一种自动化的激光焊接装置及焊接方法
文献发布时间:2023-06-19 09:33:52
技术领域
本发明属于激光焊接技术领域,涉及一种自动化的激光焊接装置及焊接方法。
背景技术
玻璃连接技术是指将玻璃-玻璃材料或玻璃-非玻璃材料(如金属材料)通过一定的手段进行连接。现有的玻璃连接技术有胶黏剂粘接法、机械固定、阳极键合和CO
为解决上述问题,玻璃激光焊接技术应运而生,目前国内外对玻璃激光焊接的研究已取得一定进展,但在现有研究中,为实现更好的玻璃焊接效果,需要有专门的夹具夹紧待焊接材料,以减小二者之间的间隙。
公告号为CN108723595A的中国专利文献提供的一种超快激光焊接装置与方法中,公开了一种利用螺栓压紧玻璃材料的焊接夹具。公告号为CN 109702343 A的中国专利文献提供的一种玻璃的透明度可控的激光复合焊接装置与方法中,公开了一种利用磁铁吸引力压紧玻璃材料的焊接夹具,实现了玻璃材料之间的焊接。
上述焊接夹具的步骤之处在于,需要手动操作来压紧待焊接材料和取出焊接成品,因此操作不方便,焊接效率较低。
发明内容
本发明针对现有技术存在的上述问题,提供一种自动化的激光焊接装置,本发明所要解决的技术问题是:如何提高操作的方便性。
本发明的目的可通过下列技术方案来实现:
一种自动化的激光焊接装置,所述焊接装置包括底座,其特征在于,所述底座上设置有旋转驱动座和承接件,所述旋转驱动座上设置有电机,所述电机的输出轴上连接有齿轮,所述承接件包括转动板和材料承接台,所述材料承接台与所述转动板相铰接,所述底座上开设有凹槽,所述材料承接台位于所述凹槽中且承接台上设置有压力传感器,所述转动板上开设有连接孔,所述连接孔的内壁上具有齿牙,所述齿轮与所述齿牙相啮合,所述焊接装置还包括控制系统和无线信号发射器,所述控制系统包括控制器,所述电机与所述控制器电连接,所述压力传感器将检测到的信号通过无线信号发射器发送至所述控制系统。
其工作原理是:本焊接装置中,材料承接台上设置有压力传感器,在玻璃放置在材料承接台上之后,压力传感器检测到信号并发送至无线信号发射器,无线信号发射器发射信号到控制系统,控制系统驱动电机转动,此时旋转驱动座启动,旋转驱动座驱动转动板旋转并对玻璃进行按压固定,使两片镀膜玻璃紧密接触,在焊接结束后,旋转驱动座再驱动转动板反向旋转,将玻璃松开,推出焊接成品。本焊接装置通过控制系统使焊接装置在焊接时自动夹紧待焊材料,焊接完成后自动松开,实现自动化控制,操作方便,试验效率高。
当然,本焊接装置可以应用的待焊材料不限于玻璃焊片,也可以是其他材质的焊片。
在上述的一种自动化的激光焊接装置中,所述凹槽的内壁和材料承接台的底部呈弧形且二者相贴靠,所述材料承接台的上表面与所述底座的表面相平齐。
在上述的一种自动化的激光焊接装置中,所述材料承接台的下方设置有配重块。材料承接台下方的配重块,使得材料承接台的上表面的法线始终竖直于水平面。
在上述的一种自动化的激光焊接装置中,所述压力传感器安装在所述材料承接台的中部且压力传感器可通过无线信号发射器感知所述材料承接台上是否放置有待焊材料。位于材料承接台中部的压力传感器能够准确的感应材料承接台上是否放置有待焊接材料。
在上述的一种自动化的激光焊接装置中,所述底座上开设有安装槽,所述旋转驱动座位于安装在所述安装槽中,所述底座上螺纹连接有调节螺母,所述调节螺母的螺杆与所述旋转驱动座相抵靠。通过调节螺母来调整旋转驱动座的位置,使得旋转驱动座的连杆与底座上表面的边缘垂直。
