一种具有快速装夹和限位的电阻对焊机模具
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及一种电阻焊机领域,特别涉及一种具有快速装夹和限位的电阻对焊机模具。
背景技术
电阻焊机(resistance welding machine)是将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。一些冰箱连接管的铜管、铝管焊接采用电阻焊机中对焊的方式,铜管插入铝管利用工件电阻发热致使铜铝材料接触面相熔而形成牢固的结合面,而现有铜铝接头实际的焊接方法是预先将铜管的一端微缩口后插入铝管内,然后放置到对焊机模具内进行电阻焊接,由于都是员工手工操作,现有的模具由于没有定位装置,铝管容易伸出过长,导致焊接失效,除此外,现有模具装夹到电阻焊设备上都是螺丝固定费事费力,不适合多种型号的交替生产。
发明内容
针对现有技术的不足,本发明提供了一种具有快速装夹和限位的电阻对焊机模具,并通过增加挡条来实现对铝管插入深度的限位,通过在模具底部设计贯穿的燕尾槽来实现快速安装。
为解决上述技术问题,本发明采取如下技术方案:
一种具有快速装夹和限位的电阻对焊机模具,包括主模、副模,所述的主模由外形完全一致的第一上模和第一下模构成,在所述的第一上模焊接面设有第一钛合金层,在所述第一钛合金层内设有冷却水管路,在所述第一钛合金层的侧面设有挡条,所述挡条连接于气缸,在所述的第一下模的焊接面设有第二钛合金层,所述的副模由外形完全一致的第二上模和第二下模构成,在所述第一下模和第二下模底部设有贯穿的燕尾槽。
优选地,在所述挡条上设有一个半圆形缺口。
与现有技术相比,本发明的有益效果为:
本发明在主模的焊接面上设有具有强度高、耐蚀性好、耐热性高等特点的钛合金层,极大的提高了模具的使用寿命。挡条的设计能够保证铝管插入深度,贯穿的燕尾槽的设计能实现模具与电阻焊机的快速安装,适合批量生产的需要。
附图说明
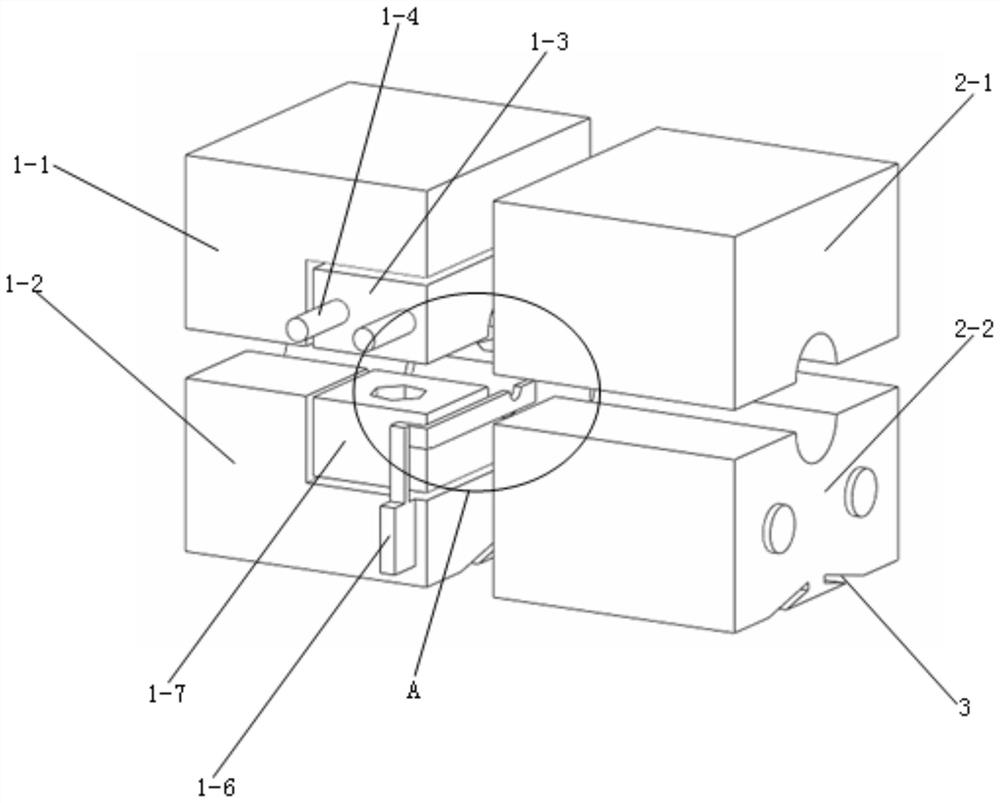
图1为本发明立体结构示意图;
图2为本发明A处局部放大结构示意图;
图3为本发明主视结构示意图;
图4为本发明侧视结构示意图。
具体实施方式
参见附图1-图4所示,一种具有快速装夹和限位的电阻对焊机模具,包括主模1、副模2,所述的主模1由外形完全一致的第一上模1-1和第一下模1-2构成,在所述的第一上模1-1焊接面设有第一钛合金层1-3,在所述第一钛合金层1-3内设有冷却水管路1-4,在所述第一钛合金层1-3的侧面设有挡条1-5,所述挡条1-5连接于气缸1-6,在所述的第一下模1-2的焊接面设有第二钛合金层1-7,所述的副模2由外形完全一致的第二上模2-1和第二下模2-2构成,在所述第一下模1-2和第二下模2-2底部设有贯穿的燕尾槽3。优选地,在所述挡条1-5上设有一个半圆形缺口1-8。
本发明一种具有快速装夹和限位的电阻对焊机模具电阻对焊机的辅助装置,将本发明主模1、副模2安装到电阻焊机电极上,具体是通过将第一下模1-2和第二下模2-2底部的燕尾槽3插入电阻焊机电极上即可,员工操作时,将铝管放置到第一上模1-1和第一下模1-2上的第一钛合金层1-3和第二钛合金层1-7之间,在安装铝管过程中,需要将铝管插入并抵住挡条1-5位置,然后将缩口后的铜管安装到第二上模2-1和第二下模2-2夹持位置,并将缩口通过挡条1-5上的半圆形缺口1-8并插入铝管内,完成以上管材的安装后,再启动电阻焊设备,此时,第一上模1-1和第二上模2-1下压,同时气缸1-6启动带动与之相连的挡条1-5偏移,电阻焊设备对主模1和副模2进行通电挤压在通过大电流对铝管和铜管进行热熔并焊接在一起。在焊接过程中,为避免钛合金层过热二损坏,本发明在所述第一钛合金层1-3内设有冷却水管路1-4,通过冷却水实现降温。
以上所述,仅是对本发明的较佳实施例而已,并非是对本发明做其他形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是,凡是未脱离本发明方案内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与改型,仍属于本发明的保护范围。