长条型工件静平衡调节工艺及静平衡试验架
文献发布时间:2023-06-19 09:32:16
技术领域
本属于机械平衡领域,具体的是长条型工件静平衡调节工艺及静平衡试验架。
背景技术
大型长条型工件是指长度宽度之比L/W较大的非回转体,其长度大于5米,宽度大于1米,且长度宽度之比L/W≥3。大型组装式长条型工件是指在上述大型长条型工件上对称组装有相同的零部件形成统一运动整体的工件。大型组装式长条型工件根据工况需进行静平衡,其组装后尺寸大、重量大、平衡精度要求很高。传统的静平衡方法一般用于长度直径之比较小(即盘状)旋转零件上,有时也出现在长度直径之比较大的空心轴类零件上,而大型组装式长条型工件这种大尺寸的非完全回转体无法像现有的盘状或圆柱形工件在平行导轨式平衡架上正反向自由滚动进行配重平衡。因此寻求一种安全可靠的静平衡的方法一直是困扰机械制造行业的难题。以某型号离心机转臂为例,如图1所示,该转臂由臂架与转臂支撑组装而成,为大型组装式长条型工件,长6.8米、宽2米、厚度0.65米,组装后重约34吨,要求平衡品质级别G16(GB/T 9239.1-2006)。利用传统平衡方法,所需平行导轨的工作长度不能少于轴颈或芯轴周长的两倍,找平衡时须让零件在导轨上滚动两圈。根据此要求,转臂滚动两圈须使平衡架导轨刃口长度保证大于43米,加工这么长的导轨刃口以保证做平衡时所需的精度是非常困难的,而且转臂的形状属于非盘状或圆柱形回转件,无法进行该工件在平衡架上的自由正反滚动两圈以上,实行滚动时的安全性很差,平衡精度不高。
发明内容
本发明的目的是提供一种长条型工件静平衡调节工艺,提高平衡调节的安全性,缩短需要的导轨刃口长度。
本发明采用的技术方案是:长条型工件静平衡调节工艺,包括计算待平衡工件的许用不平衡量U
1)将待平衡工件通过销轴安装于平衡架上,使待平衡工件可绕销轴自由转动;沿所述待平衡工件长度方向,在待平衡工件的两端分别设置第一挂接点,且两端的第一挂接点关于第一对称平面对称,所述第一对称平面通过销轴的轴线,且垂直于待平衡工件长度方向的中心线;
沿所述待平衡工件宽度方向,在待平衡工件的两侧分别设置第二挂接点,且两端的第二挂接点关于第二对称平面对称,所述第二对称平面通过销轴的轴线,且垂直于待平衡工件宽度方向的中心线;
2)在第一挂接点上挂接并调节配重,直至待平衡工件处于水平状态;然后,判断出水平状态下的偏重侧与偏轻侧,得出偏重侧与偏轻侧的配重差值Q1;最后,根据许用不平衡量U
3)在第二挂接点上挂接并调节配重,直至待平衡工件处于竖直状态;然后,判断出竖直状态下的偏重侧与偏轻侧,得出偏重侧与偏轻侧的配重差值Q2;最后,根据许用不平衡量U
以及对待平衡工件进行减重处理。
进一步的,在调节待平衡工件处于水平时,在待平衡工件的两端分别设置百分表,且两端的百分表的安装位置关于第一对称平面对称;
在调节待平衡工件处于竖直时,在待平衡工件的两侧分别设置百分表,且两侧的百分表的安装位置关于第二对称平面对称。
进一步的,在将待平衡工件调平之前,按如下步骤进行粗配重:
在待平衡工件的其中一端的第一挂接点逐步增加配重,使待平衡工件摆动A角度;接着,在待平衡工件的另一端的第一挂接点逐步增加配重,使待平衡工件反向摆动A角度复位。
进一步的,长条型工件包括长条型的工件本体和组装于工件本体上的部件;
首先对部件进行平衡调节,并将工件本体作为待平衡工件,采用上述长条型工件静平衡调节工艺对长条型工件进行平衡调节;
然后,将部件与工件本体组装在一起作为待平衡工件,采用上述长条型工件静平衡调节工艺对长条型工件进行平衡调节。
