多孔微通道铝热管节材高效无针搅拌摩擦焊灌注封装工艺
文献发布时间:2023-06-19 09:32:16
技术领域
本发明属于器件封装与散热领域,涉及一种多孔微通道铝热管节材高效无针搅拌摩擦焊灌注封装工艺。
背景技术
微通道铝扁管是一种采用精炼铝棒通过分流焊合挤压工艺成形的薄壁多孔扁形管状零件,是新一代平行流式微通道空调热交换器(微通道铝热管)的关键零部件。微通道铝热管的传热性能受工质灌注量、灌注真空度、工作倾斜角以及内部槽道结构等因素影响,所以,微通道铝热管传热性能的好坏在很大程度上依赖于微通道铝热管的灌注封装工艺。
目前,微通道铝热管的制造技术主要采用抽真空灌注技术和灌注抽真空技术两种,前者利用高抽真空设备将微通道铝扁管内环境抽离到高真空后灌注工质,然后采用封口装置进行密封和下料,后者先在微通道铝扁管内灌注一定量的工质,然后进行两次抽真空(一次除气真空度较低,二次除气防止工作死区过大),最后利用封口装置进行密封和下料。两种灌注封装技术在实际生产中需要将近20道工序,工艺复杂,生产效率低。且它们所需的封口装置通常由封口模具和下料刀具组成,当封口模具磨损或者微热管材料分布不均时,有些微通道将无法成功封口而导致产品报废,为了降低封口废品率,保证封口质量,需要定期对封口装置进行修磨调整。为了防止微热管在工作过程中工质从封口处泄漏,提高封口可靠性,通常还需要采用熔焊方法对封口进行焊合处理。而且,每次生产前需要对铝扁管的一端进行预先封口处理,过长的下料段也降低了材料利用率。因此,现有的微通道铝热管灌注封装工艺复杂、生产效率低、材料利用率低、废品率高。
发明内容
为解决上述背景技术中存在的问题,本发明提出多孔微通道铝热管节材高效无针搅拌摩擦焊灌注封装工艺,利用无针搅拌头,按照优化的搅拌摩擦焊工艺进行微通道铝热管高效高质量灌注封装,只需一次装夹-抽真空-灌注和一次搅拌摩擦焊封口,即可实现微通道铝热管灌注封装,大大缩短了加工制造流程,无针搅拌头不会产生磨损,使用寿命长、可靠性高、废品率低、生产效率高,封口处不需要预留过长的下料段,材料利用率高,且封装设备要求低,经济性更好。
本发明解决上述问题的技术方案是:多孔微通道铝热管节材高效无针搅拌摩擦焊灌注封装工艺,其特殊之处在于,包括以下步骤:
1)工装定位及单边封口
将微通道铝热管坯料装夹固定在工装台上,利用无针搅拌摩擦焊封口工艺沿微通道铝热管坯料的起始端待封口线进行单边封口,然后将抽真空装置和灌注装置与微通道铝热管灌注端连通;
2)抽真空—灌注
抽真空装置开始工作,将微通道铝热管坯料的壁壳内环境抽到高真空状态,真空阀关闭,然后灌注装置开始工作,往微通道铝热管坯料中灌注一定量的工质,灌注端针阀关闭;
3)无针搅拌摩擦焊封口
首先,无针搅拌头定位到微通道铝热管坯料的第一件微通道铝热管单元末端待封口线起点上方,高速旋转的无针搅拌头向下运动直到轴肩扎入微通道铝热管坯料的上表面;然后,高速旋转的无针搅拌头对第一件微通道铝热管单元末端待封口线起点处进行焊接预热后,沿微通道铝热管坯料的第一件微通道铝热管单元末端待封口线进行搅拌摩擦焊接,焊接完毕后高速旋转的无针搅拌头在结束点继续摩擦加热直至达到焊接成型效果,最后无针搅拌头向上运动离开微通道铝热管坯料。第一件微通道铝热管单元搅拌摩擦焊接封口工序结束。
4)切割下料
工作台向左移动一个工位,切割机开始工作并向下进给将完成焊接封口的第一件微通道铝热管单元沿焊缝的1/2处切断,第一件微通道铝热管单元制作完成。
5)微通道铝热管单元循环制作
按照步骤2)~4)进行第二件微通道铝热管单元灌注封装制造,依次重复制造,直到完成生产需求,最后移除抽真空装置和灌注装置。
