一种风批柄自动压装设备
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及机加工设备技术领域,具体涉及一种六角风批柄自动压装设备。
背景技术
风批是气动螺丝刀的在机械领域内约定俗成的技术用语,是用压缩空气做动力,装有调节和限制扭矩的装置,主要用于各种装配作业。其前端可插装各式风批柄,如六角套筒柄、螺丝柄等。而风批柄又分为柄头和柄部两部分,柄头和柄部分别加工后需要压装,然后进行焊接固定,现有的压装一般是采用钳工手工压装,其工作效率低,自动化程度低。
发明内容
针对上述问题,本发明提供一种专业型的风批柄自动、快速压装设备。
本发明的具体技术方案是:
一种风批柄自动压装设备,包括用于承载的机架,安装在所述机架上提供动力源的减速电机;所述减速电机通过传动机构可驱动自动上料定位压装机构和冲压机构运动。
所述自动上料定位压装机构包括安装在机架上表面的转轴箱,所述转轴箱中转动安装有转动长轴,所述转动长轴延出转轴箱段上安装有卡持风批柄柄部的柄部转盘和卡持风批柄工具柄头部的工具柄头装盘,对应所述柄部转盘设置有可上下运动的压持风批柄柄部的压紧凸口块,对应所述工具柄头装盘设置有可上下运动的压持风批柄工具柄头部的压紧凹口块。
所述传动机构包括可实现转动长轴间歇运动的分割器。
所述冲压机构包括与减速电机连接的偏心轴,偏心轴远离减速电机端转动连接有连杆,所述连杆另外一端安装有可前后滑动的连接滑板,在所述连接滑板面向自动上料定位压装机构面安装有用于将自动上料定位压装机构上卡持的风批柄柄部顶压入风批柄工具柄头部镶嵌口内的顶针。
进一步,优选的是,还包括安装在所述机架上向自动上料定位压装机构送料的进料机构。
进一步,优选的是,所述进料机构包括皮带机和支架台,所述支架台上安装有输送风批柄柄部的滑道Ⅰ和输送风批柄工具柄头部的滑道Ⅱ。
进一步,优选的是,所述柄部转盘上沿圆周在边缘开有若干个柄部卡口。
进一步,优选的是,所述工具柄头装盘上沿圆周在边缘开有若干个柄头卡口。
进一步,优选的是,所述偏心轴通过联轴器与减速电机输出轴连接。
进一步,优选的是,所述压紧凹口块和压紧凸口块上连接有可实现压紧凹口块和压紧凸口块上下运动的压紧气缸。
进一步,优选的是,所述传动机构包括安装在偏心轴上的主动带轮,安装在所述分割器输入轴上的分割器输入带轮,所述主动带轮与分割器输入带轮间套装有主动带;所述分割器输出轴上安装有分割器输出带轮,所述转轴箱侧面通过带座轴承安装有转动杆,所述转动杆两端分别安装有传动带轮,靠近分割器端的传动带轮对应分割器输出带轮,该传动带轮与分割器输出带轮间套装有分割器输出带,所述转动长轴上安装有转动长轴带轮,转动杆另一端的传动带轮对应转动长轴带轮,转动长轴带轮与传动带轮间套装有转动长轴传动带。
进一步,优选的是,所述偏心轴转动安装在偏心轴支架座中,所述偏心轴支架座安装在所述转轴箱顶部。
进一步,优选的是,所述连接滑板底部安装有滑块Ⅱ,所述转轴箱顶部则安装有线性导轨Ⅱ,滑块Ⅱ滑动安装在所述线性导轨Ⅱ上。
本发明的有益效果是:通过采用自动上料定位压装机构实现了对风批柄柄部和风批柄工具柄头部的自动上料夹持,然后通过冲压机构的规则运动实现顶针顶压风批柄柄部,将风批柄柄部顶压入风批柄工具柄头部镶嵌口中,设备自动化程度高,可大大提高风批柄自动压装的工作效率;同时通过换装不同规格、形式的柄部转盘和工具柄头装盘实现不同的型号风批柄自动压装,通用性好。
