一种铁配件机器人焊接设备
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及焊接技术领域,具体为一种铁配件机器人焊接设备。
背景技术
针对新款铁配件的生产存在着两方面的影响比较严重,一方面人工成本的大幅提高导致企业的运营成本提高,利润下降(稍有技术含量的焊接工现象更为突出),二方面作业人员焊接效率的不确定性以及焊接质量的不确定性等多种问题,因而考虑采用较为柔性的六轴机器人代替人员进行焊接。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种铁配件机器人焊接设备,机器人按照程序编辑的行动轨迹工作,产品一致性高,实现了机器替代人,解决了解决多种型号的产品同时生产问题。
(二)技术方案
为实现以上目的,本发明通过以下技术方案予以实现:一种铁配件机器人焊接设备,包括工作台,所述工作台上固定连接有第一翻转焊接台,所述工作台上固定连接有第二翻转焊接台,所述第一翻转焊接台的顶部固定连接有第一快换工装夹具,所述工作台的顶部设置有第二快换工装夹具,所述工作台的顶部设置有第三快换工装夹具,所述工作台的顶部设置有第一焊接机器人,所述工作台的顶部设置有第二焊接机器人,所述工作台上固定连接有第一控制柜,所述第一控制柜上固定连接有变压器,所述工作台的顶部固定连接有第一焊机,所述工作台的顶部设置有第二焊机,所述工作台上固定连接有第二控制柜。
优选的,所述第一快换工装夹具包括第一安装板,所述第一安装板的顶部固定连接有第一垫块,所述第一安装板的顶部固定连接有第一侧边挡板,所述第一安装板的顶部固定连接有第一A型气缸夹具,所述第一安装板的顶部固定连接有B型气缸夹具,所述第一安装板的顶部固定连接有旋转夹具,所述第一安装板的顶部固定连接有板夹具。
优选的,所述第二快换工装夹具包括第二安装板,所述第二安装板的顶部固定连接有第二垫块,所述第二安装板的顶部固定连接有第二侧边挡板,所述第二安装板的顶部固定连接有卡块,所述第二安装板的顶部固定连接有第二A型气缸夹具,所述第二安装板的顶部固定连接有第一C型气缸夹具。
优选的,所述第三快换工装夹具包括第三安装板,所述第三安装板的顶部固定连接有第三垫块,所述第三安装板的顶部固定连接有第三侧边挡板,所述第三安装板的顶部固定连接有第三A型气缸夹具,所述第三安装板的顶部固定连接有第二C型气缸夹具,所述第三安装板的顶部固定连接有翻转夹具。
优选的,所述第二翻转焊接台上固定连接有第一快换工装夹具,第一翻转焊接台上固定的第一快换工装夹具和第二翻转焊接台固定的第一快换工装夹具呈镜像分布。
优选的,所述第二快换工装夹具和第三快换工装夹具均设置有四个,且两两对称分布。
优选的,所述第一焊接机器人、第二焊接机器人、第一控制柜、第一焊机、第二焊机和第二控制柜之间为电性连接,第一翻转焊接台和第二翻转焊接台均与第一控制柜和第二控制柜电性连接。
