双向抽芯式变容积微开发泡器具
文献发布时间:2023-06-19 09:51:02
技术领域
本发明涉及发泡技术领域,特别是涉及一种双向抽芯式变容积微开发泡器具。
背景技术
为了减轻注塑产品的密度,达到节省材料的目的,目前开发了一种微开发泡注塑工艺,在注塑生产过程中将塑料粒子与发泡剂粒子混合后通过注塑机注射入模具型腔,塑料在高温熔融过程中,发泡剂粒子自身发生分解产生气体并在制品中形成很微小的气泡核,从而减少制品的重量,同时因泡核产生的微小蜂窝状结构而减小产品变形量提高制品刚度。
为此,中国专利号为201911109134.6的发明专利公开了一种油缸抽芯式微开发泡装置,通过油缸驱动等距导轨与滑槽的配合,从而改变型腔的厚度,提高发泡率。
该发泡装置虽然解决了发泡率问题,但该装置为单向抽芯结构,只能适用于深度较小的平面型产品注塑,对于深度比较大的产品,由于该发泡装置在水平方向无法实现开距动作,导致产品垂直面发泡效果差,无法满足深度比较大的产品的发泡要求。
发明内容
本发明的目的在于克服以上所述的缺点,提供一种双向抽芯式变容积微开发泡器具。
为实现上述目的,本发明的具体方案如下:
一种双向抽芯式变容积微开发泡器具,包括动模部和定模部;
所述动模部包括动模连接板、两个支撑座、动模座、动模型芯、动模驱动件和动模纵向滑动件;两个所述支撑座并排设置于所述动模连接板上;所述动模座固定安装在两个所述支撑座上,所述动模座的上端设有动模容置槽;所述动模纵向滑动件设置于所述动模容置槽内,所述动模纵向滑动件的上端凸设有多个第一纵向滑块、以及其边沿位置设置有多个第二纵向滑块;所述动模驱动件固定在动模座的下端,其输出端伸入所述动模容置槽内并与所述动模纵向滑动件的下端连接;所述动模型芯设置于所述动模容置槽内,所述动模型芯对应每个所述第一纵向滑块以及每个所述第二纵向滑块分别开设有第一穿孔以及第二穿孔,所述第一纵向滑块对应插入所述第一穿孔内,所述第二纵向滑块对应插入所述第二穿孔内,所述动模型芯还对应每个所述第二纵向滑块分别滑动嵌设有动模横向滑动件,所述动模横向滑动件与第二纵向滑块活动连接;
所述定模部包括定模连接板、定模座、定模型芯、定模纵向滑动件、两个定模驱动件和进料嘴;所述定模座的下端固定连接有四个呈矩形分布的导向柱,四个所述导向柱的下端分别通过导向套与所述动模座滑动连接,所述定模座的下端还设有定模容置槽;所述定模纵向滑动件设置于定模容置槽内,所述定模纵向滑动件的下端凸设有多个第三纵向滑块、以及其边沿位置设置有多个第四纵向滑块;所述定模连接板固定在所述定模座的上端;两个所述定模驱动件间隔安装在所述定模连接板上、并伸入所述定模座内,两个所述定模驱动件的输出端贯穿所述定模座后与所述定模纵向滑动件的上端连接;所述定模型芯设置于所述定模容置槽内,所述定模型芯对应每个所述第三纵向滑块以及每个所述第四滑块分别开设有第三穿孔和第四穿孔,所述第三纵向滑块对应插入第三穿孔内,所述第四纵向滑块对应插入第四穿孔内,所述定模型芯还对应每个所述第四滑块分别滑动嵌设有定模横向滑动件,所述定模横向滑动件与第四纵向滑块活动连接;所述定模型芯与所述动模型芯合模形成有用于产品注塑成型的模具型腔;所述进料嘴固定在定模连接板上,并用于向模具型腔内注入塑料。
