一种蒸发器干燥器及其装配方法
文献发布时间:2023-06-19 10:14:56
技术领域
本发明涉及蒸发器干燥器技术领域,具体来说,涉及一种蒸发器干燥器及其装配方法。
背景技术
核电国产化是我国解决技术瓶颈约束、发展核电的必由之路。发展核电是我国一项战略性选择,对保持我国的核能力、优化能源结构、促进技术进步和产业升级、保护环境具有重要深远的影响。核电作为一种清洁能源,技术已经成熟,已成为国家能源电力战略的重要组成部分,可大规模替代石化燃料。
拥有具有自主知识产权的大型先进核电技术,一直是我国能源和核电界的梦想。只有拥有具有自主知识产权的大型先进核电技术,我国才能由“核电大国”转变成为“核电强国”,才能像美国、法国、韩国一样,在满足国内核电自主建设发展的同时,实施核电成套技术“走出去”战略,赢得世界核电大单。蒸发器干燥器是核电中重要的部件之一,现有的核电用蒸发器干燥器其生产安装步骤较为繁琐,工作强度大,而且各波纹板组件安装的互换性及一致性不佳,安装时,焊接方式较为传统,影响焊缝质量,组装不方便。
针对相关技术中的问题,目前尚未提出有效的解决方案。
发明内容
针对相关技术中的问题,本发明提出一种蒸发器干燥器及其装配方法,以克服现有相关技术所存在的上述技术问题。
为此,本发明采用的具体技术方案如下:
一种蒸发器干燥器及其装配方法,包括平台、上槽、下槽组件、下半槽、中心封板组件、侧封板、上挡板、下挡板、竖分隔板、中心疏水管、疏水半管、疏水管组件、挡汽板、挂钩、水平网框、加强板、门、星形支架、加强圈、中心盖板、波纹板、垫板、支撑板、补板、上补板、下补板、T型窗封板、长方形窗口封板、右波形板、标准波形板、左波形板、防倒伏板、上支架、下支架、压紧螺栓、不锈钢丝、方螺帽、方向侧门、均汽网和锁定块,所述中心封板组件和所述侧封板分别均连接于所述平台之间,所述上槽、所述下槽组件、所述上挡板、所述下挡板、所述竖分隔板、所述星形支架、所述加强圈分别均位于所述平台的内部,所述波纹板位于所述平台的侧边,所述中心疏水管、所述疏水半管、所述疏水管组件位于所述平台的底端。
进一步的,标准波形板总数量950片,对于有门的2个波形板盒,标准波形板CHS数量最多75片,最少71片,其余10个波形板盒,标准波形板CHS数量最多75片,最少71片。
进一步的,该蒸发器干燥器的装配方法,包括以下步骤:
装配工装及装配零部件的准备;
对中心封板组件及侧封板的安装及定位;
对各上槽的安装及定位;
对各下槽组件的安装及定位,对竖分隔板进行安装;
对各中心疏水管及疏水管组件的安装及焊妥;
对各下槽组件中的挡汽板进行安装;
对星形支架、中心盖板的安装;
在工装两端装上大直径滚筒,然后安放在滚轮架上360°可以自由旋转,方便焊接,使原来图纸要求的立、横、仰焊缝变成平焊缝;
拆除全部工装,上述焊接件与平台在各塞焊孔塞焊;
对垫板分别与上槽组焊;
对竖分隔板安装焊妥;
对下挡板安装焊妥、疏水半管焊妥;
在平台底下安放三件等高支座,均汽网、门、锁定块安装;
对波纹板进行组装。
进一步的,步骤中对没有门的波纹板的组装,包括以下步骤:
将右波形板、左波形板和标准波形板进入干燥器;
拧紧压紧螺栓,直到波形板紧固,核实尺寸间隙;
将拧紧压紧螺栓点焊在防松片上;
在将波形板安装在周围的框架上之后,焊好上补板和下补板;
用T型窗封板和长方形窗口封板封住下挡板上的T形和长方形窗口。
进一步的,步骤中对有门的波纹板的组装,包括以下步骤:
将右波形板、左波形板和标准波形板进入干燥器;
安装防倒伏板、上支架和下支架;
依次安装右波形板、左波形板和标准波形板;
拧紧压紧螺栓,直到波形板紧固,核实尺寸间隙;
用不锈钢丝锁紧压紧螺栓;
安装门,拧紧方螺帽,用不锈钢丝锁紧方螺帽,将门焊在波形板盒上,270°方向侧门不与波形板盒焊接,到业主现场后再完成该门的焊接。