优选的,所述第一焊接机器人和第二焊接机器人设置在第一翻转焊接台和第二翻转焊接台之间,且第一焊接机器人和第二焊接机器人均为otc六轴焊接机器人。
(三)有益效果
本发明提供了一种铁配件机器人焊接设备。具备以下有益效果:
(1)、该种铁配件机器人焊接技术,可实现多品种在一台设备上两侧同时生产。
(2)、该种铁配件机器人焊接技术,通过工装夹具,机器人能够实现对配件焊接的精准定位。
(3)、该种铁配件机器人焊接技术,实现特殊作业环境的无人化操作,代替人工,避免人工出现职业伤害,影响健康。
(4)、该种铁配件机器人焊接技术,通过机器代替人工,减少了生产过程中人为的不可控因素。
附图说明
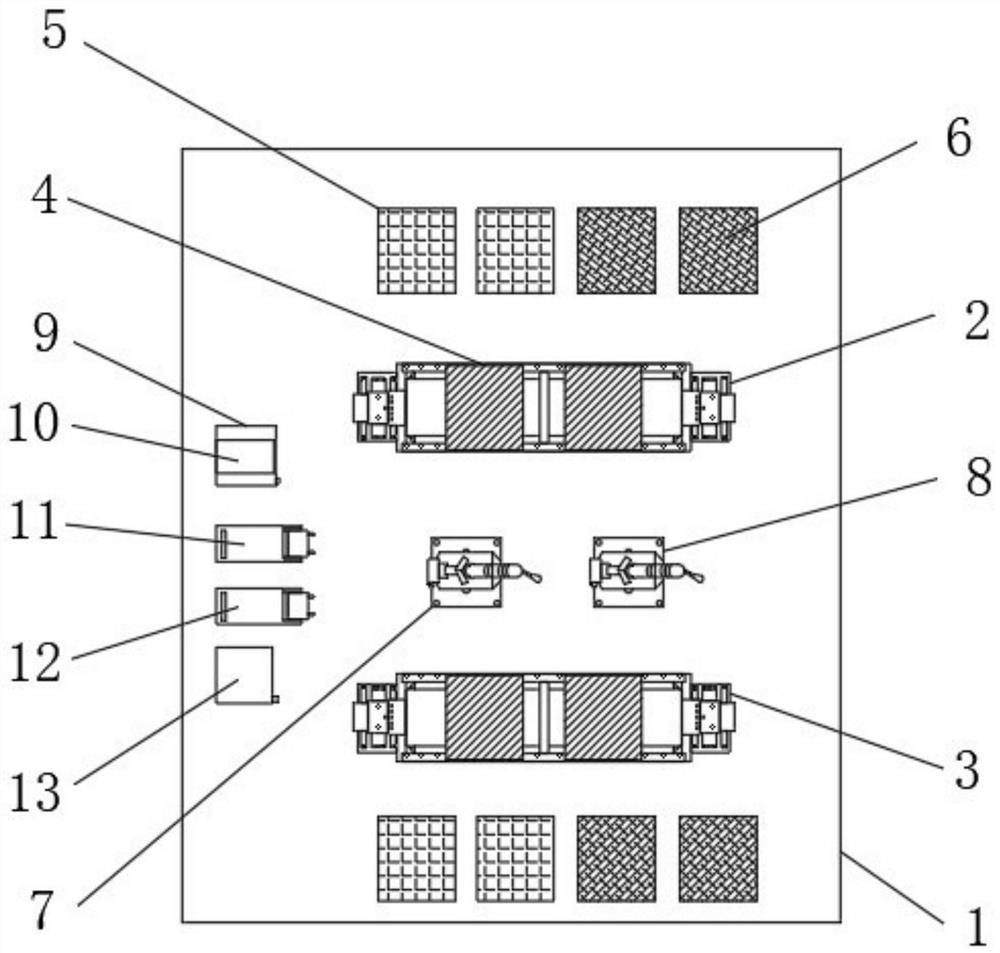
图1为本发明技术方案示意图;
图2为本发明第一快换工装夹具结构示意图;
图3为本发明第二快换工装夹具结构示意图;
图4为本发明第三快换工装夹具结构示意图。
图中:1工作台、2第一翻转焊接台、3第二翻转焊接台、4第一快换工装夹具、401第一安装板、402第一垫块、403第一侧边挡板、404第一A型气缸夹具、405B型气缸夹具、406旋转夹具、407板夹具、5第二快换工装夹具、501第二安装板、502第二垫块、503第二侧边挡板、504卡块、505第二A型气缸夹具、506第一C型气缸夹具、6第三快换工装夹具、601第三安装板、602第三垫块、603第三侧边挡板、604第三A型气缸夹具、605第二C型气缸夹具、606翻转夹具、7第一焊接机器人、8第二焊接机器人、9第一控制柜、10变压器、11第一焊机、12第二焊机、13第二控制柜。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1所示,本发明提供一种技术方案:一种铁配件机器人焊接设备,包括工作台1,工作台1上固定连接有第一翻转焊接台2,工作台1上固定连接有第二翻转焊接台3,可实现多品种在一台设备上两侧同时生产,第一翻转焊接台2的顶部固定连接有第一快换工装夹具4,第二翻转焊接台3上固定连接有第一快换工装夹具4,第一翻转焊接台3上固定的第一快换工装夹具4和第二翻转焊接台3固定的第一快换工装夹具4呈镜像分布,工作台1的顶部设置有第二快换工装夹具5,工作台1的顶部设置有第三快换工装夹具6,通过工装夹具,机器人能够实现对配件焊接的精准定位,第二快换工装夹具5和第三快换工装夹具6均设置有四个,且两两对称分布,工作台1的顶部设置有第一焊接机器人7,工作台1的顶部设置有第二焊接机器人8,实现特殊作业环境的无人化操作,代替人工,避免人工出现职业伤害,影响健康,通过机器代替人工,减少了生产过程中人为的不可控因素,第一焊接机器人7和第二焊接机器人8设置在第一翻转焊接台2和第二翻转焊接台3之间,且第一焊接机器人7和第二焊接机器人8均为otc六轴焊接机器人,工作台1上固定连接有第一控制柜9,第一控制柜9上固定连接有变压器10,工作台1的顶部固定连接有第一焊机11,工作台1的顶部设置有第二焊机12,工作台1上固定连接有第二控制柜13,第一焊接机器人7、第二焊接机器人8、第一控制柜9、第一焊机11、第二焊机12和第二控制柜13之间为电性连接,第一翻转焊接台2和第二翻转焊接台3均与第一控制柜9和第二控制柜13电性连接。