进一步地,上述步骤3)中,无针搅拌摩擦焊封口过程中,无针搅拌头与微通道铝热管坯料的上表面法向呈5°~15°。
进一步地,上述步骤3)中,无针搅拌头的轴肩扎入微通道铝热管坯料的上表面,进给速度为10mm/min~50mm/min,轴肩下压量为0.05mm~0.3mm。
进一步地,上述步骤3)中,高速旋转的无针搅拌头对第一件微通道铝热管单元末端待封口线起点处进行焊接预热2s~8s后,沿微通道铝热管坯料第一件微通道铝热管单元末端待封口线进行搅拌摩擦焊接,焊接速度为50mm/min~200mm/min。
进一步地,上述步骤3)中,焊接完毕后高速旋转的无针搅拌头在结束点继续摩擦加热3s~5s保证结束点焊接效果,最后无针搅拌头向上运动离开微通道铝热管坯料,进给速度为50mm/min~200mm/min。
进一步地,上述步骤4)中,切割完成后,坯料上焊缝的剩余1/2可作为第二件通道铝热管单元的起始端封口。
进一步地,上述无针搅拌头的轴肩的几何结构为平面式、网格式、螺旋线式或同心圆式。
进一步地,上述切割机和搅拌摩擦焊装置的间距可根据微通道铝热管单元的几何尺寸进行调整。
进一步地,上述无针搅拌头的旋转速度、进给速度、下压量等工艺参数根据微通道铝热管单元的几何尺寸和所需的成型效果进行调节。
本发明的优点:
(1)本发明多孔微通道铝热管节材高效无针搅拌摩擦焊灌注封装工艺简捷,只需一次装夹和一次抽真空等4道工序,即可利用无针搅拌摩擦焊封口方法完成微通道铝热管单元制作,操作简便,大大提高了微通道铝热管单元灌注封装效率,本发明不需要传统工艺中对封口端进行预先封口和二次除气的繁琐步骤,无针搅拌摩擦焊封口过程中不会存在工质泄漏问题,且微通道铝热管的无针搅拌摩擦焊封口机制为冶金结合,所获得微通道铝热管封口气密性好,成型效果好,可靠性高;
(2)本发明第一微通道铝热管单元末端封口焊缝即作为第二件微通道铝热管单元起始端封口焊缝,无针搅拌摩擦焊封口焊缝宽度小,仅10毫米左右,远小于传统微通道铝热管利用专用封口模具挤压封口配合熔焊进行封装过程中下料段的长度,且本发明连续生产过程中不需额外预留下料段,大大提高了材料利用率,本发明生产工艺操作简便、流程短,生产效率高;
(3)本发明无针搅拌头大倾角搅拌摩擦焊封口方法比传统小倾角或无倾角搅拌摩擦焊方法所需顶锻力小,对设备性能要求低;无针搅拌头不会刺穿微通道铝热管引起工质泄漏,而且无针搅拌头基本不会磨损,大大降低了生产成本;本发明连续生产过程中,无针搅拌摩擦焊封口方法一次焊接即可实现第一件微通道铝热管单元末端封口和第二件微通道铝热管单元起始端封口;
(4)本发明较传统封口模具挤压配合熔焊进行封口的方法简便,工具头寿命更长,且搅拌摩擦焊属于固相焊接,焊缝不存在气孔、飞溅、夹渣等熔焊常见缺点,所得微通道铝热管单元封口质量好、成品率高,焊接封口过程无废气、烟雾产生、无光污染,封口工艺绿色环保。
附图说明
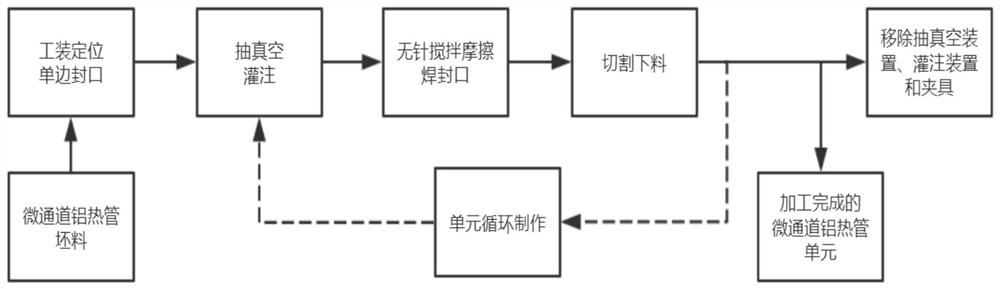
图1是本发明灌注封装工艺的流程图;
图2是本发明灌注封装工艺工作原理图;
图3是本发明无针搅拌头和坯料封装位置关系示意图;
图4是本发明无针搅拌摩擦焊封装工作原理图;
图5是本发明无针搅拌头结构示意图;
图6是本发明无针搅拌头轴肩几何结构示意图;
图7是本发明微通道铝热管单元示意图。
图中标号说明:
1、工装台,
2、微通道铝热管坯料,201、起始端待封口线,202、第一件微通道铝热管单元末端待封口线,203、第二件微通道铝热管单元末端待封口线,204、第一件微通道铝热管单元,205、第二件微通道铝热管单元,
3、切割机,
