中冷器散热管打磨设备
文献发布时间:2023-06-19 10:40:10
技术领域
本发明属于中冷器制造技术领域,特别是涉及一种中冷器散热管打磨设备。
背景技术
中冷器是弥补涡轮增压式发动机缺陷的产物,它位于涡轮增压器和发动机空气入口之间,功用在于降低增压空气进气温度提高进气密度,从而提高了发动机单位体积功率,降低燃油消耗和有害物质。
现有的中冷器在芯体组装完成后采用钎焊的工艺使散热带、主片、散热管焊接在一起,钎焊工艺中需要添加钎焊必备的焊接辅料:焊剂,钎焊时焊剂融化对焊缝进行清洁以及润湿焊接表面,钎焊进入冷却阶段时,大量残留的焊剂流到芯体钎焊拘束辅具与散热管之间的间隙,完全冷却后去掉拘束辅具,中冷器第一根散热管处往往残留大量的焊剂,大量的焊剂会影响产品外观;并且,散热管上的二维码标签难于贴紧。
传统清除焊剂的方法有:①化学药剂清除,此方法成本高、工时长、化学环境污染大;②手工打磨清除,此方法耗时长、环境污染大、且耗费人力、对人体伤害较大。
发明内容
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种中冷器散热管打磨设备,用于解决现有技术中整车气密性测试时操作耗时耗力、且消耗物料的问题。
为实现上述目的及其他相关目的,本发明提供一种中冷器散热管打磨设备,包括旋转台机构,包括工作台支架、设置于所述工作台支架上的旋转工作台和驱动组件,所述旋转工作台能够在驱动组件作用下旋转,且所述旋转工作台上设有用于定位中冷器芯体的滑移限位组件;打磨机构,位于所述旋转台机构的一侧,其包括打磨支架、设置于所述打磨支架上的丝杠组件、设置于所述丝杠组件上的伸缩组件及打磨组件,所述伸缩组件及打磨组件能够在丝杠组件作用下沿纵向移动,所述打磨组件能够在伸缩组件作用下沿横向移动。
进一步,所述滑移限位组件包括四个纵向导轨和两个横向导轨,两个所述横向导轨和其中两个纵向导轨固定于所述旋转工作台上,且两个所述横向导轨位于两个所述纵向导轨之间,另两个纵向导轨滑动设置于两个所述横向导轨上。
进一步,所述滑移限位组件还包括滑动设置于每个纵向导轨上的调节滑块,所述调节滑块上安装有用于锁紧调节滑块的锁紧结构,所述调节滑块上还安装有用于限位中冷器芯体的限位块。
进一步,所述锁紧结构包括锁紧块和设置于所述锁紧快上的锁紧螺钉,所述锁紧螺钉用于顶紧纵向导轨以锁紧所述调节滑块。
进一步,所述限位块具有用于限定芯体横向移动的第一限位面、用于限定芯体纵向移动的第二限位面以及用于限定芯体竖直移动的第三限位面,所述第一限位面、第二限位面及第三限位面两两垂直。
进一步,所述驱动组件为旋转电机,且所述旋转电机的输出端与所述旋转工作台的底部连接。
进一步,所述丝杠组件包括丝杠、丝杠电机及丝杠滑块,所述丝杠电机连接所述丝杠,所述丝杠滑块穿设于所述丝杠上且与其螺纹连接,所述丝杠电机驱动所述丝杠滑块沿纵向移动,所述伸缩组件设置于所述丝杠滑块上。
进一步,所述伸缩组件包括滑轨座、固定于所述滑轨座上的滑轨及驱动气缸,所述滑轨上滑动设置有承载滑块,所述驱动气缸的气缸杆与承载滑块连接,所述打磨组件设置于所述承载滑块上。
进一步,所述打磨组件包括砂带打磨机、打磨电机及传动结构,所述打磨电机通过所述传动结构与所述砂带打磨机连接,以驱动所述砂带打磨机运转。
进一步,所述打磨机构还包括用于收集磨屑的吸尘组件,所述吸尘组件设置于所述打磨支架下方。
如上所述,本发明的中冷器散热管打磨设备,具有以下有益效果:
1、通过滑移限位组件实现对不同型号中冷器芯体的定位,使定位夹紧方便快捷;通过旋转工作台实现中冷器芯体打磨工位的旋转,便于打磨位置的精准定位,可适用于不同尺寸芯体散热管的打磨;
