磨铣井下管件
文献发布时间:2023-06-19 10:08:35
相关申请的交叉引用
本申请要求于2018年7月25日提交的美国专利申请号16/045,123的优先权,其全部内容通过引用结合于此。
技术领域
本公开涉及井下磨铣工具。
背景技术
在烃生产中,形成井筒以生产烃。钻井筒、操作井筒和维护井筒包括将管状构件放置在井筒内。例如,在某些构型中,套管可以内衬于井筒中。在某些情况下,生产管道也用于替代套管或作为套管的补充使用。在钻井过程期间,由金属管制成的钻柱也被伸入到井筒中。在一些情况下,需要从井筒中移除金属管件。例如,在钻杆卡住或生产管道需要更换的情况下。在这种情况下,可以对管件进行磨铣、磨削或进行两者。这种过程涉及将管件破碎、切割、碾磨或刮削成小块,以便易于移除。
发明内容
本公开描述了与磨铣井下管件相关的技术。
本公开中描述的主题的示例性实施方式是具有以下特征的井下式磨铣工具。中心轴限定第一内部流动路径。该中心轴至少部分地设置在套洗管内。前导锥形磨铣机定位在中心轴的沿井身向下端处以使井下式磨铣工具在管件内居中。前导锥形磨铣机限定与第一内部流动路径对准的第二中心流动路径。磨铣刀片在中心轴与套洗管之间延伸。磨铣刀片被布置成允许流体流围绕磨铣刀片。磨铣刀片中的每一个都包括碳化钨硬化面和软钢主体,该软钢主体被构造成在磨铣操作期间支撑井下式磨铣工具的载荷。碎屑篮在磨铣刀片的沿井身向上端定位在套洗管内以接纳和保持由磨铣刀片形成的切屑。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。碎屑篮包括弹簧加载指状件,所述弹簧加载指状件从套洗管的内表面延伸以保持磨铣管件碎片不能在沿井身向下方向上移动。弹簧加载指状件以铰接的方式附接到套洗管的内表面。安装到中心轴的中心支撑肩部被定位成限制弹簧加载指状件的沿井身向下运动。被定位在多个弹簧加载指状件的沿井身向上端的筛网允许流体通过,并防止大于特定尺寸的颗粒穿过筛网。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。磨铣刀片围绕轴在纵向上布置成多层。
以单独或以组合的方式与示例性实施方式相结合示例性实施方式的各方面包括以下内容。每一层都包括三个磨铣刀片。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。所述层包括第一层、和定位在第一层的沿井身向上端的第二层。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。所述层包括八层。
本公开中描述的主题的示例性实施方式是具有以下特征的方法。使井下式磨铣工具在井下管件上居中,且锥形磨铣机被定位在井下式磨铣工具的沿井身向下端上。利用井下式磨铣工具磨铣位于井筒中的井下管件。利用被定位在井下式磨铣工具内的一组磨铣刀片的沿井身向上端的碎屑篮接纳磨铣管件的碎片。这些碎片被保持在井下式磨铣工具中。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。通过井下式磨铣工具内的中心流动路径接收流动流体。磨铣管件的碎片通过流动流体被转移到碎屑篮。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。第一组磨铣刀片被侵蚀。利用第一组磨铣刀片的沿井身向上端的第二组磨铣刀片继续磨铣管件。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。利用位于井下式磨铣工具的外半径上的套洗管,保护井筒套管免受所述一组磨铣刀片影响。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。井下管件利用位于井下式磨铣工具的外半径上的套洗管被保持在井下式磨铣工具内。