在上述的一种自动化的激光焊接装置中,所述承接件为两个且二者相对设置,各承接件的两端分别设置有旋转驱动座。该结构中,两承接件上的转动板共同对待焊材料(如玻璃)进行夹紧,使待焊材料更好的被固定,提高焊接效果。
在上述的一种自动化的激光焊接装置中,所述控制系统为两个且二者分别位于所述底座的相对侧。
在上述的一种自动化的激光焊接装置中,所述控制系统还包括壳体,所述控制器位于壳体内,所述壳体上设置有显示屏,所述显示屏与所述控制器电连接。壳体对控制器起到一定的保护作用,通过计算机输入的参数可以显示在显示屏上,观察方便。
本发明的另一个目的在于,提供一种上述焊接装置的焊接方法,所述焊接方法包括如下步骤:
A、去除两块玻璃表面的杂质并镀膜;
B、将步骤A处理后的两块镀膜玻璃相贴靠且使二者紧密贴靠,之后放置于材料承接台上,旋转驱动座驱动转动板旋转并对玻璃进行按压固定,使两片镀膜玻璃紧密接触;
C、使用参数合适的激光对镀膜玻璃进行激光焊接;
D、焊接结束后,将焊接好的玻璃材料推出,之后将焊接成品取出。
使用前可以通过调节螺母来调整旋转驱动座的位置,使得旋转驱动座的连杆与底座上表面的边缘垂直。显示屏由数码管组成,通过计算机输入参数,经由控制系统对旋转驱动座的旋转范围与旋转角速度进行设置,输入参数显示在显示屏上。
去除杂质时可以对玻璃进行浸泡、清洗,以完全去除纳钙玻璃表面附着的污渍与灰尘等,放置或取出玻璃时可以使用机器手进行。
在使用激光进行焊接的过程中,可以通过调节打标机振镜调节激光的位置,使得激光聚焦于两片玻璃的中间位置。激光打标机的最大扫描速度为2000mm/s,重复频率0-80kHz,M
在上述的一种焊接装置的焊接方法中,在步骤C中,所述激光的功率为8W,重复频率为40kHz,线间距为20um,焊接速度为20mm/s。
试验证明,激光的功率为8W,重复频率为40kHz,线间距为20um,焊接速度为20mm/s时,焊接效果比较好。
与现有技术相比,本发明的优点如下:
本焊接装置通过控制系统使焊接装置在焊接时自动夹紧待焊材料,焊接完成后自动松开,实现自动化控制,操作方便,试验效率高。
附图说明
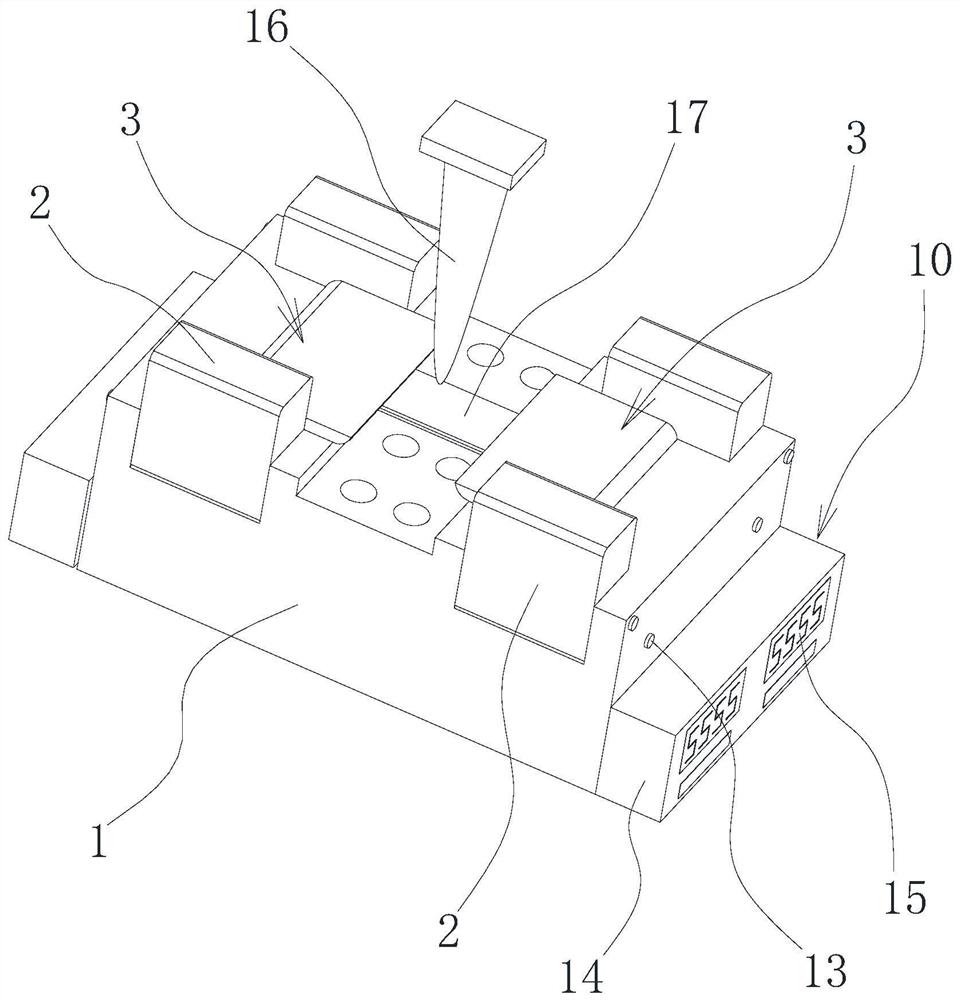
图1是本焊接装置的结构示意图;
图2是旋转驱动座的结构示意图;
图3是承接件的结构示意图;
图4是无线信号发射器的结构示意图;
图5是底座的结构示意图;
图6是控制系统的工作原理框图。
图中,1、底座;2、旋转驱动座;3、承接件;4、齿轮;5、转动板;6、材料承接台;7、凹槽;8、连接孔;9、齿牙;10、控制系统;11、无线信号发射器;12、安装槽;13、调节螺母;14、壳体;15、显示屏;16、激光;17、玻璃。
具体实施方式
以下是本发明的具体实施例,并结合附图对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1-4所示,本焊接装置包括底座1,底座1上设置有旋转驱动座2和承接件3,旋转驱动座2上设置有电机,电机的输出轴上连接有齿轮4,承接件3包括转动板5和材料承接台6,材料承接台6与转动板5相铰接,底座1上开设有凹槽7,材料承接台6位于凹槽7中且承接台上设置有压力传感器,转动板5上开设有连接孔8,连接孔8的内壁上具有齿牙9,齿轮4与齿牙9相啮合,焊接装置还包括控制系统10和无线信号发射器11,控制系统10包括控制器,电机与控制器电连接,压力传感器将检测到的信号通过无线信号发射器11发送至控制系统10。
