一种型材自动喷码装置
文献发布时间:2023-06-19 09:49:27
技术领域
本发明属于物流输送领域,具体涉及一种型材自动喷码装置。
背景技术
在船舶建造过程中,各种型材等原材料的喷码标记是生产加工中的重要环节,其作业方式和自动化程度因素直接决定着工作效率的高低。目前,预处理后的型材的喷码标记长期采用人工手写,人工操作难度大,工作效率低,且容易产生人工手写错误。鉴于传统船舶建造型材的型材喷码标记技术落后、工作效率低、人力成本增加、以及存在人工手写错误的问题,有必要提供一种型材自动喷码装置,以解决现有技术所存在的问题。
发明内容
本发明针对上述问题,提供一种型材自动喷码装置。
本发明的目的可以通过下述技术方案来实现:一种型材自动喷码装置,包括翻转输送装置、横移输送装置、自动喷码装置;
所述翻转输送装置包括第一支架、第一传送链、第一张紧器、第一驱动轴、第一输送驱动装置、翻板、翻板气缸、翻板轴,数个所述第一支架平行设置,每个第一支架上设有第一传送链、第一张紧器、两个翻板,数个第一支架上的第一传送链通过第一驱动轴联动,并由第一输送驱动装置驱动,两个所述翻板沿第一传送链的输送方向前后布置于始端处,两个翻板的相邻一端均与第一支架铰接,另一端分别与两个翻板气缸的活塞端铰接,两个所述翻板气缸的缸体底部固定,每个翻板的一端通过翻板轴与相邻一第一支架上对应的翻板的一端相连接;
所述横移输送装置包括第二支架、第二传送链、第二张紧器、第二驱动轴、第二输送驱动装置、输送辊道,数个所述第二支架平行设置,并与数个第一支架交错布置,每个第二支架上设有第二传送链、第二张紧器,数个第二支架上的第二传送链通过第二驱动轴联动,并由第二输送驱动装置驱动,所述输送辊道的输送方向垂直于第二传送链,并且输送辊道的多个辊子与数个第二支架间断布置;
所述自动喷码装置包括检测门架、检测传感器、喷码门架、喷码机器人、喷码设备,所述检测门架和喷码门架均横跨于输送辊道上且沿输送辊道的输送方向前后布置,所述检测门架和喷码门架上分别设有检测传感器和喷码机器人,所述喷码机器人上设有喷码设备。
进一步地,所述翻转输送装置的第一支架和横移输送装置的第二支架均为由两根背靠背布置的C型钢通过中间的方管相连接构成。
进一步地,所述翻转输送装置的第一支架和横移输送装置的第二支架上均铺设有传动轨道。
进一步地,所述翻转输送装置的第一传送链和第一输送驱动装置及横移输送装置的第二传送链和第二输送驱动装置上均设有防护罩。
进一步地,所述翻转输送装置的第一张紧器为螺杆张紧器。
进一步地,所述横移输送装置的第二张紧器为液压油缸。
进一步地,所述横移输送装置的第二输送驱动装置为变频减速电机。
进一步地,所述自动喷码装置的检测传感器为激光扫描传感器,喷码机器人为六轴机器人。
进一步地,所述翻转输送装置的每个第一支架上的两个翻板在输送方向的竖向面上呈倒八字形布置。
进一步地,所述横移输送装置的第二支架的高度低于翻转输送装置的张紧的第一传送链的上表面。
与现有技术相比,本发明的有益效果:自动化程度高,安全可靠,适用范围广,适用多种类、多规格型钢的喷码印字,可避免人工手写错误,有效提高了工作效率。
附图说明
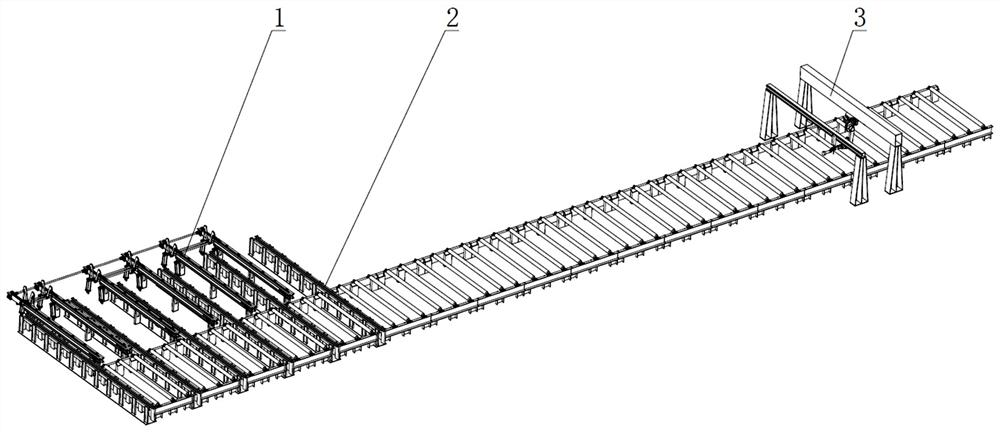
图1为本发明的整体结构示意图。