附图说明
图1为本发明一种风批柄自动压装设备未拆去防护罩时的结构示意图。
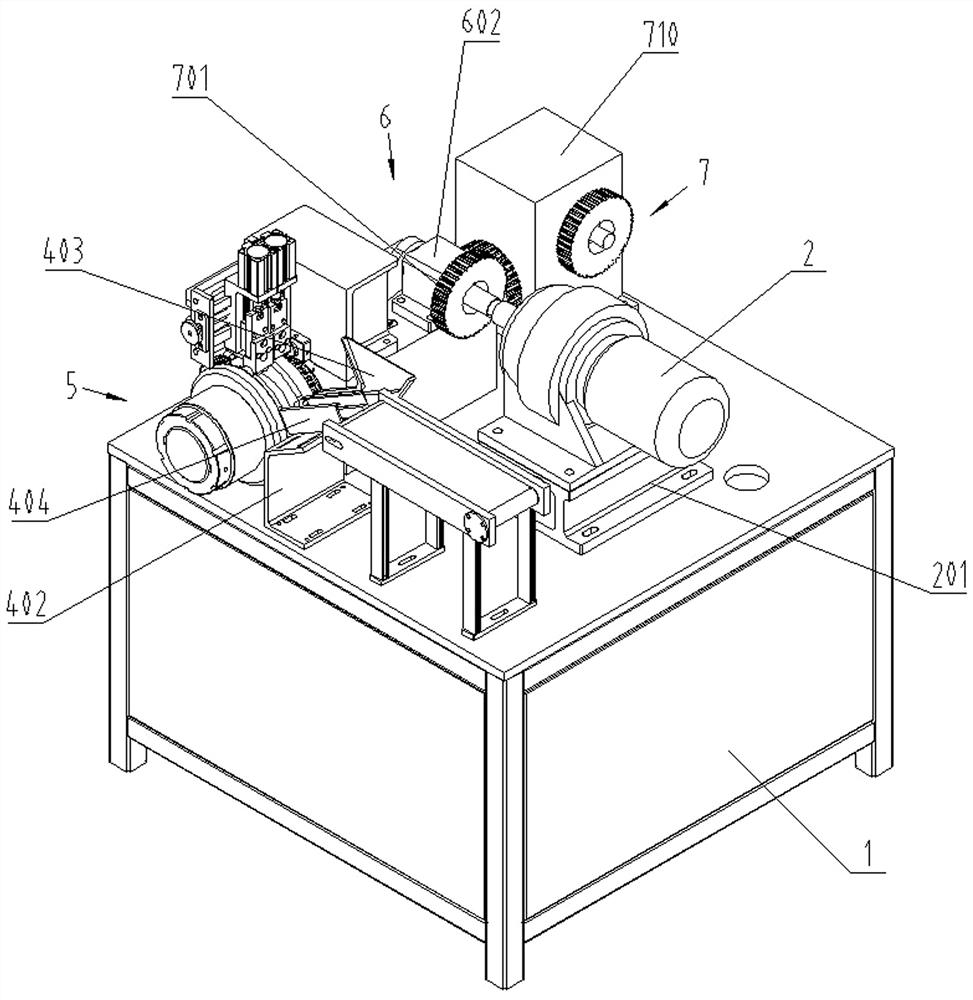
图2为本发明一种风批柄自动压装设备拆去防护罩时的结构示意图一,其中减速电机与偏心轴连接的联轴器未画出,同时为了示出传动机构的带轮位置并未画出皮带。
图3为本发明一种风批柄自动压装设备拆去防护罩时的结构示意图二。
图4为本发明一种风批柄自动压装设备拆去防护罩时的俯视图。
图5为本发明一种风批柄自动压装设备拆去进料机构、减速电机后局部立体结构示意图一,其中拆去了转轴箱上部的压紧支架及偏心轴支架座以示出冲压机构。
图6为本发明一种风批柄自动压装设备拆去进料机构、减速电机后局部立体结构示意图二。
图7为本发明一种风批柄自动压装设备的自动上料定位压装机构和冲压机构的正视图。
图8为本发明一种风批柄自动压装设备的自动上料定位压装机构和冲压机构的后侧视图。
图9为图5中A处的局部放大视图。
上图中:1-机架,2-减速电机,3-防护罩,4-进料机构,5-自动上料定位压装机构,6-冲压机构,7-传动机构,8-风批柄柄部,9风批柄工具柄头部,10-退料块。
201-电机座,202-联轴器;
401-皮带机,402-支架台,403-滑道Ⅰ,404-滑道Ⅱ;
501-转轴箱,502-转动长轴,503-柄部转盘,504-工具柄头装盘,505-转盘隔套,506-转盘挡板,507-转盘定位套件,508-压紧支架,509-横向滑板,510-移动版,511-压紧气缸,512-线性导轨Ⅰ,513-滑块Ⅰ,514-压紧凹口块,515-压紧凸口块,516-调节螺杆,517-手轮,5001-柄部卡口,5002-柄头卡口;
601-偏心轴,602-偏心轴支架座,603-连杆,604-线性导轨Ⅱ,605-滑块Ⅱ,606-连接滑板,607-顶针;
701-主动带轮,702-分割器输入带轮,703-分割器输出带轮,704-转动杆,705-传动带轮,706-转动长轴带轮,707-主动带,708-分割器输出带,709-转动长轴传动带,710-分割器。
具体实施方式
为了使本发明所解决的技术问题、技术方案更加清楚明白,以下结合附图及实施例,对本发明进一步详细说明。应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1至图3所示,一种风批柄自动压装设备,包括用于承载的机架1,机架1采用型钢和钢板焊接而成,作为设备的承载支架。
减速电机2通过电机座201螺栓固定安装在机架1上表面的平整钢板上,减速电机2主要提供提供动力源;减速电机2通过传动机构7可驱动自动上料定位压装机构5和冲压机构6运动。
如图5至图9所示,自动上料定位压装机构5包括安装在机架1上表面的转轴箱501,转轴箱501中通过轴承转动插装有转动长轴502,转动长轴502沿转轴箱501长边并穿过转轴箱501两端面延伸至转轴箱501外,即转轴箱501内两端设置有轴承,而转动长轴502插装在轴承中,转动长轴502两端均延伸在转轴箱501外侧,其中一端穿出延出转轴箱501一端较长,而在该延伸段上套装有卡持风批柄柄部8的柄部转盘503和卡持风批柄工具柄头部9的工具柄头装盘504,从转轴箱501侧向左在转动长轴502依次套装有柄部转盘503、工具柄头装盘504和转盘挡板506;
