一种新型铣头自动附件库
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及一种铣头的自动更换装置,适用于龙门镗铣床附件,涉及数控机床领域。
背景技术
现代数控机床发展方向是高速、高效、高精度,机床附件铣头可拓展数控机床功能,以适应不同加工件的加工工艺要求,来提高数控机床的使用效率,为用户增加经济效益。机床附件铣头以往多数采用手动更换、手动锁紧,效率较低,附件头占地面积大,防护不好;为提高机床的加工效率,机床附件铣头需要自动更换,自动装夹,同时需要很高的防护性,在此情形下,需要设计一种安全可靠、结构紧凑、防护性能好的一种新型铣头自动附件库。
发明内容
本发明所要解决的技术问题是针对现有技术存在的缺陷,提供一种新型铣头自动附件库。
为解决这一技术问题,本发明提供了一种新型铣头自动附件库,包括附件库支架、附件库转轴部分,附件铣头托盘、刚性盘托盘、托盘驱动部分、附件库防护,所述附件库支架固定在机床立柱前立面,附件库转轴部分的支座固定在附件库支架前立面上,所述液压缸支座、上支座、中间支座和下支座固定在附件库支架上,上转轴和下转轴分别通过轴承分别安装在上支座、中间支座和下支座中,所述轴承上方附加密封圈;所述上转轴和下转轴的上下端轴承分别采用压盖压紧、并增加轴承预紧;所述刚性盘托盘通过平键和转轴连接,附件铣头托盘通过两个平键和转轴连接,刚性盘接油盘固定在刚性盘托盘下方,附件铣头接油盘固定在附件铣头托盘下方;所述托盘驱动支座安装于附件库支架上,驱动油缸轴与托盘连接,附件头更换时推动附件头托盘绕附件库转轴旋转;所述附件库支架的托盘驱动连接处和上下托盘上均设有位置检测开关,所述附件铣头托盘定位钉接触定位螺钉,检测开关检测信号,完成整个附件铣头更换工作。
所述托盘驱动部分包括液压缸支座,所述液压缸支座在附件库支架伸出架外侧安装,所述液压缸一前侧转轴安装于两液压缸支座之间,液压缸一活塞杆前段铰接头分别与刚性盘托盘和附件铣头托盘铰接孔连接;液压缸一推动刚性盘托盘和附件铣头托盘旋转时,液压缸一可在两个液压缸支座之间摆动。
所述刚性盘托盘和附件铣头托盘上分别装有刚性盘和附件铣头支撑螺钉、定位销,附件库执行更换附件铣头程序时,液压缸一推动刚性盘和附件铣头托盘旋转90°打开,滑枕落下将刚性盘定位孔插到刚性盘上的定位销上,将刚性盘位置找正,放置在支撑螺钉上,检测开关检测刚性盘在位信号,滑枕升起,液压缸一收回带动刚性盘托盘旋转90°返回原位,刚性盘托的盘定位钉接触定位螺钉,检测开关检测信号,滑枕落下将附件铣头抓住锁紧升起,液压缸一带动附件铣头托盘旋转90°,返回原位;所述附件铣头托盘上安装有防护门,防护门可跟随附件铣头托盘往返,附件铣头托盘定位钉接触定位螺钉,检测开关检测信号,完成整个附件铣头更换工作。
所述附件库支架为焊接箱体结构。
所述附件铣头托盘为框型结构,其上设有附件铣头定位找正固定机构。
有益效果:本发明可实现多种附件铣头的自动更换,如立式、卧式、五轴附件铣头,其更换过程实现完全的自动化,更换效率高,防护性能更好,同时对机床的生产效率和利用率有大幅的提高。
附图说明
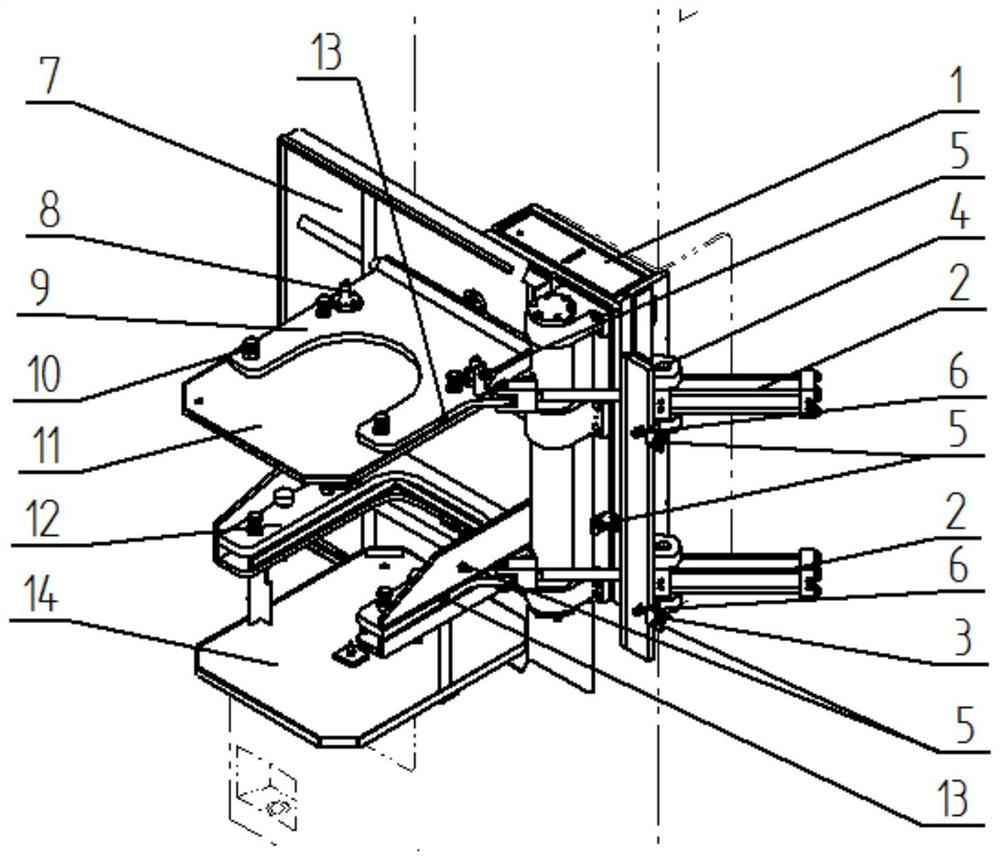
图1为本发明的结构示意图;
图2为本发明的结构示意俯视图;
图3为本发明转轴的结构示意图。
图中:1附件库支架、2液压缸一、3液压缸二、4液压缸支座、5接近开关、6定位螺钉、7防护门、8定位销、9刚性盘托盘、10支撑螺钉、11刚性盘接油盘、12附件铣头托盘、13托盘定位钉、14附件铣头接油盘、15上压盘、16上支座、17上转轴、18平键、19密封圈、20轴承、21中间支座、22下转轴、23下支座、24下压盘。