如图2所示,第一快换工装夹具4包括第一安装板401,第一安装板401的顶部固定连接有第一垫块402,第一安装板401的顶部固定连接有第一侧边挡板403,第一安装板401的顶部固定连接有第一A型气缸夹具404,第一安装板401的顶部固定连接有B型气缸夹具405,第一安装板401的顶部固定连接有旋转夹具406,第一安装板401的顶部固定连接有板夹具407。
如图3所示,第二快换工装夹具5包括第二安装板501,第二安装板501的顶部固定连接有第二垫块502,第二安装板501的顶部固定连接有第二侧边挡板503,第二安装板501的顶部固定连接有卡块504,第二安装板501的顶部固定连接有第二A型气缸夹具505,第二安装板501的顶部固定连接有第一C型气缸夹具506。
如图4所示,第三快换工装夹具6包括第三安装板601,第三安装板601的顶部固定连接有第三垫块602,第三安装板601的顶部固定连接有第三侧边挡板603,第三安装板601的顶部固定连接有第三A型气缸夹具604,第三安装板601的顶部固定连接有第二C型气缸夹具605,第三安装板601的顶部固定连接有翻转夹具606。
工作时,利用六轴机器人对配件进行焊接,包括以下步骤:
第一步,材料准备,将待焊接的半成品管材放置于第一翻转焊接台2上的第一快换工装夹具4上,按动夹紧按钮键,气缸夹具将放置完成的产品夹紧定位,等待焊接;
第二步,操作人员退离机器人焊接工作区,并同时将待焊接的半成品管材放置于第二翻转焊接台3上的第一快换工装夹具4上;
第三步,操作人员按动启动按钮键,第一焊接机器人7和第二焊接机器人8按照安装程序编辑路线开始焊接,先完成正面焊接,完成给予伺服工作台完成指令;
第四步,工作台在原有基准下旋转90°完成后,给予第一焊接机器人7和第二焊接机器人8完成指令,第一焊接机器人7和第二焊接机器人8开始侧面焊接,完成给予工作台完成指令;
第五步,工作台在原有基准下旋转180°完成后,给予第一焊接机器人7和第二焊接机器人8完成指令,机器人开始背面焊接,完成后伺服工作台回到原位;
第六步,第一焊接机器人7和第二焊接机器人8回到原位,待第二翻转焊接台3上的第一快换工装夹具4放置完成,机器人重复第三步到第五步的步骤;
第七步,操作人员按动松开按钮键,取下焊接成品。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种铁配件机器人焊接设备
- 一种石油配件工装加工用薄钢板焊接设备