4、搅拌摩擦焊封口装置,401、无针搅拌头,402、轴肩
5、抽真空装置,
6、灌注装置。
具体实施方式
为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。
参照图1和图2,多孔微通道铝热管节材高效无针搅拌摩擦焊灌注封装工艺,主要包括工装定位及单边封口、抽真空—灌注、无针搅拌摩擦焊封口和切割下料四个步骤;主要依靠工装台1、待封口微通道铝热管坯料2、切割机3、搅拌摩擦焊封口装置4、抽真空装置5和灌注装置6等装置完成微通道铝热管单元制作。在封装制作全过程中,灌注装置6和抽真空装置5保持连通且不漏气。工装台1用于装夹微通道铝热管坯料,切割机3用于封装完成的微通道铝热管单元的切割下料,搅拌摩擦焊封口装置4用于微通道铝热管的无针搅拌摩擦焊封装,抽真空装置5用于对微通道铝热管2壁壳内环境抽真空并保持高真空状态,灌注装置6用于对微通道铝热管中定量灌注工质。
多孔微通道铝热管节材高效无针搅拌摩擦焊灌注封装工艺,包括以下步骤:
1)工装定位及单边封口
参照图1、图3和图7,将微通道铝热管坯料2装夹固定在工装台1上,利用无针搅拌摩擦焊封口工艺沿微通道铝热管坯料2的起始端待封口线201进行单边封口,然后将抽真空装置5和灌注装置6与微通道铝热管灌注端连通;
2)抽真空—灌注
参照图2,抽真空装置5开始工作,将微通道铝热管2壁壳内环境抽到高真空状态,真空阀关闭,然后灌注装置6开始工作,往微通道铝热管2中灌注一定量的工质,灌注端针阀关闭;
3)无针搅拌摩擦焊封口
参照图3和图4,首先,无针搅拌头401定位到微通道铝热管坯料2的第一件微通道铝热管单元末端待封口线202起点上方,无针搅拌头401与微通道铝热管坯料2的上表面法向呈5°~15°,高速旋转的无针搅拌头401向下运动直到轴肩402扎入微通道铝热管坯料2的上表面,进给速度为10mm/min~50mm/min,轴肩402下压量为0.05mm~0.3mm;然后,高速旋转的无针搅拌头401对第一件微通道铝热管单元末端待封口线202起点处进行焊接预热2s~8s后,沿微通道铝热管2第一件微通道铝热管单元末端待封口线202进行搅拌摩擦焊接,焊接速度为50mm/min~200mm/min,焊接完毕后高速旋转的无针搅拌头401在结束点继续摩擦加热3s~5s保证结束点焊接效果,最后无针搅拌头401向上运动离开微通道铝热管2,进给速度为50mm/min~200mm/min。第一件微通道铝热管单元204的搅拌摩擦焊接封口工序结束。
4)切割下料
参照图2、图7,工作台1向左移动一个工位,切割头3开始工作并向下进给将第一件完成焊接封口的微通道铝热管单元204沿焊缝202的1/2处切断,第一件微通道铝热管单元204制作完成。
5)微通道铝热管单元循环制作
按照步骤2)~4)进行第二件微通道铝热管单元205灌注封装制造,依次重复制造,直到完成生产需求,最后移除抽真空装置5和灌注装置6。
参照图5和图6,本发明中无针搅拌头401的轴肩402的几何结构可以为平面式、网格式、螺旋线式或同心圆式,需根据需求选用以达到不同的效果。
本发明中,切割机3和搅拌摩擦焊装置4的间距可根据微通道铝热管单元长度要求进行调整,以保证无针搅拌摩擦焊封口及切割下料的可操作性,提高生产加工效率。另外,无针搅拌头401的旋转速度、进给速度、下压量根据微通道铝热管2的尺寸不同和需要的成型效果不同进行调节。
以上所述仅为本发明的实施例,并非以此限制本发明的保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的系统领域,均同理包括在本发明的保护范围内。