钛合金表面局部氮化方法及装置
文献发布时间:2023-06-19 10:36:57
技术领域
本发明涉及材料表面处理技术领域,具体而言,涉及钛合金表面局部氮化方法及装置。
背景技术
钛合金具有密度低、比强度高、抗蚀性能和抗低温、高温性能优越的优点备受关注,然而因钛合金表面的硬度较低,耐磨性能较差,对粘着磨损和微动磨损非常敏感,使其应用范围受到很大的限制。目前,如何改善钛合金的硬度和耐磨性成为研究钛合金领域的热点之一。通过表面使钛及钛合金表面形成氮化物是提高其硬度、耐磨性和耐疲劳性的有效办法,传统的表面改性技术,如等离子喷涂、表面化学热处理、气相沉积技术、电镀、离子注入技术等可以有效提高钛合金表面耐磨性。但是这些方法都存在一定的缺点,比如需要对工件进行长时间整体高温加热而引起工件变形,效率低;或由于钛合金表面涂层与钛基材结合力较弱,容易剥落等等。采用激光表面渗氮技术可以获得具有硬度高、耐磨耐蚀的氮化层,与基体属于原位冶金结合,结合强度大,不易剥落。但现有技术在进行氮化处理时仍旧存在诸多问题导致氮化方法有待进一步优化。
鉴于此,特提出本发明。
发明内容
本发明的目的在于提供一种氮化效果好的钛合金表面局部氮化方法及装置。
本发明的实施例可以这样实现:
第一方面,本发明实施例提供一种钛合金表面局部氮化方法,包括:对钛合金工件待氮化区域表面抽真空;使钛合金工件待氮化区域表面处于氮气气氛中;采用激光扫描在钛合金工件待氮化区域进行氮化处理。
在可选的实施方式中,根据氮化层厚度要求,氮化处理时,激光功率200-6000W,扫描频率50-1000Hz,扫描速度200-1000mm/s;
在可选的实施方式中,扫描重叠区域0-0.5mm。
在可选的实施方式中,氮化处理时,激光扫描为正离焦,激光头到待氮化区域表面的距离处于激光焦距范围内,激光光斑的直径小于或等于2mm。
在可选的实施方式中,在进行氮化处理之前还包括对待氮化区域表面进行清理,清理方式为激光扫描。
在可选的实施方式中,表面清理时激光功率500-1000W,扫描频率500-1000Hz,扫描速度200-1000mm/s。
在可选的实施方式中,抽真空至气压小于或等于100Pa时开始对待氮化区域表面进行清理。
在可选的实施方式中,使钛合金工件待氮化区域表面处于氮气气氛中,根据实际要求,当气压达到100~1000Pa后,采用激光扫描对钛合金工件待氮化区域进行氮化处理。
在可选的实施方式中,使钛合金工件待氮化区域表面处于氮气气氛中是在钛合金工件待氮化区域表面形成的密闭空间内充入氮气;
在可选的实施方式中,充入氮气的同时还向密闭空间内通入稀释气体,稀释气体为惰性气体。
表面氮化后通入空气,压力平衡后可快速移动到下一个待处理位置。
第二方面,本发明实施例提供一种钛合金表面局部氮化装置,包括激光扫描系统、真空箱和抽气泵,激光扫描系统的激光发射方向朝向真空箱,真空箱与抽气泵连通,真空箱设置有氮气入口。
在可选的实施方式中,真空箱的一个侧壁具有透明区域,与透明区域位置相对的一个侧壁开设操作口,操作口的位置与透明区域的位置对应,工作时,使真空箱开设有操作口的一面扣于钛合金工件待氮化区域表面,激光扫描系统的激光发射方向朝向透明区域;
在可选的实施方式中,钛合金表面局部氮化装置还包括用于控制激光扫描系统到操作口距离的位移控制机构,位移控制机构与真空箱以及激光扫描系统连接;
在可选的实施方式中,位移控制机构包括电机、连接杆和连接件,连接件与激光扫描系统连接,连接件内设有内螺纹,连接杆竖直设置,其一端与电机连接,连接杆的另一端表面设置有外螺纹且伸入连接件内与内螺纹相配合;
在可选的实施方式中,钛合金表面局部氮化装置还包括压力表,压力表用于测试真空箱内气压;