其中,多个所述第一纵向滑块呈圆周阵列分布。
其中,多个所述第二纵向滑块呈环形等间隔设置。
其中,多个所述第三纵向滑块呈圆周阵列分布。
其中,多个所述第四纵向滑块呈环形等间隔设置。
其中,所述第二纵向滑块一体成型向外凸设有连接块,所述连接块设置有第一斜向导向孔,所述动模横向滑动件设有第一斜导向销,所述第一斜导向销对应插入第一斜向导向孔内。
其中,所述第四纵向滑块设有第二斜导向销,所述定模横向滑动件设有第二斜向导向孔,所述第二斜导向销插入所述第二斜向导向孔内。
本发明的有益效果为:与现有技术相比,本发明通过在动模部设置动模纵向滑动件和动模横向滑动件以及在定模部设置定模纵向滑动件和定模横向滑动件共同突伸入模具型腔内,从而能够在纵向和横向同时改变模具型腔的体积,使得塑料在横向和纵向充分发泡,发泡率大大提高,发泡效果好,进而能够适用于深度较大的产品成型。
附图说明
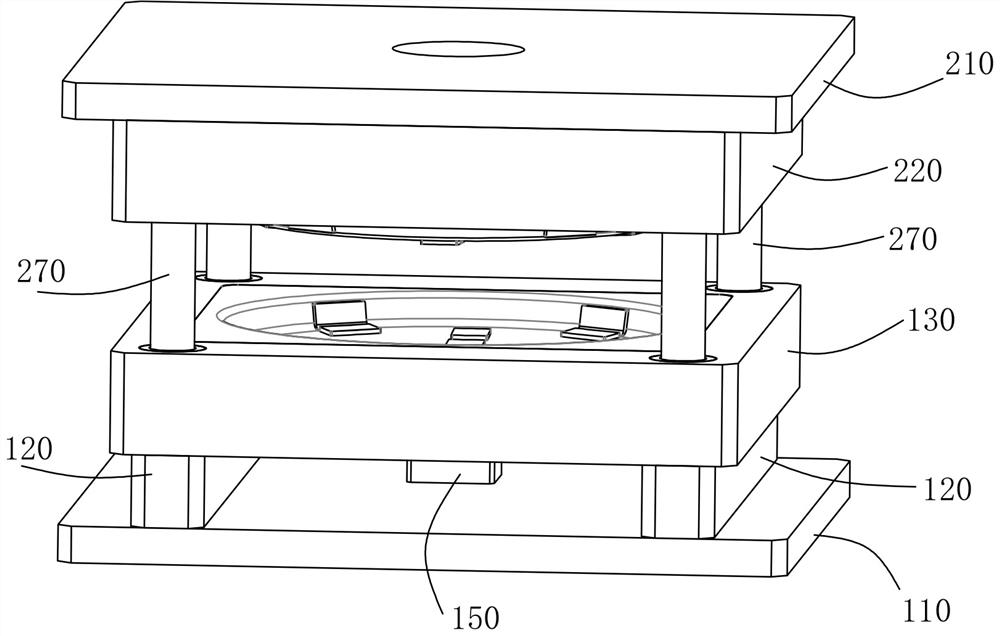
图1是本发明未合模时的立体图;
图2是本发明未合模时的剖面示意图;
图3是本发明处于合模状态的剖面示意图;
图4是本发明的动模部的分解示意图;
图5是本发明的定模部的分解示意图;
附图标记说明:100-动模部;200-定模部;300-模具型腔;
110-动模连接板;120-支撑座;130-动模座;140-动模型芯;150-动模驱动件;160-动模纵向滑动件;161-第一纵向滑块;162-第二纵向滑块;1621-连接块;1622-第一斜向导向孔;170-动模横向滑动件;171-第一斜导向销;
210-定模连接板;220-定模座;230-定模型芯;240-定模纵向滑动件;241-第三纵向滑块;242-第四纵向滑块;2421-第二斜导向销;250-定模驱动件;260-进料嘴;270-导向柱;280-定模横向滑动件;281-第二斜向导向孔。
具体实施方式
下面结合附图和具体实施例对本发明作进一步详细的说明,并不是把本发明的实施范围局限于此。
如图1至图5所示,本实施例所述的一种双向抽芯式变容积微开发泡器具,包括动模部100和定模部200;
所述动模部100包括动模连接板110、两个支撑座120、动模座130、动模型芯140、动模驱动件150和动模纵向滑动件160;两个所述支撑座120并排设置于所述动模连接板110上;所述动模座130固定安装在两个所述支撑座120上,所述动模座130的上端设有动模容置槽;所述动模纵向滑动件160设置于所述动模容置槽内,所述动模纵向滑动件160的上端凸设有多个第一纵向滑块161、以及其边沿位置设置有多个第二纵向滑块162;所述动模驱动件150固定在动模座130的下端,其输出端伸入所述动模容置槽内并与所述动模纵向滑动件160的下端连接;所述动模型芯140设置于所述动模容置槽内,所述动模型芯140对应每个所述第一纵向滑块161以及每个所述第二纵向滑块162分别开设有第一穿孔以及第二穿孔,所述第一纵向滑块161对应插入所述第一穿孔内,所述第二纵向滑块162对应插入所述第二穿孔内,所述动模型芯140还对应每个所述第二纵向滑块162分别滑动嵌设有动模横向滑动件170,所述动模横向滑动件170与第二纵向滑块162活动连接;
