一种一步法无纺布基材石墨烯发热膜及其制备方法
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及电热材料技术领域,具体来说,涉及一种一步法无纺布基材石墨烯发热膜及其制备方法。
背景技术
现有石墨烯膜是以PE、PP、TPR或其他塑料膜为基材,以印刷方式将石墨烯浆料附着在塑料膜上制成一定厚度的发热膜,膜的两头边缘贴合正负极铜膜,接电后发热。还有三层结构通过逐层热压、粘合的方法制成的发热膜,其特征是:采用挤压法将石墨烯浆料做成石墨烯发热片;采用多根无纺布条编织成方格状的韧性层,将韧性层夹持在两张石墨烯发热片之间,再以热压成型的方式将韧性层与石墨烯发热片压制成一体,得到石墨烯复合发热层;在石墨烯发热层的两张石墨烯发热片之间粘接电极层;在石墨烯发热层的上下表面粘接由PVC膜、PE膜或PET膜制成的绝缘防水层。
以上方法前者由于用凹版印刷方式制作发热层,所以发热层的厚度受到限制,最厚的发热层在1mm以内,不适应高温领域,另外,以塑料薄膜为基材容易变形,收缩和折断引起电极短路;后者从制膜到成品要经过多道工序,而且要用不同的粘接剂进行粘合,生产效率低,质量难以控制。
针对相关技术中的问题,目前尚未提出有效的解决方案。
发明内容
针对相关技术中的问题,本发明提出一种一步法无纺布基材石墨烯发热膜及其制备方法,以克服现有相关技术所存在的上述技术问题。
本发明的技术方案是这样实现的:
一种一步法无纺布基材石墨烯发热膜,包括发热膜层,所述发热膜层上压覆有铜膜,所述铜膜上方设有上绝缘层,所述发热膜层下方设有下绝缘层,所述上绝缘层与所述下绝缘层外均设有防水膜。
一种一步法无纺布基材石墨烯发热膜的其制备方法,具体步骤如下:
S1:将石墨烯浆料5%、聚氨酯水性树脂65%、石墨管浆料25%以及混合溶剂5%的原料倒入搅拌釜先行搅拌10分钟,转速为1440转/min;
S2:取出搅拌后的混合原料,再用三辊机研磨3次,得到石墨烯浆料;
S3:利用高精度涂布机带动无纺布浸入石墨烯浆料后,带料运行至涂布刀头,涂步刀头将多余浆料刮至料斗,以控制发热膜厚度;
S4:将涂有石墨烯浆料的无纺布送入第一段烘干箱内,温度为100℃,使产品进入半固化状态;
S5:再进入铜膜压覆区,压辊将铜膜压覆在发热膜表面,使之粘合; S6:
S6:将产品浸入第二段烘箱内,烘箱温度120度,加速产品固化;
S7:最后,将上绝缘层、下绝缘层和防水膜压覆在产品上即可得到无纺布基材石墨烯发热膜。
进一步的,所述发热膜层为石墨烯发热层。
进一步的,所述无纺布采用柔韧性好,抗拉伸强度好,阻燃耐高温的材料。
进一步的,所述上绝缘层和下绝缘层均为聚四氟乙烯薄膜。
本发明提供了一种一步法无纺布基材石墨烯发热膜及其制备方法,有益效果如下:
(1)、通过将自制的水性石墨烯浆料由石墨烯浆料5%、聚氨酯水性树脂 65%、石墨管浆料25%、混合溶剂5%的质量份制成石墨烯发热片浆料,根据所需发热膜的厚度,调整石墨烯浆料的粘度,用高精度涂布机生产,要求 0.1mm-5mm可以调整,按照所需宽度将一定宽度和厚度的铜膜压覆于半干的发热膜表面,使之粘接牢固,即可制备完成,自制的石墨烯浆料是单组份快干型浆料,在生产中厚度均匀,表面光滑,快速成型;无纺布具有良好的柔韧性和抗拉强度,同时能耐高温,现有资料中最高可耐1400℃高温,同时价格低,可节约成本,可以增强产品的柔韧性,抗拉强度,耐高温特性,涂布机使用方便灵活,效率高,有利于大规模生产。
(2)、在发热膜层为石墨烯发热层。
(3)、在无纺布采用柔韧性好,抗拉伸强度好,阻燃耐高温的材料,增加其基材的柔韧性、抗拉伸性和阻燃耐高温性能。
(4)、在上绝缘层和下绝缘层均为聚四氟乙烯薄膜,使其具有抗电压强度最为显著、击穿电压的优点。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