在可选的实施方式中,抽气泵的数量为多个,多个抽气泵均与真空箱连通;
在可选的实施方式中,钛合金表面局部氮化装置还包括密封件,密封件设置于操作口的边缘;
在可选的实施方式中,透明区域为透明板或透镜;
在可选的实施方式中,钛合金表面局部氮化装置还包括电磁阀,电磁阀设置于所述氮气入口处。
在可选的实施方式中,钛合金表面局部氮化装置还包括控制系统,控制系统与激光扫描系统、电机、压力表、电磁阀以及抽气泵通信连接。
本发明实施例的有益效果包括:
在低压环境下进行激光扫描氮化,在刻蚀得到相同厚度氮化层的前提下,降低了激光功率;而由于采用低功率快速激光扫描局部面积,可使得氮化效率高且氮化效果稳定,工件不受影响,解决了因长时间高温高压渗氮造成的工件变形和低效等问题。而在优选的实施方式中,局部真空箱为开放式箱体,利用压力差实现封闭状态,体积小利于低压环境形成且利于快速移动。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
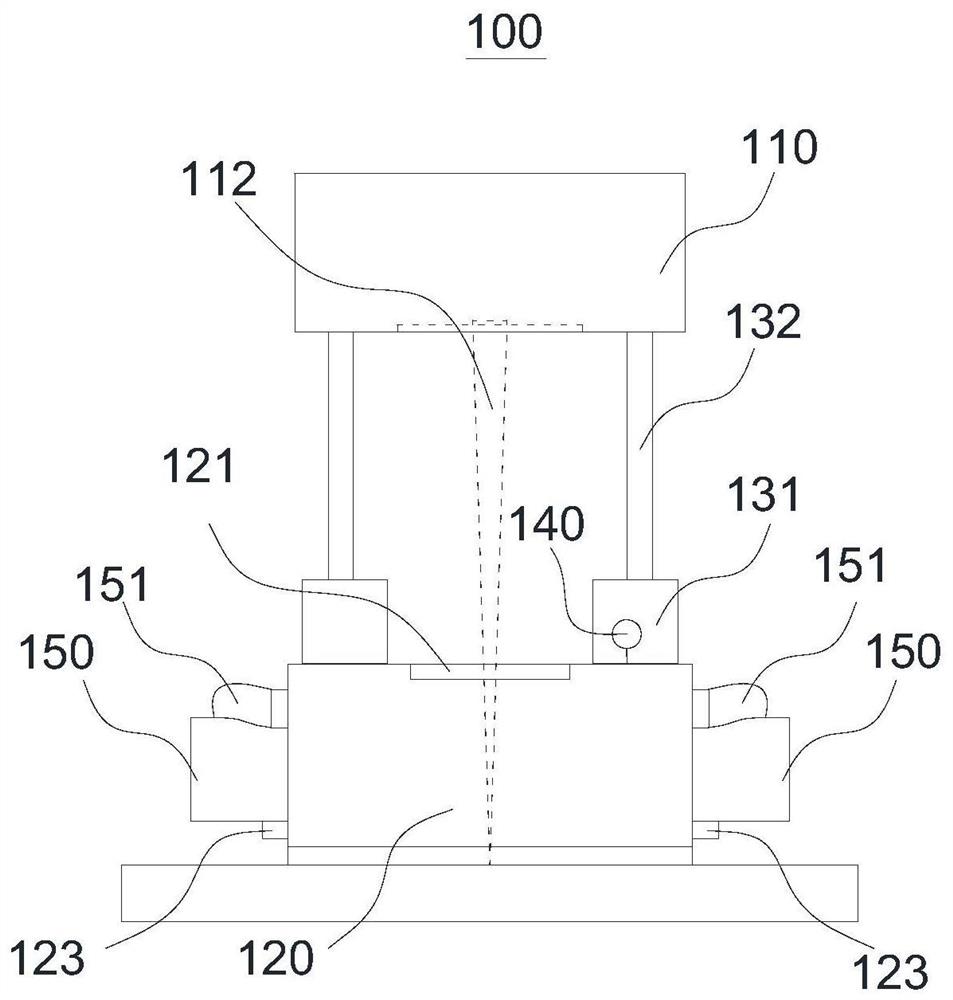
图1为钛合金表面局部氮化装置的主视图;
图2为钛合金表面局部氮化装置的左视图;
图3为钛合金表面局部氮化装置的右视图;
图4为钛合金表面局部氮化装置中各部件的信号传递示意图。
图标:100-钛合金表面局部氮化装置;101-控制系统;110-激光扫描系统;120-真空箱;112-激光束;121-透明区域;122-操作口;123-氮气入口;124-电磁阀;130-位移控制机构;131-电机;132-连接杆;133-连接件;140-压力表;150-抽气泵;151-抽气管;160-密封件;200-钛合金工件。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
在本发明的描述中,需要说明的是,若出现术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,若出现术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
需要说明的是,在不冲突的情况下,本发明的实施例中的特征可以相互结合。
发明人付出创造性劳动发现,现有技术通常是在大气压下采用气体侧吹提供氮气,气压不稳,激光吸收率低;且由于激光能量的不稳定性,使得氮化层厚度不均匀,进而造成残余应力大易形成裂纹;或者由于长时间高温高压渗氮造成工件变形和低效。针对此问题,发明人提出本方案以提高氮化处理效果。
如图1-图3所示,本发明实施例提供一种钛合金表面局部氮化装置100,包括激光扫描系统110、真空箱120和抽气泵150,激光扫描系统110的激光发射方向朝向真空箱120,真空箱120与抽气泵150连通,真空箱120设置有氮气入口123。
进一步地,真空箱120的一个侧壁具有透明区域121,与透明区域121位置相对的一个侧壁开设操作口122,操作口122的位置与透明区域121的位置对应,工作时,使真空箱120开设有操作口122的一面扣于钛合金工件待氮化区域表面,激光扫描系统110的激光发射方向朝向透明区域121。
在进行钛合金表面局部氮化时,将真空箱120的操作口122扣于钛合金工件200的待氮化区域。调整好激光头到钛合金工件的距离,启动抽气泵150对真空箱120抽真空使真空箱处于低压状态,然后再充入氮气进行激光氮化处理;或者处于低压状态时先采用激光对钛合金表面进行清理,然后再通入氮气进行激光氮化。
真空箱120为开放式箱体,利用压力差实现封闭状态,体积小利于低压环境形成且利于快速移动。
