焊接衬垫设备以及焊接衬垫系统
文献发布时间:2023-06-19 09:33:52
技术领域
本发明涉及焊接技术领域,具体地涉及一种焊接衬垫设备以及焊接衬垫系统。
背景技术
在单面焊双面成型工艺领域中,一般采用横焊,横焊是指将两块待焊接的拼接板左右水平放置组对后进行焊接。在横焊的过程中,焊接的铁水会沿着焊缝向下渗出,因此需要在拼接板的下部放置衬垫用于接住渗出的铁水,直至铁水冷却后,再拆除衬垫。而单面焊双面成型焊接方式则分为人工焊接和自动焊接两种方式。
人工焊接是操作焊枪进行焊接,需要先在焊缝上进行第一道打底焊接,完成整个焊缝的打底焊接后,再在焊缝上进行第二道盖面焊接。由于人工焊接方式需要进行打底焊接和盖面焊接两道工序,其工序复杂,作业效率低,产品一致性差。
自动焊接则是将焊枪固定在龙门架上,进行一次成型自动焊接,而目前,自动焊接仍然需要人为干涉在拼接板下面放置衬垫。衬垫分为铜衬垫和陶瓷衬垫。铜衬垫无法和拼接板很好地贴合,并且,焊接铁水太多时仍然会流淌出来,铁水凝固后容易沾在铜衬垫上无法脱落。而陶瓷衬垫则需要人工一片一片贴合,作业效率低,并且陶瓷衬垫为一次性消耗品,成本投入高,而当焊接的能量较高时则可能击碎陶瓷衬垫造成焊接失败。
发明内容
本发明的目的是为了克服现有技术存在的问题,提供一种焊接衬垫设备以及焊接衬垫系统,该焊接衬垫设备能够实现衬垫本体与焊接对象的自动贴合,同时还能够保证焊接铁水快速地冷却。
为了实现上述目的,本发明一方面提供一种焊接衬垫设备,用于设置于焊接对象的下方,所述焊接衬垫设备包括升降机构和衬垫本体;所述升降机构被构造为能够驱使所述衬垫本体靠近或远离所述焊接对象;所述衬垫本体设有冷却通道,所述冷却通道的一端用于连接外部的冷却液源,所述冷却通道的另一端用于排出冷却液。
可选的,所述焊接衬垫设备包括设置于所述衬垫本体的支撑单元,所述支撑单元被构造为在其与所述焊接对象的底面接触时保证所述衬垫本体与所述焊接对象的底面之间具有间隙。
可选的,所述升降机构包括升降平台、第一弹性单元以及浮动平台;所述升降平台被构造为能够沿竖直方向移动,所述浮动平台设置在所述升降平台的上方,所述第一弹性单元设置在所述升降平台和所述浮动平台之间以向所述浮动平台提供弹力,所述衬垫本体设置于所述浮动平台。
可选的,所述焊接衬垫设备包括沿水平方向排列设置的多个所述衬垫本体,多个所述衬垫本体的所述冷却通道依次连通,所述衬垫本体设有沿竖直方向延伸的长孔,相邻两个所述衬垫本体的长孔对应设置并通过销轴连接,其中,所述销轴被构造为能够沿所述长孔的长度方向移动。
可选的,所述销轴沿所述长孔的长度方向移动的最大距离为第一距离,所述冷却通道的端部孔口为长条形孔,所述长条形孔的长度大于所述第一距离。
可选的,所述冷却通道两端的长条形孔分别位于所述衬垫本体的两个侧面;所述长条形孔设置为:当所述销轴沿所述长孔的长度方向移动至最大距离时,所述长条形孔在相邻所述衬垫本体的侧面上的投影完全位于该衬垫本体的侧面内。
可选的,所述升降机构包括多个第二弹性单元,多个所述第二弹性单元与多个所述衬垫本体一一对应地连接以分别向每一个所述衬垫本体提供弹性力。
通过上述技术方案,由于所述升降机构能够驱使所述衬垫本体靠近或远离所述焊接对象,因此,当所述衬垫本体靠近所述焊接对象时,所述衬垫本体能够自动地贴合到所述焊接对象,无需人工放置,减轻了劳动负担。同时,所述衬垫本体设有用于冷却液流通的冷却通道,因此,能够保证流淌于所述衬垫本体表面的焊接铁水得到快速地冷却。