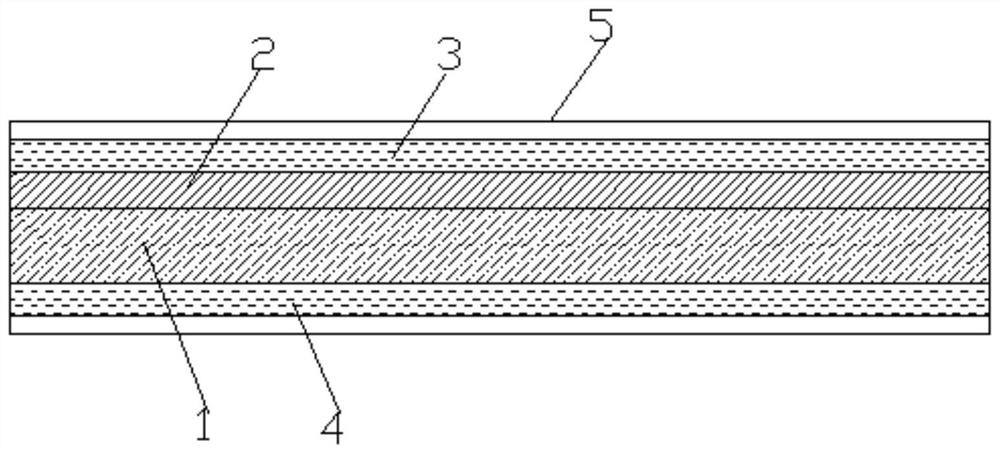
图1是根据本发明实施例的一种一步法无纺布基材石墨烯发热膜的结构示意图;
图2是根据本发明实施例的一种一步法无纺布基材石墨烯发热膜的制备方法结构框图。
图中:
1、发热膜层;2、铜膜;3、上绝缘层;4、下绝缘层;5、防水膜。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
下面,结合附图以及具体实施方式,对本发明做出进一步的描述:
实施例一:
请参阅图1-2,根据本发明实施例的一种一步法无纺布基材石墨烯发热膜,包括发热膜层1,所述发热膜层1上压覆有铜膜2,所述铜膜2上方设有上绝缘层3,所述发热膜层1下方设有下绝缘层4,所述上绝缘层3与所述下绝缘层4外均设有防水膜5。
一种一步法无纺布基材石墨烯发热膜的其制备方法,其特征在于,具体步骤如下:
S1:将石墨烯浆料5%、聚氨酯水性树脂65%、石墨管浆料25%以及混合溶剂5%的原料倒入搅拌釜先行搅拌10分钟,转速为1440转/min;
S2:取出搅拌后的混合原料,再用三辊机研磨3次,得到石墨烯浆料;
S3:利用高精度涂布机带动无纺布浸入石墨烯浆料后,带料运行至涂布刀头,涂步刀头将多余浆料刮至料斗,以控制发热膜厚度;
S4:将涂有石墨烯浆料的无纺布送入第一段烘干箱内,温度为100℃,使产品进入半固化状态;
S5:再进入铜膜压覆区,压辊将铜膜压覆在发热膜表面,使之粘合;
S6:将产品浸入第二段烘箱内,烘箱温度120度,加速产品固化;
S7:最后,将上绝缘层3、下绝缘层4和防水膜5压覆在产品上即可得到无纺布基材石墨烯发热膜。
通过本发明的上述方案,通过在将自制的水性石墨烯浆料由石墨烯浆料 5%、聚氨酯水性树脂65%、石墨管浆料25%、混合溶剂5%的质量份制成石墨烯发热片浆料,根据所需发热膜的厚度,调整石墨烯浆料的粘度,用高精度涂布机生产,要求0.1mm-5mm可以调整,按照所需宽度将一定宽度和厚度的铜膜压覆于半干的发热膜表面,使之粘接牢固,即可制备完成,自制的石墨烯浆料是单组份快干型浆料,在生产中厚度均匀,表面光滑,快速成型;无纺布具有良好的柔韧性和抗拉强度,同时能耐高温,现有资料中最高可耐1400℃高温,同时价格低,可节约成本,可以增强产品的柔韧性,抗拉强度,耐高温特性,涂布机使用方便灵活,效率高,有利于大规模生产。
实施例二:
如图1-2所示,所述发热膜层1为石墨烯发热层;所述无纺布采用柔韧性好,抗拉伸强度好,阻燃耐高温的材料,增加其基材的柔韧性、抗拉伸性和阻燃耐高温性能;所述上绝缘层3和下绝缘层4均为聚四氟乙烯薄膜,使其具有抗电压强度最为显著、击穿电压的优点。
为了方便理解本发明的上述技术方案,以下就本发明在实际过程中的工作原理或者操作方式进行详细说明。
在实际应用时,将石墨烯浆料5%、聚氨酯水性树脂65%、石墨管浆料 25%以及混合溶剂5%的原料倒入搅拌釜先行搅拌10分钟,转速为1440转 /min,取出搅拌后的混合原料,再用三辊机研磨3次,得到石墨烯浆料,利用高精度涂布机带动无纺布浸入石墨烯浆料后,带料运行至涂布刀头,涂步刀头将多余浆料刮至料斗,以控制发热膜厚度,将涂有石墨烯浆料的无纺布送入第一段烘干箱内,温度为100℃,使产品进入半固化状态,再进入铜膜压覆区,压辊将铜膜压覆在发热膜表面,使之粘合,将产品浸入第二段烘箱内,烘箱温度120度,加速产品固化,最后,将上绝缘层3、下绝缘层4和防水膜5压覆在产品上即可得到无纺布基材石墨烯发热膜。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种一步法无纺布基材石墨烯发热膜及其制备方法
- 石墨烯发热膜、石墨烯发热片及其制备方法