进一步的,所述上槽直边上按图划预开口切割线,检查合格后用仿形气体切割机进行切割,在立铣机床上按图纸尺寸对两直边端平面及缺口进行铣加工,压制成形及机加工后对缺口按RCC-M MC4000进行液体渗透检查。
进一步的,所述下半槽摆搭对接,控制对接接头的错边量,保证两端端口的平面度,摆搭后测量对角线尺寸,且放在平台上检查两长直边平面的平面度,为此必须设计一套组装尺寸控制及防变形工装。
进一步的,所述中心封板组件椭圆斜孔的镗铣加工在落地镗铣床上进行,用万能角铣头,工件固定在回转盘上,每加工完一个椭圆孔后等分旋转60°,通过机加工的手段来保证各孔的尺寸精度。
进一步的,所述上槽与所述下槽组件之间用定距标尺保证距离统一为1158mm。
本发明的有益效果为:通过工装保证干燥器顺利安装,保证各波纹板组件安装能有互换性及一致性,满足产品设计图纸技术要求,在焊接过程中要不断地翻身,使原来图纸要求的立、横、仰焊缝变成平焊缝,从而极大地提高焊缝质量,改善焊工的劳动强度。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
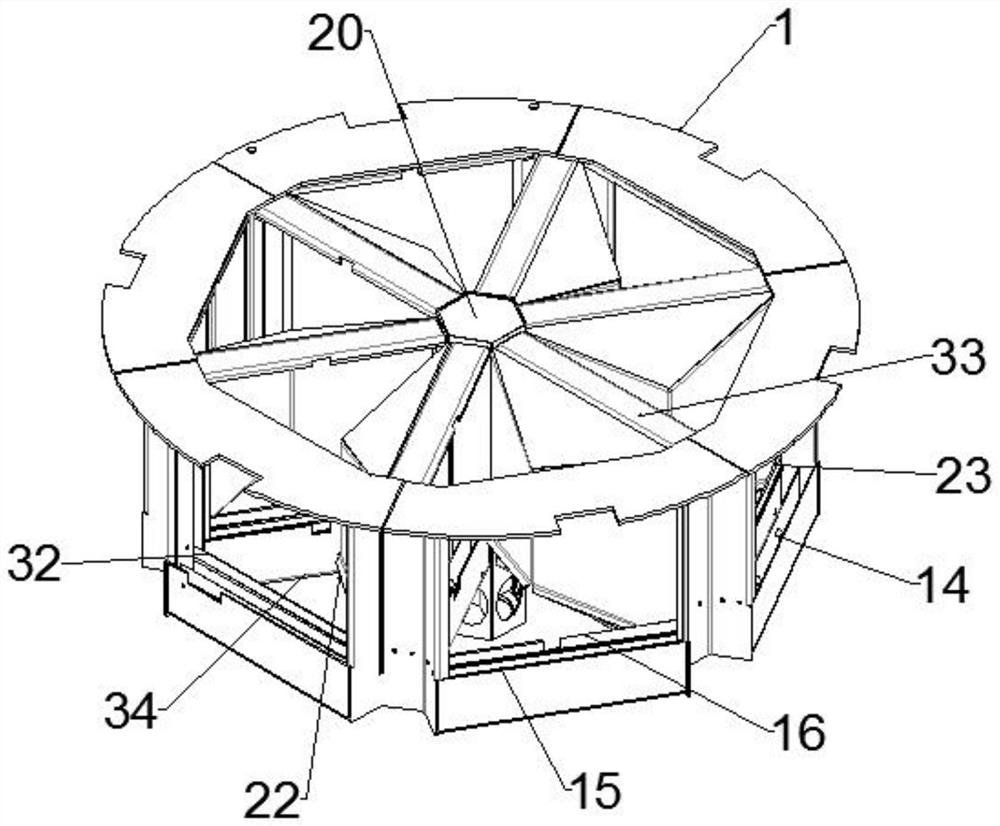
图1是根据本发明实施例的一种蒸发器干燥器的结构示意图之一;
图2是根据本发明实施例的一种蒸发器干燥器的结构示意图之二;
图3是根据本发明实施例的一种蒸发器干燥器的结构示意图之三;
图4是根据本发明实施例的一种蒸发器干燥器的竖分隔板结构示意图;
图5是根据本发明实施例的一种蒸发器干燥器的中心封板组件结构示意图;
图6是图3中A处的局部放大图;
图7是根据本发明实施例的一种蒸发器干燥器的下槽组件结构示意图;
图8是根据本发明实施例的一种蒸发器干燥器的侧封板结构示意图;
图9是根据本发明实施例的一种蒸发器干燥器的平台结构示意图;
图10是根据本发明实施例的一种蒸发器干燥器的上槽结构示意图;
图11是根据本发明实施例的一种蒸发器干燥器的挡汽板结构示意图;
图12是根据本发明实施例的一种蒸发器干燥器的上挡板结构示意图;
图13是根据本发明实施例的一种蒸发器干燥器的下挡板结构示意图。
图中:
1、平台;2、上槽;3、下槽组件;4、下半槽;5、中心封板组件;6、侧封板;7、上挡板;8、下挡板;9、竖分隔板;10、中心疏水管;11、疏水半管;12、疏水管组件;13、挡汽板;14、挂钩;15、水平网框;16、加强板;17、门;18、星形支架;19、加强圈;20、中心盖板;21、波纹板;22、垫板;23、支撑板;24、补板;25、上补板;26、下补板;27、T型窗封板;28、长方形窗口封板;29、右波形板;30、标准波形板;31、左波形板;32、防倒伏板;33、上支架;34、下支架;35、压紧螺栓;36、不锈钢丝;37、方螺帽;38、方向侧门;39、均汽网;40、锁定块。
具体实施方式
为进一步说明各实施例,本发明提供有附图,这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
根据本发明的实施例,提供了一种蒸发器干燥器及其装配方法。
实施例一:
如图1-13所示,根据本发明实施例的蒸发器干燥器及其装配方法,包括平台1、上槽2、下槽组件3、下半槽4、中心封板组件5、侧封板6、上挡板7、下挡板8、竖分隔板9、中心疏水管10、疏水半管11、疏水管组件12、挡汽板13、挂钩14、水平网框15、加强板16、门17、星形支架18、加强圈19、中心盖板20、波纹板21、垫板22、支撑板23、补板24、上补板25、下补板26、T型窗封板27、长方形窗口封板28、右波形板29、标准波形板30、左波形板31、防倒伏板32、上支架33、下支架34、压紧螺栓35、不锈钢丝36、方螺帽37、方向侧门38、均汽网39和锁定块40,所述中心封板组件5和所述侧封板6分别均连接于所述平台1之间,所述上槽2、所述下槽组件3、所述上挡板7、所述下挡板8、所述竖分隔板9、所述星形支架18、所述加强圈19分别均位于所述平台1的内部,所述波纹板21位于所述平台1的侧边,所述中心疏水管10、所述疏水半管11、所述疏水管组件12位于所述平台1的底端。