进一步的,包括支撑架、平衡架和销轴;所述支撑架包括左支撑架和右支撑架;所述平衡架包括左平衡架和右平衡架;所述左支撑架和右支撑架相对设置,并在左支撑架与右支撑架之间设置有间距构成容长条型工件摆动的摆动通道;所述左平衡架支撑于左支撑架上,所述右平衡架支撑于右支撑架上,所述左平衡架与右平衡架关于摆动通道对称;所述销轴一端与左平衡架可拆卸连接,另一端与右平衡架可拆卸连接。
本发明的有益效果是:本发明,通过增减配重的方式在待平衡工件的长度方向和宽度方向进行调平试验,便可实现待平衡工件的静平衡调节。整个调平过程只需要将待平衡工件绕着工装支撑轴摆动,规避了传统的自由滚动的方式进行配平的问题,从而使得长条型工件静平衡调节的操作更安全可靠,缩短需要的导轨刃口长度,节约成本。而且,通过两端悬挂配重的杠杆调节方式进行偏重测定,平衡精度高。
附图说明
图1为离心机转臂示意图;
图2为工件本体水平状态下平衡示意图;
图3为图2的左视图;
图4为工件本体竖直状态下平衡示意图;
图5为图4的左视图;
图6为工件本体竖直状态下配重安装示意图;
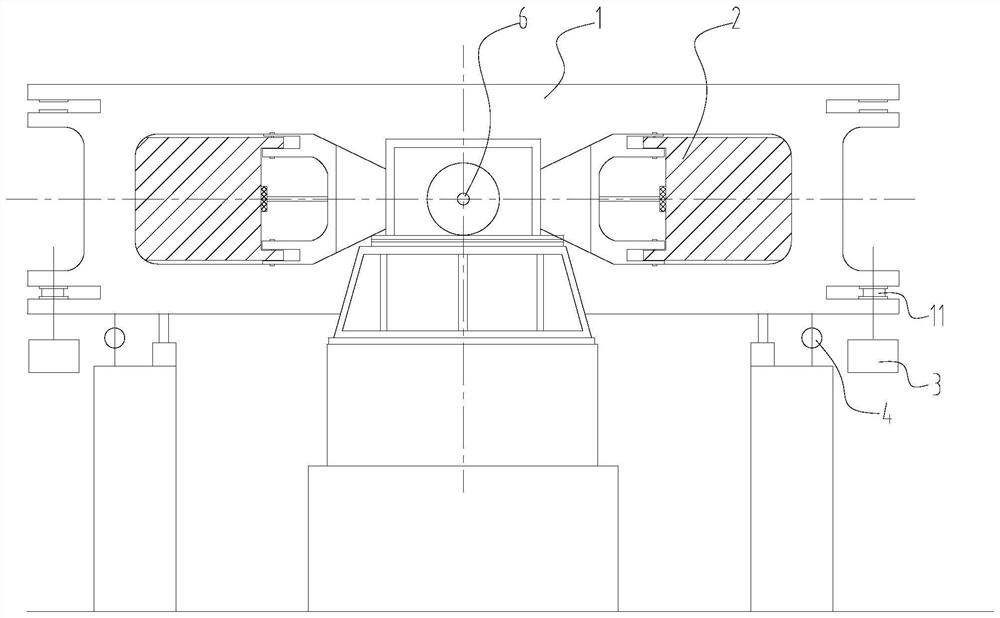
图7为离心机转臂水平状态下平衡示意图。
图中,工件本体1、第一挂接点11、第二挂接点12、部件2、配重3、百分表4、平衡架5、左平衡架51、右平衡架52、工装支撑轴6、支撑架7、左支撑架71、右支撑架72、摆动通道8。
具体实施方式
对本发明做进一步的说明如下:
长条型工件静平衡调节工艺,查取待平衡工件的平衡等级G、并根据待平衡工件的质量M以及其转速n,计算出待平衡工件的许用不平衡量U
平衡测算:
1)将待平衡工件通过工装支撑轴6安装于平衡架5上,使待平衡工件可绕工装支撑轴6自由转动;沿所述待平衡工件长度方向,在待平衡工件的两端分别设置第一挂接点11,且两端的第一挂接点11关于第一对称平面对称,所述第一对称平面通过工装支撑轴6的轴线,且垂直于待平衡工件长度方向的中心线;
沿所述待平衡工件宽度方向,在待平衡工件的两侧分别设置第二挂接点12,且两端的第二挂接点12关于第二对称平面对称,所述第二对称平面通过工装支撑轴6的轴线,且垂直于待平衡工件宽度方向的中心线;
2)如图2和图3所示,在第一挂接点11上挂接并调节配重3,直至待平衡工件处于水平状态;然后,判断出水平状态下的偏重侧与偏轻侧,得出偏重侧与偏轻侧的配重3差值Q1;根据待平衡工件水平调平状态下配重3差值Q1、偏重侧的挂接点的位置以及待平衡工件水平调平状态下可加工减重位置反算此状态下可加工减重位置需去掉的重量G1;并卸掉第一挂接点11上的配重3;
3)如图4、图5和图6所示,在第二挂接点12上挂接并调节配重3,直至待平衡工件处于竖直状态;然后,判断出竖直状态下的偏重侧与偏轻侧,得出偏重侧与偏轻侧的配重3差值Q2;根据Q2、偏重侧的挂接点的位置以及待平衡工件竖直调平状态下可加工减重位置反算此状态下可加工减重位置需去掉的重量G2;并卸掉第二挂接点12上的配重3;
对待平衡工件进行减重处理;减重后的待平衡工件进行静平衡复核。
步骤1)中,使待平衡工件可绕工装支撑轴6自由转动,即待平衡工件绕工装支撑轴6转动时,不受摩擦等阻碍。通过待平衡工件两端的第一挂接点11关于第一对称平面对称布置,使得能只通过调节第一挂接点11挂接配重3准确测定待平衡工件长度方向的偏重情况;同理,通过待平衡工件两侧的第二挂接点12关于第二对称平面对称布置,使得能只通过调节第一挂接点11挂接配重3准确测定待平衡工件宽度方向的偏重情况。
步骤2)中,待平衡工件水平调平状态下,Q1等于此时待平衡工件偏轻侧的配重3减去偏重侧的配重3。
