连铸坯厚度70~110mm;粗轧出口温度≥900℃,中间坯厚度8~12mm;感应加热出口温度1050~1150℃,精轧终轧温度800~880℃,卷取温度600~700℃。
将上述热成形用钢加工成标准拉伸试样,进行热处理,具体步骤为:加热到870~950℃,保温3~20min进行奥氏体化,然后水淬到室温,随后回火处理,回火温度120~250℃,保温时间5~30min。
对上述热处理后的试样进行性能测试,淬火后其抗拉强度≥1500~MPa,组织为马氏体。可见,本发明的钢板经热成型工艺后,能够获得≥1500MPa的超高强度。
实施例1-9热成形用钢的化学成分及质量百分含量见表1,各工序控制参数见表2,其力学性能见表3,淬火后其性能检测情况见表4。
本发明实施例1热成形用钢的热轧组织见图1,由图1可知其基体组织为铁素体和珠光体;其淬火后的组织见图2,由图2可知,其组织为全马氏体,并且马氏体尺寸细小。
表1. 各实施例热成形用钢的化学成分及质量百分含量(%)
表1中,余量为Fe和不可避免的杂质。
表2. 各实施例生产工序控制参数
表3. 各实施例热成形用钢的力学性能
表4. 各实施例热成形用钢淬火工艺及淬火后性能检测情况
从表4可以看出,通过ESP连铸连轧流程,实现了抗拉强度≥1500MPa薄规格热成形用钢的生产,同时生产过程节能高效,对实现汽车轻量化与安全性具有重要意义。
- 基于ESP生产的高强度热成形用钢及方法
- 采用ESP产线生产的抗拉强度≥1800MPa级热成形钢及方法