在一个实施例中,标准波形板总数量950片,对于有门的2个波形板盒,标准波形板CHS数量最多75片,最少71片,其余10个波形板盒,标准波形板CHS数量最多75片,最少71片。
在一个实施例中,该蒸发器干燥器的装配方法,包括以下步骤:
装配工装及装配零部件的准备;
对中心封板组件5及侧封板6的安装及定位;
对各上槽2的安装及定位;
对各下槽组件3的安装及定位,对竖分隔板9进行安装;
对各中心疏水管10及疏水管组件12的安装及焊妥;
对各下槽组件3中的挡汽板13进行安装;
对星形支架18、中心盖板20的安装;
在工装两端装上大直径滚筒,然后安放在滚轮架上360°可以自由旋转,方便焊接,使原来图纸要求的立、横、仰焊缝变成平焊缝;
拆除全部工装,上述焊接件与平台在各塞焊孔塞焊;
对垫板22分别与上槽2组焊;
对竖分隔板9安装焊妥;
对下挡板8安装焊妥、疏水半管11焊妥;
在平台底下安放三件等高支座,均汽网39、门17、锁定块40安装;
对波纹板21进行组装。
在一个实施例中,步骤14中对没有门的波纹板21的组装,包括以下步骤:
将右波形板29、左波形板31和标准波形板30进入干燥器;
拧紧压紧螺栓35,直到波形板紧固,核实尺寸间隙;
将拧紧压紧螺栓35点焊在防松片上;
在将波形板安装在周围的框架上之后,焊好上补板25和下补板26;
用T型窗封板27和长方形窗口封板28封住下挡板上的T形和长方形窗口。
在一个实施例中,步骤14中对有门的波纹板21的组装,包括以下步骤:
将右波形板29、左波形板31和标准波形板30进入干燥器;
安装防倒伏板32、上支架33和下支架34;
依次安装右波形板29、左波形板31和标准波形板30;
拧紧压紧螺栓35,直到波形板紧固,核实尺寸间隙;
用不锈钢丝36锁紧压紧螺栓35;
安装门17,拧紧方螺帽37,用不锈钢丝36锁紧方螺帽37,将门17焊在波形板盒上,270°方向侧门38不与波形板盒焊接,到业主现场后再完成该门的焊接。
在一个实施例中,所述上槽2直边上按图划预开口切割线,检查合格后用仿形气体切割机进行切割,在立铣机床上按图纸尺寸对两直边端平面及缺口进行铣加工,压制成形及机加工后对缺口按RCC-M MC4000进行液体渗透检查。
在一个实施例中,所述下半槽4摆搭对接,控制对接接头的错边量,保证两端端口的平面度,摆搭后测量对角线尺寸,且放在平台上检查两长直边平面的平面度,为此必须设计一套组装尺寸控制及防变形工装。
在一个实施例中,所述中心封板组件5椭圆斜孔的镗铣加工在落地镗铣床上进行,用万能角铣头,工件固定在回转盘上,每加工完一个椭圆孔后等分旋转60°,通过机加工的手段来保证各孔的尺寸精度。
在一个实施例中,所述上槽2与所述下槽组件3之间用定距标尺保证距离统一为1158mm。
综上所述,借助于本发明的上述技术方案,通过工装保证干燥器顺利安装,保证各波纹板组件安装能有互换性及一致性,满足产品设计图纸技术要求,在焊接过程中要不断地翻身,使原来图纸要求的立、横、仰焊缝变成平焊缝,从而极大地提高焊缝质量,改善焊工的劳动强度。
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种蒸发器干燥器及其装配方法
- 一种用于冷冻式空气干燥器的预冷蒸发器