工具柄头装盘504套装有两个,两个工具柄头装盘504间套装有转盘隔套505,请参阅图9,柄部转盘503上沿圆周在边缘开有若干个柄部卡口5001,而两个工具柄头装盘504上沿圆周对应在边缘开有若干个柄头卡口5002,柄部卡口5001和柄头卡口5002的形状、大小可根据加大的风批柄型号、尺寸设计,即根据风批柄柄部8、风批柄工具柄头部9形状、大小设计,但应保证风批柄柄部8、风批柄工具柄头部9可顺利卡入柄部卡口5001和柄头卡口5002中,且间隙较小,使风批柄柄部8、风批柄工具柄头部9不会或者不容易在柄部转盘503和工具柄头装盘504转动中从卡口中掉出,在工具柄头装盘504旁安装有转盘挡板506,保证在冲顶的时候风批柄工具柄头部9不会左右窜动。
而在转动长轴502上转盘挡板506另一侧通过转盘定位套件507的固定实现对柄部转盘503、工具柄头装盘504和转盘挡板506的轴向固定,转盘定位套件507包括定位套和螺母实现轴向压紧定位,定位套顶压转盘挡板506然后螺母与转动长轴502螺纹连接,因此转动长轴502端车有螺纹。
对应柄部转盘503设置有压持风批柄柄部8的压紧凸口块515,对应工具柄头装盘504设置有压持风批柄工具柄头部9的压紧凹口块514,压紧凹口块514和压紧凸口块515上连接有可实现压紧凹口块514和压紧凸口块515上下运动的压紧气缸511。
请参阅图3至图8,转轴箱501顶部安装有压紧支架508,压紧支架508上安装有横向滑板509,横向滑板509通过腰槽和螺栓滑动安装有移动版510,移动版510可以沿横向滑动,移动版510通过在与横向滑板509接触面设置“凹”形滑槽,滑槽与横向滑板509上“凸”形滑道对接滑动,在横向滑板509上转动安装有调节螺杆516,而在移动版510上开有螺纹孔,调节螺杆516穿过移动版510上的螺纹孔,通过转动调节螺杆516实现移动版510左右距离的调节,调节螺杆516头安装有手轮517,优选的转动调节螺杆516设置有2根,分别实现对压紧凹口块514和压紧凸口块515的位置调整。
压紧气缸511安装在移动版510顶部,移动版510竖直安装有2条线性导轨Ⅰ512,2条线性导轨Ⅰ512上均滑动安装有滑块Ⅰ513,每个滑块Ⅰ513上则分别安装有压紧凹口块514和压紧凸口块515,保证压紧凹口块514和压紧凸口块515通过压紧气缸511伸缩实现上下运动过程中不不会产生摇动、晃动,能准确压持待加工的零件。
请参阅图2至图6,冲压机构6包括与减速电机2连接的偏心轴601,偏心轴601通过联轴器202与减速电机2输出轴连接,偏心轴601通过轴承转动安装在偏心轴支架座602中,偏心轴支架座602安装在转轴箱501顶部。
偏心轴601远离减速电机2端通过轴承转动连接有连杆603,连杆603另外一端安装有可前后滑动的连接滑板606,连接滑板606底部安装有滑块Ⅱ605,转轴箱501顶部则安装有线性导轨Ⅱ604,滑块Ⅱ605滑动安装在所述线性导轨Ⅱ604上。