本公开中描述的主题的示例性实施方式是具有以下特征的井下式磨铣工具。中心轴限定第一内部流动路径。中心轴至少部分设置在套洗管内。磨铣刀片在中心轴和套洗管之间延伸。在多个磨铣刀片的沿井身向上端被定位在套洗管内的碎屑篮接纳并保持由磨铣刀片形成的切屑。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。前导锥形磨铣机被定位在中心轴的沿井身向下端处。前导锥形磨铣机限定与第一内部流动路径对准的第二中心流动路径。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。磨铣刀片围绕所述轴在纵向上布置成多层。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。每一层都包括三个磨铣刀片。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。所述层包括第一层、和被定位在第一层的沿井身向上端的第二层。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。所述层包括八层。
可以单独或以组合的方式与示例形实施方式相结合的示例性实施方式的各方面包括以下内容。磨铣刀片位于套洗管和中心轴之间的在所述层中的一层处截取的横向横截面处的面积的40%至50%之间。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。磨铣刀片中的每一个都包括钢体和被定位在钢体的沿井身向下侧的碳化钨硬化面。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。碎屑篮包括从套洗管的内表面延伸的弹簧加载指状件。弹簧加载指状件以铰接的方式附接到套洗管的内表面。安装到中心轴的中心支撑肩部被定位成限制弹簧加载指状件的沿井身向下运动。位于弹簧加载指状件的沿延伸向上端的筛网允许流体通过,并防止大于特定尺寸的颗粒穿过筛网。
可以单独或以组合的方式与示例性实施方式相结合的示例性实施方式的各方面包括以下内容。碎屑篮是第一碎屑篮,该工具还包括位于第一碎屑篮的沿井身向上端的第二碎屑篮。
可以实施本公开中描述的主题的具体实施方式,以便实现以下优点中的一个或多个。本公开的各方面可以有助于防止或降低磨铣操作期间的意外侧钻的频率风险。通过磨铣刀片的多个层,工具可以使用持续更长的时间段。一体化的碎屑篮减少了工具的长度,并增强了碎屑回收。这些因素可能会导致磨铣操作期间的更少的起下钻,并且提高磨铣和井眼净化效率。
在附图和说明书中阐述了本公开中描述的主题的一个或多个实施方式的细节。本主题的其他特征、方面和优点将由说明书、附图和权利要求变得显而易见。
附图说明
图1是井场的示意图。
图2是在移除套洗管的情况下井下式磨铣工具的侧视立体图。
图3A是碎屑篮的一部分的向上立体图。
图3B是图3A中示出的碎屑篮的指状件的侧视立体图。
图3C是图3A中示出的碎屑篮的沿井身向上端的侧视立体图。
图4A至图4D是处于不同操作阶段的井下式磨铣工具的示意性侧视图。
图5是可以与本公开的各方面一起使用的方法的流程图。
各个附图中相同的附图标记和名称表示相同的元件。
具体实施方式
本公开涉及磨铣工具,所述磨铣工具允许对通常不能通过打捞操作回收的管件(例如管道、钻杆或套管)进行广泛和连续磨铣操作。所述工具以高效的方式操作,而无需起出以更换磨铣机并且也不会在井内留下过多的碎屑。所述工具可以减少对井的意外侧钻的可能性。也就是说,该工具不太可能偏离轨迹并且钻入井筒的侧壁,而不是对管件进行磨铣。所述工具包括围绕中心轴的套洗管。多层磨铣刀片在中心轴和套洗管之间延伸。当刀片的一层被磨损时,新的一层刀片与目标管件接触。这种工具减少了由于作业刀片引起的多次起下钻的需要。套洗管将管保持在目标管件上并使管在目标管件上居中,从而降低意外侧钻的可能性。所述工具包含碎屑篮,该碎屑篮被定位成接纳和保持目标管件的磨铣碎片。磨铣管件碎片可能太重而无法一直循环到顶部设施。在这种情况下,工具收集磨铣碎片,并防止所述磨铣碎片在井下聚集并堵塞井筒。碎屑篮被定位在磨铣刀片的沿井身向上端。