本发明第二方面提供一种焊接衬垫系统,所述焊接衬垫系统包括行驶机构和上述的焊接衬垫设备,所述行驶机构被构造为能够沿水平方向移动,所述焊接衬垫设备安装于所述行驶机构。
可选的,所述行驶机构包括控制器以及第一检测单元,其中,所述第一检测单元被构造为能够检测所述行驶机构的行驶轨迹并将轨迹值发送至所述控制器,所述控制器被构造为能够根据所述轨迹值调节所述行驶机构的行驶方向。
可选的,所述行驶机构包括第二检测单元,所述第二检测单元被构造为能够检测所述行驶机构的行驶速度并将速度值发送至所述控制器,所述控制器被构造为能够根据所述速度值调节所述行驶机构的行驶速度。
通过上述技术方案,本发明的焊接衬垫系统能够应用于全自动焊接工艺,由于采用了全自动无人化焊接,不仅减少了焊接技工的人工成本的投入,同时也大大提高了产品工艺的一致性。
本发明的其它特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
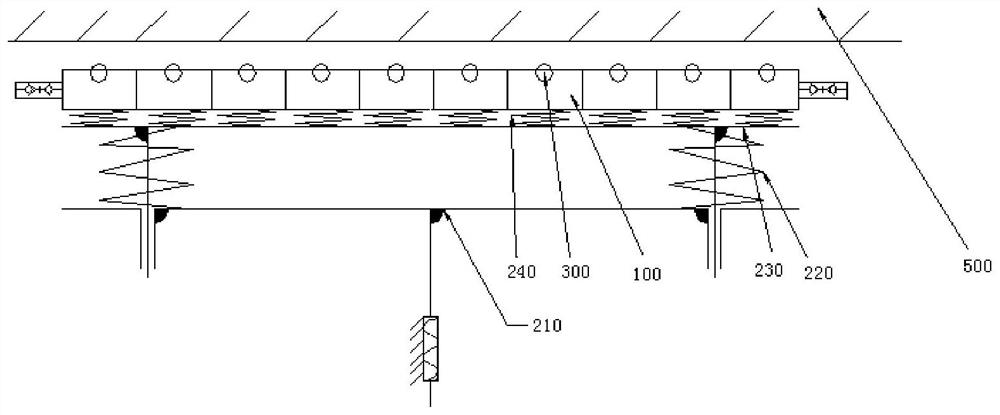
图1是本发明的焊接衬垫设备的一种实施方式的侧视示意图;
图2是本发明的焊接衬垫设备的一种实施方式的俯视示意图;
图3是本发明的焊接衬垫设备的衬垫本体的剖视示意图;
图4是本发明的焊接衬垫系统的一种实施方式的示意图。
附图标记说明
100-衬垫本体,110-冷却通道,120-长孔,130-销轴,210-升降平台,220-第一弹性单元,230-浮动平台,240-第二弹性单元,300-支撑单元,400-行驶机构,500-焊接对象,600-焊枪
具体实施方式
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
需要说明的是,在本发明中,“水平方向”是指图1或图3中的左右方向,即实际中平行于地面的方向。“竖直方向”是指图1或图3中的上下方向,即实际中垂直于地面的方向。
如图1至图3所示,本发明的焊接衬垫设备包括升降机构和衬垫本体100;升降机构被构造为能够驱使衬垫本体100靠近或远离焊接对象500(例如拼接板);衬垫本体100设有冷却通道110,冷却通道110的一端用于连接外部的冷却液源,冷却通道110的另一端用于排出冷却液。
在本发明中,由于升降机构能够驱使衬垫本体100靠近或远离焊接对象500,因此,当衬垫本体100靠近焊接对象500时,衬垫本体100能够自动地贴合到焊接对象500,无需人工放置,减轻了劳动负担。同时,衬垫本体100设有用于冷却液流通的冷却通道110,因此,能够保证流淌于衬垫本体100表面的焊接铁水得到快速地冷却。
为了使焊接铁水能够更加迅速地冷却,在本发明的一种实施方式中,如图1和图3所示,焊接衬垫设备包括设置于衬垫本体100的支撑单元300,支撑单元300被构造为在其与焊接对象500的底面接触时保证衬垫本体100与焊接对象500的底面之间具有间隙。应当理解的是,支撑单元300可以具有多种形式,例如,支撑单元300可以包括滚轮结构,该滚轮结构安装于衬垫本体100的两端并且该滚轮结构高出衬垫本体100的顶面一段距离,当升降机构驱使衬垫本体100上升靠近焊接对象500时,滚轮结构会先接触到焊接对象500的底面,从而使得焊接对象500的底面与衬垫本体100的顶面之间具有一定的间隙,该间隙能够增大铁水与衬垫本体100的接触面积,更有利于铁水的下渗和冷却。