在连接滑板606面向自动上料定位压装机构5面安装有用于将自动上料定位压装机构5上卡持的风批柄柄部8顶压入风批柄工具柄头部9镶嵌口内的顶针607,请参阅图9。
通过减速电机2带动偏心轴601转动实现连接滑板606来回滑动,其机械原理是一个曲柄滑块机构设计,而连接滑板606来回滑动则导致顶针607左右运动将风批柄柄部8顶压入风批柄工具柄头部9镶嵌口中。
请参阅图2至图8,传动机构7则包括安装在偏心轴601上的主动带轮701,主动带轮701可以随偏心轴601转动,在转轴箱501旁的机架1平台上安装有分割器710,分割器710为凸轮分割器,也习惯称间歇分割器,凸轮分割器是实现间歇运动的机构,具有分度精度高、运转平稳、传递扭矩大、定位时自锁,是现有技术。
在分割器710输入轴上安装有分割器输入带轮702,主动带轮701与分割器输入带轮702间套装有主动带707,主动带707采用同步带;分割器710输出轴上安装有分割器输出带轮703,而在转轴箱501侧面通过带座轴承安装有转动杆704,转动杆704两端分别安装有传动带轮705,靠近分割器710端的传动带轮705对应分割器输出带轮703,该传动带轮705与分割器输出带轮703间套装有分割器输出带708,在转动长轴502上安装有转动长轴带轮706,转动长轴带轮706设置在柄部转盘503和转轴箱501间,转动杆704另一端的传动带轮705对应转动长轴带轮706,转动长轴带轮706与传动带轮705间套装有转动长轴传动带709,通过在减速电机2与转动长轴502的传动链间设置间歇运动的分割器710实现柄部转盘503和工具柄头装盘504转动为间隙性的,即卡持风批柄柄部8的柄部转盘503和卡持风批柄工具柄头部9的工具柄头装盘504转动到冲压位置后暂时停止运动,压紧凹口块514和压紧凸口块515下行压持后,冲压机构6完成冲压,然后压紧凹口块514和压紧凸口块515上行,卡持风批柄柄部8的柄部转盘503和卡持风批柄工具柄头部9的工具柄头装盘504才会转动。
需要说明的是在本实施中传动机构7的动力传输采用了带轮和传动带的机械传动方式,其也可以采用链轮和链条的机械传动方式,即将实施例中带轮替换为链轮,将传动带替换链条,当然将也可以采用齿轮的机械传动方式。
对应自动上料定位压装机构5在机架1上还安装有进料机构4,进料机构4包括皮带机401和支架台402,支架台402上安装有输送风批柄柄部8的滑道Ⅰ403和输送风批柄工具柄头部9的滑道Ⅱ404。
对应的在自动上料定位压装机构5背面设置有三角形的退料块10,退料块10可直接安装在机架1上或者通过坐台安装在机架1,完成自动压装的风批柄随工具柄头装盘504转动到退料块10位置时,通过三角形设计从柄头卡口5002中退出,可以对应的在退料块10处设在滑道收集完成的风批柄或对接带式输送机。
为了保证操作人员的安装在传动机构7外侧可以设置防护罩3,防护罩3上可以开设有观察口,而在观察口处可以安装有机玻璃板,在实现防护的同时做到不影响观察各传动轮和传动带了运行情况。
以上通过具体的和优选的实施例详细的描述了本发明,但本领域技术人员应该明白,本发明并不局限于以上所述实施例,凡在本发明的精神和原则之内,所作的任何修改、等同替换等,均应包含在本发明的保护范围之内。
- 一种风批柄自动压装设备
- 一种风批柄自动上料压装定位装置