图2为本发明中的翻转输送装置的结构示意图。
图3为本发明中的翻板的结构示意图。
图4为本发明中的横移输送装置的结构示意图。
图5为本发明中的自动喷码装置的结构示意图。
图6为本发明中的型材自动喷码流程图。
图7为本发明中的在第一传送链上输送的型材的位姿示意图。
图中部件标号如下:
1翻转输送装置
101第一支架
102第一传送链
103第一张紧器
104第一驱动轴
105第一输送驱动装置
106翻板
107翻板气缸
108翻板轴
2横移输送装置
201第二支架
202输送辊道
3自动喷码装置
301检测门架
302检测传感器
303喷码门架
304喷码机器人
305喷码设备
4型材。
具体实施方式
以下结合附图详细说明本发明的具体实施方式,使本领域的技术人员更清楚地理解如何实践本发明。尽管结合其优选的具体实施方案描述了本发明,但这些实施方案只是阐述,而不是限制本发明的范围。
参见图1,一种型材自动喷码装置,包括翻转输送装置1、横移输送装置2、自动喷码装置3。
参见图2,所述翻转输送装置1包括第一支架、第一传送链102、第一张紧器103、第一驱动轴104、第一输送驱动装置105、翻板106、翻板气缸107、翻板轴108。
数个所述第一支架平行布置于地面上,每个第一支架的长度应保证能满足实际需要存放最大型材的根数要求,每个第一支架上设有第一传送链102和设置于第一传送链102端部的第一张紧器103,相邻两个第一支架的第一传送链102的链轮通过一第一驱动轴104传动连接,所述第一输送驱动装置105安装于一第一支架上,并通过带轮传动机构与一第一驱动轴104连接。
其中,所述第一支架优选为由两根背靠背布置的C型钢通过中间的方管相连接构成;所述第一支架上铺设有传动轨道,以约束第一传送链102的运动方向;所述第一传送链102和第一输送驱动装置105上设有防护罩,作为必要的防护措施;所述第一张紧器103优选为螺杆张紧器;所述第一输送驱动装置105优选为伺服电机。
每个所述第一支架的一侧设有两个翻板106,翻板106的结构见图3,两个所述翻板106沿第一传送链102的输送方向前后布置于始端处且在输送方向的竖向面上呈倒八字形布置,两个翻板106的一端相邻设置且均与第一支架铰接,两个翻板106的另一端分别与两个翻板气缸107的活塞端铰接,两个翻板气缸107的缸体底部均与地面铰接,每个翻板106的一端与相邻一第一支架上对应的翻板106的一端通过一翻板轴108相连接。
参见图4,所述横移输送装置2包括第二支架201、第二传送链、第二张紧器、第二驱动轴、第二输送驱动装置、输送辊道202。
数个所述第二支架201平行布置于地面上且与翻转输送装置1的数个第一支架一一交错布置,每个第二支架201与第一支架在输送方向上重叠区域的长度取决于型材缓冲区的数量,并满足实际需要存放最大型材的根数要求,第二支架201的高度低于张紧的第一传送链102的上表面,确保型材能顺利输送至第二支架201的上方。每个第二支架201上设有第二传送链和设置于第二传送链端部的第二张紧器,相邻两个第二支架201的第二传送链的链轮通过一第二驱动轴传动连接,所述第二输送驱动装置安装于一第二支架201上,并通过带轮传动机构与一第二驱动轴连接。所述输送辊道202的输送方向垂直于第二传送链,并且输送辊道202的多个辊子与数个第二支架201间断布置。