2、通过伸缩组件控制打磨组件与散热管的接触和分离,通过打磨机构上的丝杠组件控制打磨位移,使散热管焊剂打磨的均匀程度大大提高,减少了产品被打磨报废的风险;
3、通过中冷器散热管打磨设备能够快速打磨中冷器焊接后散热管上的焊剂,减少一名打磨作业人员,大大提升打磨效率;
4、能够避免化学清除带来的环境污染,以及人工机械打磨对人体的伤害。
附图说明
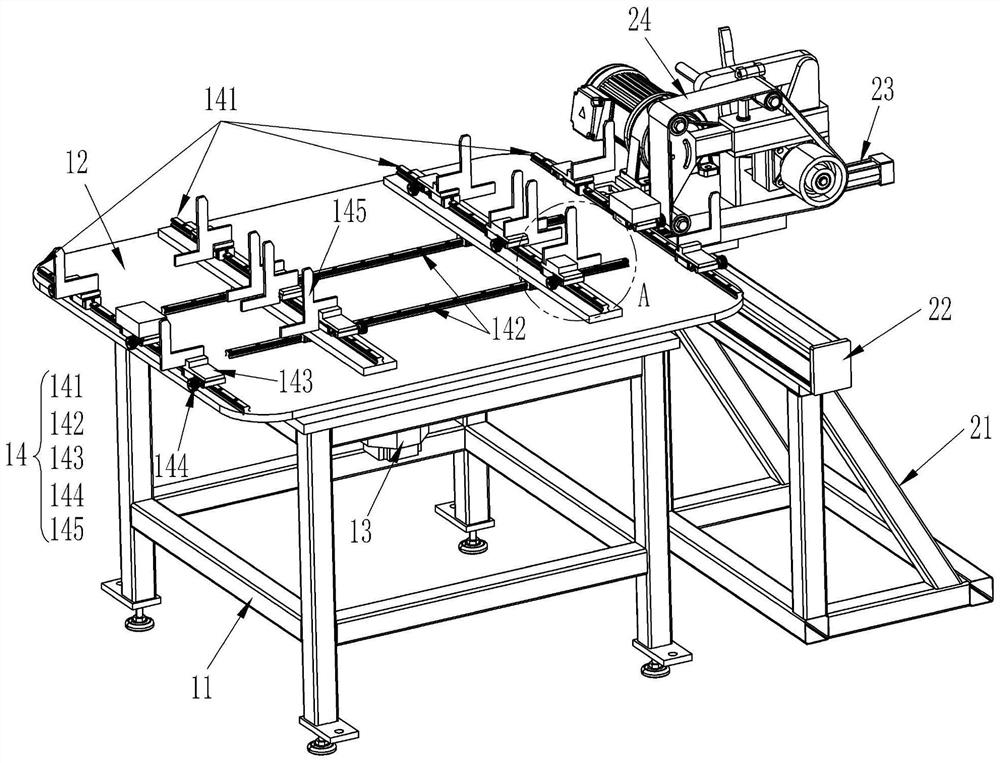
图1为本发明的中冷器散热管打磨设备的结构示意图;
图2为图1中A的放大图;
图3为本发明的主视图;
图4为图3的俯视图;
图5为图3的左视图;
图6为图3中B的放大图;
图7为图3中C的放大图。
附图标记说明
11-工作台支架;12-旋转工作台;13-驱动组件;
14-滑移限位组件;141-纵向导轨;142-横向导轨;143-调节滑块;144-锁紧结构;145-限位块;145a-第一限位面;145b-第二限位面;145c-第三限位面;
21-打磨支架;
22-丝杠组件;221-丝杠滑块;
23-伸缩组件;231-滑轨座;232-滑轨;233-承载滑块;234-驱动气缸;
24-打磨组件;241-砂带打磨机;242-打磨电机;243-传动结构;244-吸尘组件。
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
请结合图1至图7所示,本发明提供一种中冷器散热管打磨设备,包括旋转台机构,包括工作台支架11、设置于所述工作台支架11上的旋转工作台12和驱动组件13,所述旋转工作台12能够在驱动组件13作用下旋转,且所述旋转工作台12上设有用于定位中冷器芯体的滑移限位组件14;打磨机构,位于所述旋转台机构的一侧,其包括打磨支架21、设置于所述打磨支架21上的丝杠组件22、设置于所述丝杠组件22上的伸缩组件23及打磨组件24,所述伸缩组件23及打磨组件24能够在丝杠组件22作用下沿纵向移动,所述打磨组件24能够在伸缩组件23作用下沿横向移动。
具体的,通过滑移限位组件14装夹固定中冷器芯体,通过旋转工作台12带动芯体旋转使打磨工位完成快速精准转换,通过伸缩组件23驱动打磨组件24作横向移动以靠近或远离中冷器芯体上的散热管,通过丝杠组件22驱动打磨组件24往复纵向移动,从而对散热管进行打磨作业。
其中,所述滑移限位组件14包括四个纵向导轨141和两个横向导轨142,两个所述横向导轨142和其中两个纵向导轨141固定于所述旋转工作台12上,且两个所述横向导轨142位于两个所述纵向导轨141之间,另两个纵向导轨141滑动设置于两个所述横向导轨142上。本实施例中,两个纵向导轨141固定于旋转工作台12的一组相对边沿上,另两个纵向导轨141滑动设置于两个横向导轨142上,此种结构,通过四个纵向导轨141便于满足芯体不同长度的调节,通过两个横向导轨142便于满足芯体不同宽度的调节。具体能够适用的芯体最大尺寸为长×宽×厚=700×550×80mm。
并且,所述滑移限位组件14还包括滑动设置于每个纵向导轨141上的调节滑块143,所述调节滑块143上安装有用于锁紧调节滑块143的锁紧结构144,所述调节滑块143上还安装有用于限位中冷器芯体的限位块145。
具体的,所述锁紧结构144包括锁紧块和设置于所述锁紧快上的锁紧螺钉,所述锁紧螺钉用于顶紧纵向导轨141以锁紧所述调节滑块143。此种结构,便于在需要滑动调节滑块143时拧松锁紧螺钉,在滑动到位时拧紧锁紧螺钉,以便调整所述调节滑块143在纵向导轨141上的位置。