步骤3)中,待平衡工件竖直调平状态下,Q2等于此时待平衡工件偏轻侧的配重3减去偏重侧的配重3。步骤2)可以在步骤3)之后进行,也可以在步骤3)之前进行。
对待平衡工件进行减重处理包括,步骤4),在待平衡工件水平调平状态下可加工减重位置加工去掉重量G1;步骤5),在待平衡工件竖直调平状态下可加工减重位置加工去掉重量G2.其中,步骤4)可以跟随在步骤2)之后进行,步骤5)跟随步骤3)之后进行。
上述步骤可以按以下顺序进行:1)、2)、3)、4)、5);1)、2)、3)、5)、4);1)、3)、2)、4)、5);1)、3)、2)、5)、4);1)、2)、4)、3)、5)或者1)、3)、5)、2)、4)。
本发明,通过增减配重的方式在待平衡工件的长度方向和宽度方向进行调平试验,便可实现待平衡工件的静平衡调节。整个调平过程只需要将待平衡工件绕着工装支撑轴6摆动,规避了传统的自由滚动的方式进行配平的问题,从而使得长条型工件静平衡调节的操作更安全可靠,缩短需要的导轨刃口长度,节约成本。而且,通过两端悬挂配重的杠杆调节方式进行偏重测定,平衡精度高。
为了能够准确度量调平状态,规避肉眼观察的误差,优选的,在调节待平衡工件处于水平时,在待平衡工件的两端分别设置百分表4,且两端的百分表4的安装位置关于第一对称平面对称;
在调节待平衡工件处于竖直时,在待平衡工件的两侧分别设置百分表4,且两侧的百分表4的安装位置关于第二对称平面对称。
通过保证待平衡工件两端的百分表4微动0.10内,便达到的待平衡工件的水平调平要求。
为了消除滚动摩擦的影响,保证配平的准确度,优选的,在将待平衡工件调平之前,按如下步骤进行粗配重3:在待平衡工件的其中一端的第一挂接点11逐步增加配重3,使待平衡工件摆动A角度;接着,在待平衡工件的另一端的第一挂接点11逐步增加配重3,使待平衡工件反向摆动A角度复位。
长条型工件不仅仅包括单一的独立工件,还包括两个或者两个以上部件组装在一起的组装式工件。例如:如图7所示,长条型工件包括长条型的工件本体1和组装于工件本体1上的部件2;对于该装式工件,平衡调节时,首先对部件2进行平衡调节,并将工件本体1作为待平衡工件,采用上述长条型工件静平衡调节工艺对长条型工件进行平衡调节;然后,将部件2与工件本体1组装在一起作为待平衡工件,采用上述长条型工件静平衡调节工艺对长条型工件进行平衡调节。该平衡调节工艺,通过对工件本体1和部件2独自进行静平衡调节,保证了各个构成部分各自的静平衡精度,为后期再将工件本体1和部件2组装在一起的平衡提供数据参考,减少后期整体平衡调节时需要修正的减重量,利于后期整体进行平衡调节的顺利及安全进行。
长条型工件静平衡试验架,包括支撑架7、平衡架5和工装支撑轴6;所述支撑架7包括左支撑架71和右支撑架72;所述平衡架5包括左平衡架51和右平衡架52;所述左支撑架71和右支撑架72相对设置,并在左支撑架71与右支撑架72之间设置有间距构成容长条型工件摆动的摆动通道8;所述左平衡架51支撑于左支撑架71上,所述右平衡架52支撑于右支撑架72上,所述左平衡架51与右平衡架52关于摆动通道8对称;所述工装支撑轴6一端与左平衡架51可拆卸连接,另一端与右平衡架52可拆卸连接。
该长条型工件静平衡试验架,平衡架5用于安装支撑导轨,导轨用于安装工装支撑轴6。支撑架7则用于支撑平衡架5,支撑架7可以由多个方箱堆叠而成,根据待平衡工件的外径尺寸,改变支撑架7的高度尺寸,支撑平衡架5,为待平衡工件的竖直安装创造条件。
以某型号离心机转臂为例,该转臂由臂架与转臂支撑组装而成,为大型组装式长条型工件,组装后重约34吨,要求平衡等级为G16(GB/T 9239.1-2006)。许用不平衡度e