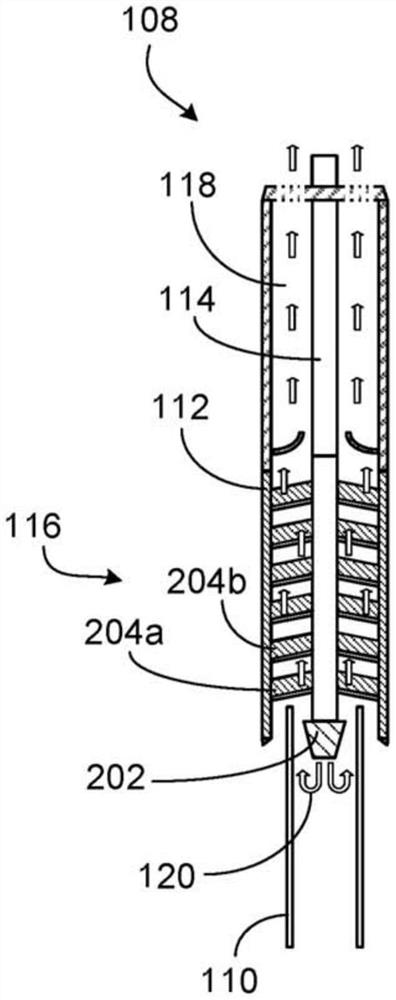
图1是井场100的示意图。井场100包括井架102,该井架将工具串104支撑在井筒106内。工具串104的沿井身向下端具有井下式磨铣工具108,该磨铣工具被构造成在磨铣井筒106内的管件110。井下式磨铣工具108包括套洗管112、中心轴114、在中心轴114和套洗管112之间延伸的磨铣刀片116、以及在磨铣刀片116的沿井身向上定位在套洗管112内的碎屑篮118。套洗管112围绕磨铣刀片116和碎屑蓝118延伸。套洗管112附接到磨铣刀片116的径向表面。套洗管112可以保护例如套管、井筒壁或两者免受磨铣刀片116影响。碎屑篮118被构造成接纳和保持由磨铣刀片116形成的管件110的切屑。
在磨铣操作期间,井下式磨铣工具108被下入到目标管件110上并旋转。井下式磨铣工具108将目标管件110刮削或碾磨成被称为切屑的较小碎片。循环流体120被泵送通过工具串104并被泵出井下式磨铣工具108的沿井身向下端。然后,循环流体120向上流动通过井下式磨铣工具108,从而在井下式磨铣工具108内沿井身向上方向上携带管件110的切屑。该工具保持管件的大于特定尺寸阈值的切屑122。切屑122可以从非常细的刮削物(0.1至0.5英寸长)变化到更大的撕裂管件块(5至12英寸长)。不能穿过磨铣刀片之间的开口的较大的碎屑可以被磨铣机进一步碾磨,直到切屑122能够通过为止。然后,循环流体沿井身向上方向流动通过井筒106的环空。循环流体通过第一导管126被引导至流体池124。流体池124保持循环流体120持续足够长的时间量,以便允许颗粒从流体中沉淀出来。循环流体然后通过第二导管130流入到循环泵128中。循环泵128通过第三导管132将流体泵回通过工具串104。导管可以包括软管、管道、开口通道、过滤器或能够处理所期望的压力和流量的任何组合。在一些实施方式中,循环流体的重量可以在磨铣操作期间被调节。类似地,磨铣工具上的重量可以在操作期间被调整。地面处的操作员通过放下更多的管柱重量来控制磨铣工具上的重量。井下式磨铣工具108上的重量可能对磨铣速率有影响。通常,钻机控制井下式磨铣工具108上的重量、每分钟转数(RPM)和循环速率,以找到实现最佳磨铣速率的最优参数。最优参数可能因井场和各个情况而变化。虽然所示出的系统100是在垂直井筒的背景下示出的,但是井下式磨铣工具108也可以用于偏斜井筒或水平井筒。
图2是井筒磨铣工具108的一部分的侧视立体图,其中套洗管112(参见图1)被移除以便更容易地观察内部部件。井下式磨铣工具108包括限定第一内部流动路径的中心轴114,其中循环流体120(参见图1)在操作期间被泵送通过所述第一内部流动路径。中心轴114至少部分设置在套洗管112内(参见图1)。前导锥形磨铣机202被定位在中心轴114的沿井身向下端处。前导锥形磨铣机202限定与第一中心流动路径对准的第二中心流动路径。前导锥形磨铣机202被构造成有助于使井下式磨铣工具在管件110内居中(参见图1)。前导锥形磨铣机202具有远端,所述远端具有比附接到中心轴114的端部更小的横截面面积。远端处减小的横截面允许更容易进入目标管件110中。多个磨铣刀片116从中心轴114辐射,且磨铣刀片116在中心轴114和套洗管112(未示出)之间延伸。磨铣刀片116被布置成允许流体围绕磨铣刀片116流动。例如,磨铣刀片位于套洗管和中心轴之间的在磨铣刀片116的层204中的一层处截取的横向横截面的面积的40%至50%之间并被布置成阻挡所述面积的40%至50%。磨铣刀片116被构造成磨铣井下管件110(参见图1)。磨铣刀片116中的每一个都包括在软钢主体208上的碳化钨硬化面206。