所述限位块145具有用于限定芯体横向移动的第一限位面145a、用于限定芯体纵向移动的第二限位面145b以及用于限定芯体竖直移动的第三限位面145c,所述第一限位面145a、第二限位面145b及第三限位面145c两两垂直。本实施例中,所述限位块145呈异形结构,通过多组对称设置的限位块145实现对中冷器芯体横向、纵向和竖直方向的限位。
为了驱动所述旋转工作台12旋转,本实施例中,所述驱动组件13为旋转电机,且所述旋转电机的输出端与所述旋转工作台12的底部连接。较佳的,旋转电机安装于所述工作台支架11的中央,驱动旋转工作台12旋转,以使芯体上散热管在各个打磨工位之间精准转换,实现打磨位置的精准定位。
所述丝杠组件22包括丝杠、丝杠电机及丝杠滑块221,所述丝杠电机连接所述丝杠,所述丝杠滑块221穿设于所述丝杠上且与其螺纹连接,所述丝杠电机驱动所述丝杠滑块221沿纵向移动,所述伸缩组件23设置于所述丝杠滑块221上。本实施例中,所述丝杠电机可采用步进电机,便于通过控制器控制丝杠滑块221的移动距离,通过丝杠组件22带动打磨组件24作纵向移动,从而控制打磨位移。
所述伸缩组件23包括滑轨座231、固定于所述滑轨座231上的滑轨232及驱动气缸234,所述滑轨座231上滑动设置有承载滑块233,所述驱动气缸234的气缸杆与承载滑块233连接,所述打磨组件24设置于所述承载滑块233上。具体的,所述滑轨座231固定于丝杠滑块221上,由于滑轨座231上滑动设置有承载滑块233,用于承载打磨组件24,以便使打磨组件24随丝杠滑块221一同沿纵向移动。并且,驱动气缸234可驱动承载滑块233伸缩,从而带动打磨组件24一同沿横向移动,以便根据加工需要靠近或远离中冷器芯体。当需要打磨时,控制器控制驱动气缸234伸出,使打磨组件24靠近芯体,以便进行打磨作业;打磨结束时,控制器控制驱动气缸234退回,使打磨组件24远离芯体,停止打磨作业。
其中,所述打磨组件24包括砂带打磨机241、打磨电机242及传动结构243,所述打磨电机242通过所述传动结构243与所述砂带打磨机241连接,以驱动所述砂带打磨机241运转。本实施例中,所述传动结构243采用传动皮带,打磨电机242通过传动皮带使砂带打磨机241运转,从而使砂带快速旋转,在与芯体的散热管接触时实施打磨。
另外,所述打磨机构还包括用于收集磨屑的吸尘组件244,所述吸尘组件244设置于所述打磨支架21下方。通过设置吸尘组件244,便于及时收集打磨过程中产生的磨屑,以保持作业现场清洁。
本发明具体进行使用时,首先,根据待打磨的中冷器芯体尺寸调整调节滑块143的位置,并利用调节滑块143上的限位块145对芯体进行限位,调整后通过锁紧结构144锁紧调节滑块143;芯体安装到位后触发传感器信号,控制器控制打磨电机242启动,以驱动砂带打磨机241运转;控制器控制驱动气缸234伸出,使砂带打磨机241的砂带与芯体的散热管接触,丝杠组件22驱动打磨组件24作纵向移动,实施对散热管的打磨作业;打磨完成后驱动气缸234退回原位,打磨组件24回到原点位置。
综上,在本发明实施例提供的中冷器散热管打磨设备中,通过滑移限位组件实现对不同型号中冷器芯体的定位,使定位夹紧方便快捷;通过旋转工作台实现中冷器芯体打磨工位的旋转,便于打磨位置的精准定位,可适用于不同尺寸芯体散热管的打磨;通过伸缩组件控制打磨组件与散热管的接触和分离,通过丝杠组件控制打磨组件的纵向位移,使散热管焊剂打磨的均匀程度大大提高,减少了产品被打磨报废的风险;通过中冷器散热管打磨设备能够快速打磨中冷器焊接后散热管上的焊剂,减少一名打磨作业人员,大大提升打磨效率;能够避免化学清除带来的环境污染,以及人工机械打磨对人体的伤害。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 中冷器散热管打磨设备
- 中冷器散热管打磨设备