所述定模部200包括定模连接板210、定模座220、定模型芯230、定模纵向滑动件240、两个定模驱动件250和进料嘴260;所述定模座220的下端固定连接有四个呈矩形分布的导向柱270,四个所述导向柱270的下端分别通过导向套与所述动模座130滑动连接,所述定模座220的下端还设有定模容置槽;所述定模纵向滑动件240设置于定模容置槽内,所述定模纵向滑动件240的下端凸设有多个第三纵向滑块241、以及其边沿位置设置有多个第四纵向滑块242;所述定模连接板210固定在所述定模座220的上端;两个所述定模驱动件250间隔安装在所述定模连接板210上、并伸入所述定模座220内,两个所述定模驱动件250的输出端贯穿所述定模座220后与所述定模纵向滑动件240的上端连接;所述定模型芯230设置于所述定模容置槽内,所述定模型芯230对应每个所述第三纵向滑块241以及每个所述第四滑块分别开设有第三穿孔和第四穿孔,所述第三纵向滑块241对应插入第三穿孔内,所述第四纵向滑块242对应插入第四穿孔内,所述定模型芯230还对应每个所述第四滑块分别滑动嵌设有定模横向滑动件280,所述定模横向滑动件280与第四纵向滑块242活动连接;所述定模型芯230与所述动模型芯140合模形成有用于产品注塑成型的模具型腔300;所述进料嘴260固定在定模连接板210上,并用于向模具型腔300内注入塑料,具体地,进料嘴260贯穿定模连接板210、定模座220、定模纵向滑动件240、定模型芯230后与模具型腔300连通。本实施例中,设置动模型芯140为凹模结构,设置定模型芯230为凸模结构。
本实施例的工作方式是:首先通过动模连接板110将动模部100安装在外界注塑机的工作滑台上,通过定模连接板210将定模部200安装在外界注塑机的注料部件上,动模部100与定模部200通过四个导向柱270与四个导向套滑动连接在一起;工作时,动模部100与定模部200在外界注塑机的工作滑台带动下合模,使得动模型芯140与定模型芯230之间形成模具型腔300,同时动模驱动件150推动动模纵向滑动件160朝向模具型腔300伸出,使得第一纵向滑块161穿过第一穿孔后伸入模具型腔300内,而第二纵向滑块162穿过第二穿孔后伸入模具型腔300内、同时还带动动模横向滑动件170突伸入模具型腔300内,同理,两个定模驱动件250同时推动定模纵向滑动件240朝向模具型腔300伸出,使得第三纵向滑块241贯穿第三穿孔后伸入模具型腔300内,而第四纵向滑块242贯穿第四穿孔后伸入模具型腔300内、同时带动定模横向滑动件280突伸入模具型腔300,如此使得整个模具型腔300的体积处于最小状态,随后外界注塑机的注料部通过注料嘴向模具型腔300内注入熔融塑料,直至充填满整个模具型腔300;当塑料处于发泡状态时,动模驱动件150和两个定模驱动件250分别带动动模纵向滑动件160、定模纵向滑动件240收回,使得第一纵向滑块161、第二纵向滑块162和动模横向滑动件170收回并与动模型芯140的表面相匹配,以及使得第三纵向滑块241、第四纵向滑块242和定模横向滑动件280收回并与定模型芯230的表面相匹配,如此在纵向方向和横向方向同时改变模具型腔300的体积,使得塑料在横向和纵向方向均能够充分发泡成型;发泡完成后,在外界注塑机的工作滑台带动下,动模部100相对定模部200滑动从而打开模具型腔300,然后将成型后的产品取出,同时第一纵向滑块161、第二纵向滑块162、动模横向滑动件170、第三纵向滑块241、第四纵向滑块242以及定模横向滑动件280再次推出,等待下一成型过程。