另外,当本发明的焊接衬垫设备能够沿水平方向移动时,滚轮形式的支撑单元300也能够更加方便地在焊接对象500的底面滚动。
应当理解的是,升降机构可以设计为多种形式,在本发明的一种实施方式中,如图1所示,升降机构包括升降平台210、第一弹性单元220以及浮动平台230;升降平台210被构造为能够沿竖直方向移动,浮动平台230设置在升降平台210的上方,第一弹性单元220设置在升降平台210和浮动平台230之间以向浮动平台230提供弹力,衬垫本体100设置于浮动平台230。在该实施方式中,升降平台210可以通过电动直线模组、丝杠结构等方式实现竖直方向的移动,当升降平台210移动时,其带动第一弹性单元220以及浮动平台230一同移动,由于第一弹性单元220能够向浮动平台230提供弹力,因此设置于浮动平台230的衬垫本体100能够在该弹力的作用下得到缓冲,防止衬垫本体100或支撑单元300对焊接对象500产生冲击。
在焊接对象500的底面呈倾斜、变形或凹凸不平的情况下,为了使衬垫本体100能够很好地适应焊接对象500的底面凹凸,在本发明的一种实施方式中,焊接衬垫设备包括沿水平方向排列设置的多个衬垫本体100,多个衬垫本体100的冷却通道110依次连通,衬垫本体100设有沿竖直方向延伸的长孔120,相邻两个衬垫本体100的长孔120对应设置并通过销轴130连接,其中,销轴130被构造为能够沿长孔120的长度方向移动。需要说明的是,长孔120沿竖直方向延伸是指长孔120本身的形状为类似腰型孔的形状,其长度方向即图3中的上下方向。也就是说,通过长孔120和销轴130的配合连接,相邻两个衬垫本体100能够实现竖直方向上不同步地移动,从而使得衬垫本体100能够适应倾斜、变形或凹凸不平的焊接对象500的底面。
在相邻两个衬垫本体100的水平高度不一致的情况下,为了保证该相邻两个衬垫本体100的冷却通道110仍然处于相互流体连通的状态,从而保证冷却液能够顺畅地在多个衬垫本体100的冷却通道110中流动,在本发明的一种实施方式中,设销轴130沿长孔120的长度方向移动的最大距离为第一距离,并且将冷却通道110的端部孔口设计为长条形孔,那么,应当保证长条形孔的长度大于上述的第一距离,这样,即便当销轴130移动至长孔120的端部时,相邻两个衬垫本体100的冷却通道110的端部孔口仍然至少部分地对接连通,从而保证冷却液能够顺畅地流动。应当理解的是,长条形孔可以长方形孔、腰型孔等孔型,长条形孔仅仅是冷却通道110的端部孔口的形状,并非冷却通道110的横截面的形状,也就是说,上述实施方式只是要保证相邻两个冷却通道110的端部孔口至少部分地对接连通,那么,即便冷却通道110呈内径由端部孔口向中心逐渐减小的形状,也不影响冷却液在相邻两个冷却通道110之间流通。
在本发明的一种实施方式中,冷却通道110两端的长条形孔分别位于衬垫本体100的两个侧面;长条形孔设置为:当销轴130沿长孔120的长度方向移动至最大距离时,长条形孔在相邻衬垫本体100的侧面上的投影完全位于该衬垫本体100的侧面内。换言之,如图3所示,当销轴130移动至长孔120的端部时,衬垫本体100的冷却通道110的端部孔口不会超出相邻衬垫本体100的侧面,从而保证冷却液不会从冷却通道110的端部孔口流至相邻衬垫本体100的表面。