具体实施方式
下面结合附图及实施例对本发明做具体描述。
如图1-3所示,本发明提供了一种新型铣头自动附件库,包括附件库支架1、附件库转轴部分,附件铣头托盘12、刚性盘托盘9、托盘驱动部分、附件库防护,所述附件库支架1固定在机床立柱前立面,附件库转轴部分的支座固定在附件库支架前立面上,转动轴通过轴承在支座之间连接,所述液压缸支座4、上支座16、中间支座21和下支座23固定在附件库支架1上,上转轴20和下转轴22分别通过轴承17分别安装在上支座16、中间支座21和下支座23中,所述轴承17上方附加密封圈19,防止粉尘和水进入轴承;所述上转轴20和下转轴22的上下端轴承17分别采用压盖压紧、并增加轴承预紧;所述刚性盘托盘9通过平键18和转轴20连接,附件铣头托盘12通过两个平键18和转轴22连接,刚性盘接油盘11固定在刚性盘托盘9下方,附件铣头接油盘14固定在附件铣头托盘12下方;所述托盘驱动支座安装于附件库支架1上,驱动油缸轴与托盘连接,附件头更换时推动附件头托盘绕附件库转轴旋转;所述附件库支架1的托盘驱动连接处和上下托盘上均设有位置检测开关,所述附件铣头托盘定位钉13接触定位螺钉6,检测开关5检测信号,完成整个附件铣头更换工作。
所述托盘驱动部分包括液压缸支座4,所述液压缸支座4在附件库支架1伸出架外侧安装,所述液压缸一2前侧转轴安装于两液压缸支座4之间,液压缸一2活塞杆前段铰接头分别与刚性盘托盘9和附件铣头托盘12铰接孔连接;液压缸一2推动刚性盘托盘9和附件铣头托盘12旋转时,液压缸一2可在两个液压缸支座4之间摆动。
所述刚性盘托盘9和附件铣头托盘12上分别装有刚性盘和附件铣头支撑螺钉10、定位销8,附件库执行更换附件铣头程序时,液压缸一2推动刚性盘9和附件铣头托盘12旋转90°打开,滑枕落下将刚性盘定位孔插到刚性盘9上的定位销上,将刚性盘位置找正,放置在支撑螺钉10上,检测开关5检测刚性盘在位信号,滑枕升起,液压缸一2收回带动刚性盘托盘9旋转90°返回原位,刚性盘托的盘定位钉13接触定位螺钉6,检测开关5检测信号,滑枕落下将附件铣头抓住锁紧升起,液压缸一2带动附件铣头托盘12旋转90°,返回原位;所述附件铣头托盘12上安装有防护门7,防护门7可跟随附件铣头托盘12往返,附件铣头托盘定位钉13接触定位螺钉6,检测开关5检测信号,完成整个附件铣头更换工作。
所述附件库支架1为焊接箱体结构,其刚性好,结构简单。
所述附件铣头托盘12为框型结构,其上设有附件铣头定位找正固定机构;附件铣头托盘设有转轴筒,转轴筒套在转动轴上,托盘转轴筒长度与转动轴长度一致;经有限元分析计算,放置附件铣头后中心轴偏移小,铣头中心偏移最大0.05mm;其上装有附件头托盘打开后的检测开关,保证附件头托盘可完全打开,附件铣头更换时位置偏移时也可以保证附件铣头能拉到正确的位置,保证更换附近洗头的精度。
所述附件铣头托盘12上安装有接油盘,所述附件库固定支架计算伸出托盘驱动支架角度用于固定托盘驱动用油缸支座,其上安装有附件头托盘关闭后位置及状态,所述附件库防护为门型结构固定在附件头托盘外侧面随托盘开关,保证附件头更换时完全自动化,提高附件头的更换效率。
本发明可实现多种附件铣头的自动更换,如立式、卧式、五轴附件铣头,其更换过程实现完全的自动化,更换效率高,防护性能更好,同时对机床的生产效率和利用率有大幅的提高。
本发明上述实施方案,只是举例说明,不是仅有的,所有在本发明范围内或等同本发明的范围内的改变均被本发明包围。