本实施例通过在动模部100设置动模纵向滑动件160和动模横向滑动件170以及在定模部200设置定模纵向滑动件240和定模横向滑动件280共同突伸入模具型腔300内,从而能够在纵向和横向同时改变模具型腔300的体积,使得塑料在横向和纵向充分发泡,发泡率大大提高,发泡效果好,进而能够适用于深度较大的产品成型。
本实施例中,所述动模驱动件150、定模驱动件250均为油缸,成本低,驱动效率高。本实施例中,所述动模纵向滑动件160呈圆盘状,且其下端的中部凸设有呈六棱柱形状的第一连接柱,所述动模纵向滑动件160通过第一连接柱与动模驱动件150连接,设置六棱柱形状的第一连接柱能够防止动模纵向滑动件160相对动模座130旋转,使得动模纵向滑动件160推出和收回更稳定、可靠。本实施例中,所述定模纵向滑动件240呈圆盘状,其上端的中部凸设有呈六棱柱形状的第二连接柱,该第二连接柱活动伸入定模座220内,如此使得定模纵向滑动件240推出和收回更稳定、可靠。
基于上述实施例的基础上,进一步地,多个所述第一纵向滑块161呈圆周阵列分布。如此设置,使得塑料在模具型腔300内发泡更均衡,产品成型后的品质更好。
基于上述实施例的基础上,进一步地,多个所述第二纵向滑块162呈环形等间隔设置。如此设置,使得塑料在模具型腔300内发泡更均衡,产品成型后的品质更好。
基于上述实施例的基础上,进一步地,多个所述第三纵向滑块241呈圆周阵列分布。如此设置,使得塑料在模具型腔300内发泡更均衡,产品成型后的品质更好。
基于上述实施例的基础上,进一步地,多个所述第四纵向滑块242呈环形等间隔设置。如此设置,使得塑料在模具型腔300内发泡更均衡,产品成型后的品质更好。
如图2、图3、图4所示,基于上述实施例的基础上,进一步地,所述第二纵向滑块162一体成型向外凸设有连接块1621,所述连接块1621设置有第一斜向导向孔1622,所述动模横向滑动件170设有第一斜导向销171,所述第一斜导向销171对应插入第一斜向导向孔1622内。当第二纵向滑块162推出或收回时,第二纵向滑块162经由连接块1621上的第一斜向导向孔1622与第一斜导向销171配合带动动模横向滑动件170同步联动,如此简化结构,制作成本低。
如图2、图3、图5所示,基于上述实施例的基础上,进一步地,所述第四纵向滑块242设有第二斜导向销2421,所述定模横向滑动件280设有第二斜向导向孔281,所述第二斜导向销2421插入所述第二斜向导向孔281内。当第四纵向滑块242推出或收回时,第四纵向滑块242经由第二斜导向销2421与第二斜向导向孔281配合带动定模横向滑动件280同步联动,如此简化了结构,进一步降低制作成本。
以上所述仅是本发明的一个较佳实施例,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,包含在本发明专利申请的保护范围内。
- 双向抽芯式变容积微开发泡器具
- 双向抽芯式变容积微开发泡注塑机器人整机