应当理解的是,多个衬垫本体100可以通过多种方式实现不同步地竖直移动以适应焊接对象500的地面形状,例如,可以给每个衬垫本体100都配备升降电机。在本发明的一种实施方式中,升降机构包括多个第二弹性单元240,多个第二弹性单元240与多个衬垫本体100一一对应地连接以分别向每一个衬垫本体100提供弹性力。为了使衬垫本体100能够更加灵活地适应焊接对象500的底面形状,第二弹性单元240采用弹簧结构,弹簧结构能够在一定范围内给予衬垫本体100沿X Y Z的直线与旋转共计6个自由度,从而使衬垫本体100移动更加灵活。
通过上述技术方案,本发明的焊接衬垫设备能够实现衬垫本体100与焊接对象500的自动快速贴合,同时还能够保证焊接铁水快速地冷却。
为了进一步实现全自动化焊接,如图4所示,本发明还提供一种焊接衬垫系统,焊接衬垫系统包括行驶机构400和上述的焊接衬垫设备,行驶机构400被构造为能够沿水平方向移动,焊接衬垫设备安装于行驶机构400。其中,行驶机构400和焊接衬垫设备均位于焊接对象500的下方,焊枪600位于焊接对象500的上方。当焊接时,焊枪600可以沿水平方向(例如图4中的左右方向)移动以持续对焊接对象500进行焊接,与此同时,行驶机构400在焊接对象500的下方沿水平方向(例如图4中的左右方向),从而向焊接对象500提供衬垫功能。
一般情况下,焊接的焊缝为一条直线,焊枪600的移动轨迹也是直线,因此,需要保证行驶机构400带动焊接衬垫设备也沿直线行走,为此,在本发明的一种实施方式中,行驶机构400包括控制器以及第一检测单元,其中,第一检测单元被构造为能够检测行驶机构400的行驶轨迹并将轨迹值发送至控制器,控制器被构造为能够根据轨迹值调节行驶机构400的行驶方向。应当理解的是,第一检测单元可以采用多种形式,例如,当行驶机构400在箱体内行走时,第一检测单元能够检测其与行驶机构400两侧的箱体侧壁之间的距离,当两侧的距离值发生变化时,说明行驶机构400没有沿直线行走,此时控制器可以控制行驶机构400的行驶轮变向以保证行驶机构400沿直线行走。
在焊接过程中,为了使焊接衬垫设备的衬垫本体100能够实时承接焊接铁水,需要是行驶机构400与焊枪600同步移动,因此,在本发明的一种实施方式中,行驶机构400包括第二检测单元,第二检测单元被构造为能够检测行驶机构400的行驶速度并将速度值发送至控制器,控制器被构造为能够根据速度值调节行驶机构400的行驶速度。当第二检测单元检测到的速度值与焊枪600的速度不符时,控制器即可调节行驶机构400的行驶速度以使行驶机构400与焊枪600同步移动。
本发明的焊接衬垫系统能够应用于全自动焊接工艺,由于采用了全自动无人化焊接,不仅减少了焊接技工的人工成本的投入,同时也大大提高了产品工艺的一致性。
以上结合附图详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。但这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。