一种带腔类薄壁结构加工方法
文献发布时间:2023-06-19 09:32:16
技术领域
本申请属于带腔类薄壁结构加工技术领域,特别涉及一种带腔类薄壁结构加工方法。
背景技术
当前,在对带腔类薄壁结构加工过程中,多于其内腔内填充低熔点合金后,例如铅、锡、铋、铟等合金,以防止加工过程中其薄壁振动,影响加工精度,该种技术方案存在以下缺陷:
1)、低熔点合金毒性大,加工过程中对人体毒害大;
2)、低熔点合金填充流动性差,难以对带腔类薄壁结构内腔填充完全,且对于填充不完全的部位难以进行再次填充;
3)、低熔点合金对带腔类薄壁结构薄壁具有严重的侵蚀作用,易对薄壁造成损伤;
4)、对带腔类薄壁结构加工完成后,低熔点合金难以从其内腔中清除干净,影响带腔类薄壁结构的使用性能。
鉴于上述技术缺陷的存在提出本申请。
需注意的是,以上背景技术内容的公开仅用于辅助理解本发明的发明构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日已经公开的情况下,上述背景技术不应当用于评价本申请的新颖性和创造性。
发明内容
为了解决上述技术问题,本申请提供一种带腔类薄壁结构加工方法。
本申请的技术方案是:
一种带腔类薄壁结构加工方法,包括:
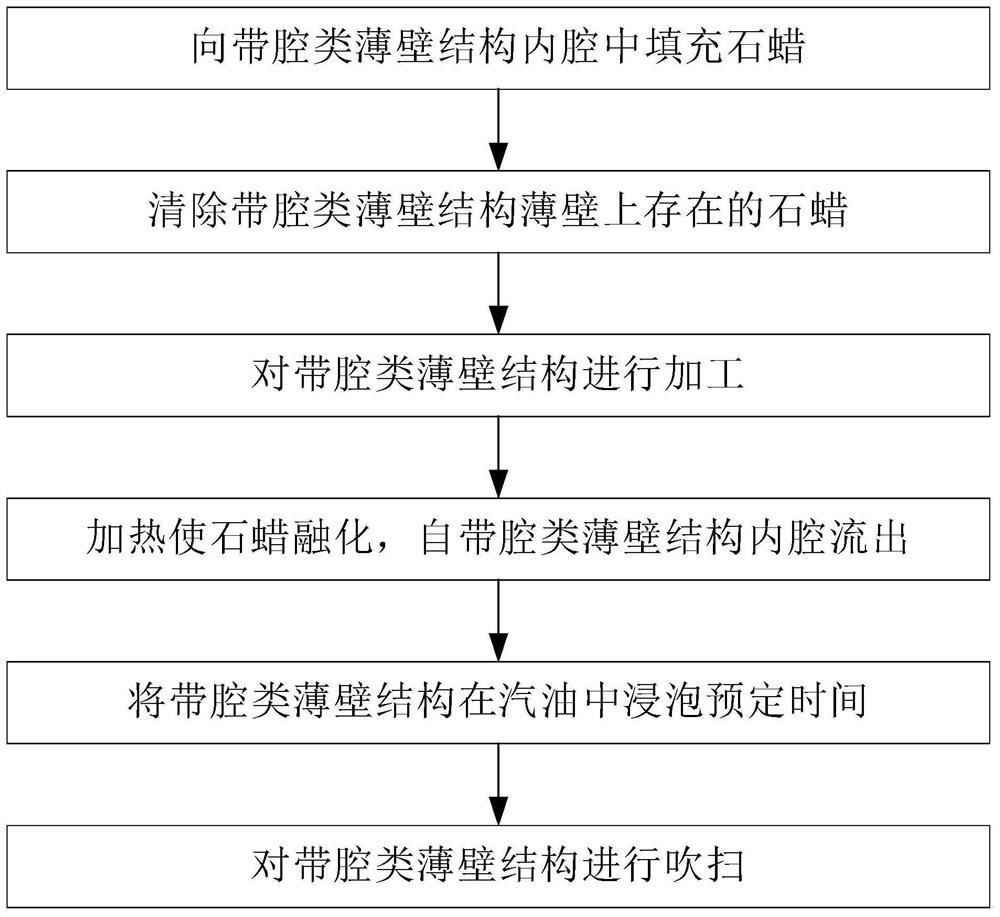
向带腔类薄壁结构内腔中填充石蜡;
对带腔类薄壁结构进行加工。
优选的是,上述的带腔类薄壁结构加工方法中,所述向带腔类薄壁结构内腔中填充石蜡,具体为:
加热使石蜡融化,流入带腔类薄壁结构内腔,冷却固化。
优选的是,上述的带腔类薄壁结构加工方法中,所述加热使石蜡融化,流入带腔类薄壁结构内腔,冷却固化,具体为:
使用热蒸汽或热风枪加热使石蜡融化,流入带腔类薄壁结构内腔,冷却固化。
优选的是,上述的带腔类薄壁结构加工方法中,所述对带腔类薄壁结构进行加工时,若带腔类薄壁结构内腔中存在石蜡填充不完全部分或石蜡发生迸裂、脱落,则再次向带腔类薄壁结构内腔中填充石蜡。
优选的是,上述的带腔类薄壁结构加工方法中,所述对带腔类薄壁结构进行加工,之前,还包括:
清除带腔类薄壁结构薄壁上存在的石蜡。
优选的是,上述的带腔类薄壁结构加工方法中,所述清除带腔类薄壁结构薄壁上存在的石蜡,具体为:
使用胶木板或聚酯板清除带腔类薄壁结构薄壁上存在的石蜡。
优选的是,上述的带腔类薄壁结构加工方法中,所述对带腔类薄壁结构进行加工,之后,还包括:
加热使石蜡融化,自带腔类薄壁结构内腔流出。
优选的是,上述的带腔类薄壁结构加工方法中,所述加热使石蜡融化,自带腔类薄壁结构内腔流出,具体为:
使用热蒸汽、热风枪或水浴加热使石蜡融化,自带腔类薄壁结构内腔流出。
优选的是,上述的带腔类薄壁结构加工方法中,所述加热使石蜡融化,自带腔类薄壁结构内腔流出,之后,还包括:
将带腔类薄壁结构在汽油中浸泡预定时间。
优选的是,上述的带腔类薄壁结构加工方法中,所述将带腔类薄壁结构在汽油中浸泡预定时间,之后,还包括:
对带腔类薄壁结构进行吹扫。
附图说明
图1是本申请提供的带腔类薄壁结构加工方法流程意图;