碳化钨硬化面206接触目标管件110并从目标管件刮削下切屑。软钢主体208具有足够的强度来在磨铣操作期间支撑井下式磨铣工具108的载荷。井下式磨铣工具108能够支撑井下式磨铣工具108上的大约一万磅的管柱重量。每个刀片的主体比普通的井筒管件材料(如K-55或J-55)软,从而一旦坚硬面被侵蚀,则在磨铣的同时容易磨损。在操作期间,在碳化钨硬化面206被磨掉之后,软钢体208侵蚀。每个刀片的具体几何形状取决于具体情形。进行应力计算和其他工程作业,以确定每种情形的最优几何形状。一般而言,每个刀片的厚度必须承受井下式磨铣工具上的重量和磨铣操作的扭矩,例如,一万磅钻头重量和八千磅英尺的扭矩。
如图2所示,磨铣刀片116围绕轴在纵向上布置成多层204。在井下式磨铣工具108中,每个层204都包括三个磨铣刀片116。如图所示,存在八个层204。虽然图示的实施方式被示出为具有八层磨铣刀片(每层具有三个刀片),但是根据具体要求可以使用其他布置。例如,在磨铣较长管件的情况下,一些井下式磨铣工具包括更多的层,或者在磨铣较短管件的情况下,所述井下式磨铣工具包括更少的层。每个层上也可以使用更多或更少的刀片。例如,每层可以使用少至两个刀片,或者每层可以使用多达五个刀片。一般而言,每层中更少、更大的刀片可以提高承重能力,但应注意保持刀片之间的流动面积,以便进行更容易的碎屑收集。层的数量取决于具体情形。例如,较长管件需要更多的层。虽然图示的实施方式示出了每层刀片纵向对齐,但是每一层的刀片可以彼此偏移。
在操作期间,在井下式磨铣工具108的沿井身向下端处的第一层204a接触并磨铣管件110(图1)。一旦硬化面206被磨掉,第一层204a中的刀片116中的每一个的软主体208被侵蚀,直到第二层204b接触管件为止。对每个后续层重复这个过程。
图3A是碎屑篮118的一部分的向上立体图。碎屑篮118包括从套洗管112的内表面伸出的弹簧加载指状件302。弹簧加载指状件302自套洗管112的内表面铰接。弹簧加载指状件302被构造成保持磨铣管件碎片而不能在沿井身向下方向上移动。也就是说,在操作中,弹簧加载指状件302在较大的磨铣管件碎片在沿井身向上方向上流动时在沿井身向上方向上枢转,但是在较大的管件在沿井身向下方向上移动的情况下在沿井身向下方向上枢转以搁置在中心支撑肩部304上。中心支撑肩部304安装到中心轴114,并被构造成限制弹簧加载指状件302的沿井身向下运动。也就是说,指状件302具有足够的长度,并且肩部304具有足够的周长(girth),以引起干扰并防止指状件302在沿井身向下方向上进一步行进。在一些工具中,指状件302不是弹簧加载的。
图3B是图3A中示出的碎屑篮118的指状件302的侧视立体图。如图所示,指状件302的最靠近套洗管112的端部306通过铰链附接到套洗管112。指状件302的远端308在沿井身向上方向上具有斜面。所述斜面允许管件切屑更容易通过指状件。在一些实施方式中,所述斜面有助于将搁置的指状件302的负荷从肩部304分布到中心轴114。在一些实施方式中,肩部304是不需要的,并且指状件具有足够的长度以使轴114用作干扰件。在一些实施方式中,指状件302的远端308不包括锥形件。指状件可以由金属、复合材料、弹性体或具有足够强度和抗井筒环境侵蚀的其他材料制成。
图3C是图3A中示出的碎屑篮118的沿井身向上端的侧视立体图。筛网310被定位在弹簧加载指状件302的沿井身向上端。筛网310包括孔312,这些孔允许流体穿过筛网310,但是防止大于特定尺寸的颗粒(诸如管件110的较大的磨铣碎片(参见图1)穿过筛网310。虽然先前被描述和图示为具有单个碎屑篮118,但是井下式磨铣工具108可以包括串联的多个碎屑蓝。例如,井下式磨铣工具108可以包括位于磨铣刀片116的沿井身向上端的第一碎屑篮和位于第一碎屑篮的沿井身向上端的第二碎屑篮。一般而言,多个碎屑篮增加碎屑回收容量。