如图6所示,通过计算机输入参数,经由控制系统10对旋转驱动座2的旋转范围与旋转角速度进行设置,在玻璃17放置在材料承接台6上之后,压力传感器检测到信号并发送至无线信号发射器11,无线信号发射器11发射信号到控制系统10,控制系统10驱动电机转动,此时旋转驱动座2启动,旋转驱动座2驱动转动板5旋转并对玻璃17进行按压固定,使两片镀膜玻璃17紧密接触,在焊接结束后,旋转驱动座2再驱动转动板5反向旋转,将玻璃17松开,推出焊接成品。
当然,本焊接装置可以应用的待焊材料不限于玻璃17焊片,也可以是其他材质的焊片。
如图3和5所示,本实施例中,凹槽7的内壁和材料承接台6的底部呈弧形且二者相贴靠,材料承接台6的上表面与底座1的表面相平齐。
作为一种实施例,材料承接台6的下方设置有配重块。材料承接台6下方的配重块,使得材料承接台6的上表面的法线始终竖直于水平面。
作为一种实施例,压力传感器安装在材料承接台6的中部且压力传感器可通过无线信号发射器11感知材料承接台6上是否放置有待焊材料。位于材料承接台6中部的压力传感器能够准确的感应材料承接台6上是否放置有待焊接材料。
如图1和5所示,本实施例中,底座1上开设有安装槽12,旋转驱动座2位于安装在安装槽12中,底座1上螺纹连接有调节螺母13,调节螺母13的螺杆与旋转驱动座2相抵靠。通过调节螺母13来调整旋转驱动座2的位置,使得旋转驱动座2的连杆与底座1上表面的边缘垂直。
如图1所示,本实施例中,承接件3为两个且二者相对设置,各承接件3的两端分别设置有旋转驱动座2。该结构中,两承接件3上的转动板5共同对待焊材料(如玻璃)进行夹紧,使待焊材料更好的被固定,提高焊接效果。
如图1所示,本实施例中,控制系统10为两个且二者分别位于底座1的相对侧。待焊材料放置后,控制系统10可接受信号并控制电机转动,使转动板5压紧玻璃;在焊接结束后,控制系统10可接受激光结束信号,并控制电机反向转动推出焊接成品,实现自动化流程。
如图1所示,本实施例中,控制系统10还包括壳体14,控制器位于壳体14内,壳体14上设置有显示屏15,显示屏15与控制器电连接。壳体14对控制器起到一定的保护作用,通过计算机输入的参数可以显示在显示屏15上,观察方便。
上述焊接装置的焊接方法包括如下步骤:
A、去除两块玻璃17表面的杂质并镀膜;
B、将步骤A处理后的两块镀膜玻璃17相贴靠且使二者紧密贴靠,之后放置于材料承接台6上,旋转驱动座2驱动转动板5旋转并对玻璃17进行按压固定,使两片镀膜玻璃17紧密接触;
C、使用参数合适的激光16对镀膜玻璃17进行激光焊接;
D、焊接结束后,将焊接好的玻璃17材料推出,之后将焊接成品取出。
使用前可以通过调节螺母13来调整旋转驱动座2的位置,使得旋转驱动座2的连杆与底座1上表面的边缘垂直。显示屏15由数码管组成,通过计算机输入参数,经由控制系统10对旋转驱动座2的旋转范围与旋转角速度进行设置,输入参数显示在显示屏15上。
去除杂质时可以对玻璃17进行浸泡、清洗,以完全去除纳钙玻璃17表面附着的污渍与灰尘等,放置或取出玻璃17时可以使用机器手进行。
在使用激光16进行焊接的过程中,可以通过调节打标机振镜调节激光16的位置,使得激光16聚焦于两片玻璃17的中间位置。激光16打标机的最大扫描速度为2000mm/s,重复频率0-80kHz,M
优选的,在步骤C中,激光16的功率为8W,重复频率为40kHz,线间距为20um,焊接速度为20mm/s。试验证明,激光16的功率为8W,重复频率为40kHz,线间距为20um,焊接速度为20mm/s时,焊接效果比较好。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。