图2是本申请提供的带腔类薄壁结构加工示意图。
为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;此外,附图用于示例性说明,其中描述位置关系的用语仅限于示例性说明,不能理解为对本专利的限制。
具体实施方式
为使本申请实施的目的、技术方案和优点更加清楚,下面将结合本申请实施方式中的附图,对本申请实施方式中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施方式是本申请一部分实施方式,而不是全部的实施方式。下面通过参考附图描述的实施方式是示例性的,旨在用于解释本申请,而不能理解为对本申请的限制。
此外,还需要说明的是,除非另有明确的规定和限定,在本申请的描述中使用的“安装”、“相连”、“连接”等类似词语应做广义理解,例如,连接可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通,领域内技术人员可根据具体情况理解其在本申请中的具体含义。
下面结合附图1至图2对本申请做进一步详细说明。
一种带腔类薄壁结构加工方法,包括:
向带腔类薄壁结构内腔中填充石蜡;
对带腔类薄壁结构进行加工。
对于上述实施例公开的带腔类薄壁结构加工方法,领域内技术人员可以理解的是,其在对带腔类薄壁结构加工之前,向带腔类薄壁结构内腔中填充石蜡,成为一实体结构,从而避免其薄壁在加工时发生剧烈振动,影响加工精度。
对于上述实施例公开的带腔类薄壁结构加工方法,领域内技术人员还可以理解的是,以石蜡填充带腔类薄壁结构内腔,对人体危害小,此外,石蜡不会对带腔类薄壁结构薄壁产生侵蚀,不会对薄壁造成损伤。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述向带腔类薄壁结构内腔中填充石蜡,具体为:
加热使石蜡融化,流入带腔类薄壁结构内腔,冷却固化。
对于上述实施例公开的带腔类薄壁结构加工方法,领域内技术人员可以理解的是,石蜡熔点较低,加热易融化,融化后具有较好的流动性,易流入带腔类薄壁结构内腔,在内腔中充满,冷却后在内腔中固化,与带腔类薄壁结构结合成为一实体结构。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述加热使石蜡融化,流入带腔类薄壁结构内腔,冷却固化,具体为:
使用热蒸汽或热风枪加热使石蜡融化,流入带腔类薄壁结构内腔,冷却固化。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述对带腔类薄壁结构进行加工时,若带腔类薄壁结构内腔中存在石蜡填充不完全部分或石蜡发生迸裂、脱落,则再次向带腔类薄壁结构内腔中填充石蜡。
对于上述实施例公开的带腔类薄壁结构加工方法,领域内技术人员可以理解的是,向带腔类薄壁结构内腔中填充石蜡,会出现填充不完全,或者填充后出现崩裂、脱落等情形,不能够有效避免带腔类薄壁结构薄壁在加工时发生振动,在此情形下,可再次向带腔类薄壁结构内腔中填充石蜡,具体过程可以是,向带腔类薄壁结构内腔中补充石蜡,加热融化,充满内腔,冷却固化,与带腔类薄壁结构结合成为一实体结构。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述对带腔类薄壁结构进行加工,之前,还包括:
清除带腔类薄壁结构薄壁上存在的石蜡,以便于对带腔类薄壁结构进行加工。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述清除带腔类薄壁结构薄壁上存在的石蜡,具体为:
使用胶木板或聚酯板清除带腔类薄壁结构薄壁上存在的石蜡,以避免划伤带腔类薄壁结构薄壁。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述对带腔类薄壁结构进行加工,之后,还包括:
加热使石蜡融化,自带腔类薄壁结构内腔流出。
对于上述实施例公开的带腔类薄壁结构加工方法,领域内技术人员可以理解的是,石蜡熔点较低,加热易融化,融化后具有较好的流动性,易自带腔类薄壁结构内腔中流出,即对带腔类薄壁结构进行加工完成后,易于实现对其内腔中石蜡的清除,此外,可将自带腔类薄壁结构内腔中流出的石蜡收集起来,循环使用,不会污染环境。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述加热使石蜡融化,自带腔类薄壁结构内腔流出,具体为:
使用热蒸汽、热风枪或水浴加热使石蜡融化,自带腔类薄壁结构内腔流出。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述加热使石蜡融化,自带腔类薄壁结构内腔流出,之后,还包括:
将带腔类薄壁结构在汽油中浸泡预定时间。
对于上述实施例公开的带腔类薄壁结构加工方法,领域内技术人员可以理解的是,以加热使石蜡融化,自带腔类薄壁结构内腔流出的方式对内腔中的石蜡进行清除,难以保证内腔中不会有石蜡残留,在加热使石蜡融化,自带腔类薄壁结构内腔流出之后,将带腔类薄壁结构在汽油中浸泡预定时间,例如可以是两小时,可使内腔中残留的石蜡溶解在汽油中,随汽油流出内腔,实现对内腔中石蜡的彻底清除。
在一些可选实施方式中,上述的带腔类薄壁结构加工方法中,所述将带腔类薄壁结构在汽油中浸泡预定时间,之后,还包括:
对带腔类薄壁结构进行吹扫,具体可以使用压缩空气对带腔类薄壁结构进行吹扫,晾干。
一个更为具体实施例是,对图2所示的带腔类薄壁结构加工,以机械加工的方法在其薄壁上加工一个开口A,在向其内腔中填充石蜡时,可仅保留一个开口向其内腔中填充石蜡,将其余开口以胶带封堵,以避免石蜡固化前自其内腔中流出,在清除带腔类薄壁结构薄壁上存在的石蜡时,可一并将胶带拆除。
说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
至此,已经结合附图所示的优选实施方式描述了本申请的技术方案,领域内技术人员应该理解的是,本申请的保护范围显然不局限于这些具体实施方式,在不偏离本申请的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本申请的保护范围之内。