其中,所述第二支架201优选为由两根背靠背布置的C型钢通过中间的方管相连接构成;所述第二支架201上铺设有传动轨道,以约束第二传送链的运动方向;所述第二传送链和第二输送驱动装置上设有防护罩,作为必要的防护措施;所述第二张紧器优选为液压油缸;所述第二输送驱动装置105优选为变频减速电机。
参见图5,所述自动喷码装置3包括检测门架301、检测传感器302、喷码门架303、喷码机器人304、喷码设备305。所述检测门架301和喷码门架303设置于地面上且均横跨于输送辊道202上,检测门架301和喷码门架303沿输送辊道202的输送方向前后布置且其上分别安装有检测传感器302和喷码机器人304,所述喷码机器人304上安装有喷码设备305。
其中,所述检测门架301和喷码门架303的间距取决于输送辊道202的运行速度和喷码机器人304的响应速度;所述检测传感器302优选为激光扫描传感器;所述喷码机器人304优选为六轴机器人。
参见图6,工作时,在翻转输送装置1上,分拣后的型材4放置在数个第一支架上的两个翻板106之间。若型材4的位姿需要翻转,翻板气缸107顶升翻板106,使每个第一支架上的两个翻板106分别从型材4的前后侧夹住型材4,接着,位于输送方向前侧的翻板气缸107继续顶升,同时位于输送方向后侧的翻板气缸107缩回,使得型材4翻转至要求的位姿(见图7),并落至第一传送链102上。然后,第一输送驱动装置105通过第一驱动轴104驱动数个第一支架上的第一传送链102同步运行,将型材4输送至数个第二支架201的上方。翻板气缸107则复位,等待下一根型材4。
当型材4数量满足预设要求时,在横移输送装置2上,数个第二支架201上的第二张紧器张紧第二传送链,第二传送链将这些规定数量的型材4从第一传送链102上托起,第二输送驱动装置通过第二驱动轴驱动数个第二支架201上的第二传送链同步运行,将型材4输送至输送辊道202上,输送辊道202对型材4进行输送。
当型材4到达自动喷码装置3的检测门架301的下方时,检测传感器302对规定数量的型材4的尺寸进行快速检测,将型材尺寸以及型材间距等信息传输给喷码机器人304,喷码机器人304摆动关节轴来移动喷码设备305,喷码设备305对型材4表面进行快速喷码。整个喷码过程中,输送辊道202是连续输送的,喷码设备305的速度需要和输送辊道202的速度高度匹配和协调。
先后设置检测门架301和喷码门架303的意义在于:检测门架301的检测传感器302将型材尺寸以及型材间距等信息传输给喷码机器人304的过程中,这段时间间隔内,型材输送到喷码机器人304的下方,保证喷码机器人304能准确快速对各种型材喷码,不会出现遗漏或者时间来不及。如果不设置检测门架301,大概率会出现喷码机器人304不能对所有的型材喷码或者在型材上喷码的线条出现曲线而影响喷码效果。
如上,完成型材自动喷码步骤。
应当指出,对于经充分说明的本发明来说,还可具有多种变换及改型的实施方案,并不局限于上述实施方式的具体实施例。上述实施例仅仅作为本发明的说明,而不是对本发明的限制。总之,本发明的保护范围应包括那些对于本领域普通技术人员来说显而易见的变换或替代以及改型。
- 一种型材自动喷码装置
- 一种铝合金型材离线自动喷码装置