具体地,透明区域121为透明板或透镜。
优选地,钛合金表面局部氮化装置100还包括密封件160,密封件160设置于操作口的边缘。设置密封件160可防止真空箱120扣设到工件表面后漏气。
进一步地,钛合金表面局部氮化装置100还包括用于控制激光扫描系统到所述操作口距离的位移控制机构130,位移控制机构130与真空箱120以及激光扫描系统连接110。
位移控制机构130用于控制激光扫描系统110到真空箱120的距离,以使得待氮化区域表面的距离处于激光焦点范围内。
进一步地,位移控制机构130包括电机131、连接杆132和连接件133,连接件133与激光扫描系统110连接,连接件133内设有内螺纹,连接杆132竖直设置,其一端与电机131连接由电机131带动其转动,连接杆132的另一端表面设置有外螺纹且伸入连接件133内与内螺纹相配合。
当需要调整真空箱120与激光扫描系统110之间的距离时,启动电机131,通过电机131的正转或反转使连接杆132旋转,在螺纹的作用下,使激光扫描系统110实现上下升降。
进一步地,为了保持激光扫描系统110的安装更稳固,电机131、连接件133和连接杆132的数量均为2,两个连接件133分别设置于激光扫描系统110的相对两侧,两个电机131和两个连接杆132一一对应设置。使用时,两个电机131同步运转。
进一步地,钛合金表面局部氮化装置100还包括压力表140,压力表140用于测试真空箱120内气压。氮化过程中,可通过观察压力表140现实的真空箱120内气压情况控制进气或抽气。
优选地,为提高抽气效率,抽气泵150的数量为多个,抽气泵150均与真空箱120连通。每个抽气泵150通过抽气管151与真空箱120连通。
氮气入口123出还设置有电磁阀124,通过电磁阀124控制氮气的充入。
进一步地,如图4所示,钛合金表面局部氮化装置100还包括控制系统101,控制系统101与激光扫描系统110、电机131、压力表140、电磁阀124以及抽气泵150通信连接。
氮化处理前,电磁阀124连接外部氮气储存装置。使用钛合金表面局部氮化装置100时,控制系统101自动控制电机131运转使激光扫描系统110升降至合适位置;压力表140将其检测到的压力值发送至控制系统101,控制系统101控制抽气泵150的启停,当压力达到预设值时控制系统101控制激光扫描系统110对工件表面进行清洗;清洗结束后控制电磁阀124打开,氮气入口123处于通路状态,向真空箱120充入氮气,当压力表140检测到真空箱120内氮气压力处于预设值后,控制系统101控制激光扫描系统110对工件表面进行氮化处理。
本发明实施例提供一种钛合金表面局部氮化方法,包括:
在钛合金工件待氮化区域表面抽真空;使钛合金工件待氮化区域表面处于氮气气氛中;采用激光扫描在所述钛合金工件待氮化区域进行氮化处理。
激光气体氮化是利用激光束辐照含氮气氛的工件表面,使其表面熔化,形成一个熔池。氮气在高能激光束的辐照作用下,与熔池中的高温钛合金液体发生强烈的化学、冶金交互作用,从而显著改善钛合金液体的化学成分及组成,最终快速凝固形成耐磨的表面改性层。这个过程中,激光有两方面作用,一是作为热源对工件进行加热以形成液体熔池;另一方面,激光在局部气氛环境下,将部分氮原子启动成活态氮原子。
本发明提供的氮化方法对仅需要氮化的局部区域表面抽真空,在低压环境下进行激光扫描氮化,在刻蚀得到相同厚度氮化层的前提下,降低了激光功率;而由于采用低功率快速激光扫描局部面积,可使得效率高且氮化效果稳定,工件不受影响,解决了因长时间高温高压渗氮造成的工件变形和低效问题。
具体地,氮化方法为:
S1、在钛合金工件待氮化区域表面抽真空。
将真空箱120扣设在钛合金工件待氮化区域表面,使钛合金工件待氮化区域表面形成一个密闭空间。调整好激光扫描系统110位置,以确保激光扫描系统110通电后激光束112正好穿过透明区域121且激光扫描系统110的激光头到待氮化区域表面的距离处于激光焦距范围内。
启动抽气泵150抽出真空箱120内的空气。
S2、采用激光扫描对待氮化区域表面进行清理。
当抽真空至气压小于或等于100Pa时使抽气泵150停止工作。启动激光扫描系统110对待氮化区域表面进行清理。
优选地,表面清理时激光功率500-1000W,扫描频率500-1000Hz,扫描速度200-1000mm/s。
S3、使所述钛合金工件待氮化区域表面处于氮气气氛中。
表面清理完成后,向真空箱120内通入氮气或者氮气和稀释气体的混合气。稀释气体为惰性气体。
充入氮气和稀释气体不同配比的混合气体可调控氮化程度。
S4、采用激光扫描在所述钛合金工件待氮化区域进行氮化处理。
当混合气当气压达到100~1000Pa后停止通入氮气,启动激光扫描系统110对钛合金工件待氮化区域表面进行氮化处理。
优选地,氮化处理时,激光功率200-6000W,扫描频率50-1000Hz,扫描速度200-1000mm/s。进一步优选地,为确保待氮化区域都能够被扫描到,扫描重叠区域设定为0-0.5mm。
优选地,激光扫描为正离焦,激光头到所述待氮化区域表面的距离处于激光焦点范围内,激光光斑的直径小于或等于2mm。
表面氮化后通入空气,压力平衡后可快速移动到下一个待处理位置。
表面氮化结束后加入空气,压力达到平衡,真空箱120离开工件,加工结束。
本发明提供的装置和方法和对非平面进行氮化处理。
实施例1
本实施例提供的钛合金表面局部氮化方法具体为:
对钛合金工件待氮化区域抽真空至压力小于100Pa后对工件表面进行清理,表面清理时激光功率500W,扫描频率500Hz,扫描速度200mm/s;然后向真空箱充入氮气,使钛合金工件表面压力达到1000Pa,然后进行激光扫描氮化处理,激光功率为200W,扫描频率50Hz,扫描速度200mm/s。
实施例2
本实施例提供的钛合金表面局部氮化方法具体为:
对钛合金工件待氮化区域抽真空至压力小于100Pa后对工件表面进行清理,表面清理时激光功率1000W,扫描频率1000Hz,扫描速度1000mm/s;然后向真空箱充入氮气,使钛合金工件表面压力达到500Pa,然后进行激光扫描氮化处理,激光功率为6000W,扫描频率1000Hz,扫描速度1000mm/s。
实施例3
本实施例提供的钛合金表面局部氮化方法具体为:
对钛合金工件待氮化区域抽真空至压力小于100Pa后对工件表面进行清理,表面清理时激光功率800W,扫描频率800Hz,扫描速度600mm/s;然后向真空箱充入氮气,使钛合金工件表面压力达到800Pa,然后进行激光扫描氮化处理,激光功率为2000W,扫描频率300Hz,扫描速度500mm/s。
综上所述,本发明提供的钛合金表面局部氮化方法,在低压环境下进行激光扫描氮化,在刻蚀得到相同厚度氮化层的前提下,降低了激光功率;而由于采用低功率快速激光扫描局部面积,可使得效率高且氮化效果稳定,工件不受影响,解决了因长时间高温高压渗氮造成的工件变形和低效问题。
本发明提供的钛合金表面局部氮化系统,能够被用于实施本发明提供的氮化方法,可解决因长时间高温高压渗氮造成的工件变形和低效问题。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
- 钛合金表面局部氮化方法及装置
- 一种利用高功率超快激光制备氮化钛合金表面的装置及方法