图4A至图4D示出了处于不同操作阶段的示例性井下式磨铣工具108的侧视横截面图。在图4A中,井下式磨铣工具108首先与管件110接触。锥形磨铣机202有助于最初使井下式磨铣工具108在管件110上居中。井下式磨铣工具108旋转,并且磨铣刀片的第一层204a磨铣管件110。套洗管112有助于将井下式磨铣工具108保持在管件110上,并保护外套管、井筒壁或两者免受磨铣刀片116影响。
在图4B中,磨铣刀片116的第一层204a已经被磨穿。因此,磨铣刀片116的第二层204b与管件110接触。在循环流体120流动通过工具时,管件110的切屑122悬浮在循环流体120中,并在沿井身向上方向上流动。切屑122被接纳并保持在碎屑篮118内。在碎屑篮118的沿井身向上端处的筛网310将管件110的较大的切屑122保持在碎屑篮118内。指状件302限制管件110的较大的切屑122在碎屑篮118的沿井身向下侧的移动。图4C至图4D继续该过程;在磨铣刀片116的每一层204被磨损时,使用磨铣刀片的下一层204,直到磨铣刀片116的所有层204都被磨损,或者直到管件110已经被充分磨铣。井下式磨铣工具108上的重量在地面处由管柱重量指示器(未示出)控制和监控。管柱重量在接触管件之前被测量一次,并且在接触待磨铣的对象的顶部之后被测量一次。井下式磨铣工具108上的重量是地面处管柱重量的减少或减少量。每当磨铣层被磨掉时,管柱将向下移动并使被磨铣的物体与第二磨铣层撞击,从而导致管柱的震动,并可以在地面处的重量指示器上注意到。对于每一层,这种震动在每一层被磨损时都会出现。
图5是可以与本公开的各方面一起使用的示例性方法500的流程图。在502处,将井下式磨铣工具被居中到井下管件上,其中锥形磨铣机被定位在井下式磨铣工具的沿井身向下端上。井下管件利用位于井下式磨铣工具的外半径上的套洗管被保持在井下式磨铣工具内。利用套洗管,井筒套管受到保护免受一组磨铣刀片。在504处,利用井下式磨铣工具磨铣位于井筒中的井下管件。第一组磨铣刀片被侵蚀。利用位于第一组磨铣刀片的沿井身向上端的第二组磨铣刀片继续磨铣管件。在506处,利用被定位在井下式磨铣工具内的一组磨铣刀片的沿井身向上端的碎屑篮接纳磨铣管件的碎片。通过井下式磨铣工具内的中心流动路径接收流动流体。流动流体将磨铣的管件的碎片转移到碎屑篮。
在不背离本公开的情况下,井下式磨铣工具108可以以多种方式组装。例如,井下式磨铣工具的较小部件(诸如套洗管或轴刀片)可以焊接在一起或通过螺纹或紧固件被紧固。大型零件(诸如磨铣组件和碎屑回收管)可以通过螺纹连接而被连接在一起,以便更容易地在钻机现场进行套装和拆卸。
虽然本公开包含许多具体的实施细节,但是这些不应被解释为对所要求保护的内容的范围的限制,而是应解释为对具体实施方式特定的特征的描述。本公开中在单独的实施方式的上下文中描述的某些特征也可以在单个实施方式中以组合的方式被实施。相反,在单个实施方式的上下文中描述的各种特征也可以在多个实施方式中以单独的方式实施或者以任何合适的子组合实施。另外,尽管特征可以被描述为在某些组合中起作用,并且甚至最初被如此要求保护,但是在一些情况下,来自所要求保护的组合的一个或多个特征可以从该组合中删除,并且所要求保护的组合可以针对子组合或子组合的变型。
类似地,虽然在附图中以特定顺序描述了操作,但是这不应该理解为要求以所示的特定顺序或以顺次顺序执行这些操作,或者要求执行所有图示的操作以实现期望的结果。而且,先前描述的实施方式中的各种系统部件的分离不应被理解为在所有实施方式中需要这种分离,并且应当理解的是,所描述的部件和系统通常可以一起集成在单个产品中或者打包到多个产品中。
因此,已经描述了主题的特定实施方式。其他实施方式在以下权利要求的范围内。在一些情况下,权利要求中列举的动作可以以不同的顺序执行,并且仍然获得期望的结果。此外,附图中描绘的过程不必要求所示的特殊顺序或顺次顺序来实现期望的结果。
- 磨铣井下管件
- 一种井下磨铣装置