一种球釜线圈盘装配结构
文献发布时间:2023-06-19 10:49:34
技术领域
本发明涉及线圈盘设计技术领域,具体涉及一种球釜线圈盘装配结构。
背景技术
线圈盘发热,为电磁炉、烹饪锅等提供热。专利文件(201310048021.6)公开了一种加热线圈盘,该线圈盘消除了产热区过于集中的缺点,通过扩大线圈绕阻中心区域,同时扩大线圈盘外径,使加热区域均匀分布在线圈底盘中间偏外的环形区域;此区域热量集中升温快,同时,绕阻中心区域得到相应扩大的前提下,由中间环形区域向锅具底部最外围和中心点传播热量的速度相差不多,因此,当中间环形区域快速产热,其热量迅速向锅底中心点和锅具最外围均匀扩散,最终使锅底的热量均匀分布,整个锅底的各处温差比较小,锅内的食物受热均衡,避免局部区域的食物烧糊。但是该线圈盘组装不方便,还是通过常规的螺丝加工工艺加工得到,制造成本高。同时该现有的线圈盘在组装的时候通常是操作人员进行组装,组装效率不高的同时浪费的劳动力。
发明内容
本发明的目的在于提供一种球釜线圈盘装配结构,解决以下技术问题:(1)通过第一线圈和第二线圈的设计,保证该球釜线圈盘装配结构可以从底面和侧面均匀持续360度环绕加热,此结构装配简单,不采用螺丝加工工艺,装配更加快速高效,提高装配效率,整个压线架与支架完美结合,减少螺丝的加工工艺,减少成本,凸点和凹点相互配合,使得压线架和支架紧密接触,同时线圈能牢牢的贴合在支架弧面上,不浮起;(2)将第一线圈安装在三个第一卡条上,将第二线圈安装在四个第二卡条上,将磁条安装在磁条安装槽内,将压线架堆叠放入压线架存放筒内存放,压线架存放筒内腔底部的压线架通过通孔安装在定位环上,将三个支架放在组装设备中组装室的皮带输送机上,四个分隔板将四个支架分隔开,皮带输送机将三个支架输送至组装室内,开启导向气缸,导向气缸活塞杆推动定位环,定位环带动压线架从侧开口位置移出,压线架移动至气动手指下方,开启升降电机,升降电机输出轴带动皮带轮三转动,皮带轮三通过皮带二带动皮带轮四转动,皮带轮四带动第二丝杠转动,第二丝杠带动升降板下降,升降板通过安装臂带动轴套下降,轴套带动伸缩轴伸长,伸缩轴通过连接板带动气动手指下降,气动手指将压线架夹持,而后伸缩轴收缩,定位环移回压线架存放筒内,伸缩轴带动连接板继续下降,开启驱动电机,驱动电机输出轴带动皮带轮五转动,皮带轮五通过皮带三带动皮带轮六转动,皮带轮六带动伸缩轴转动,伸缩轴带动连接板转动,连接板带动四个弹簧杆旋转,四个弹簧杆旋转至与支架上的四个定位柱相对应,伸缩轴继续下降,首先弹簧杆插入定位柱内,而后弹簧杆收缩,压线架上的安装柱插入对应的销孔内,当凸点与凹点相卡接时,磁条插入对应的磁条插槽内,完成支架与压线架组装,通过以上结构设置,弹簧杆与支架上的定位柱相配合,保证支架与压线架的组装过程中支架被有效固定,同时支架与压线架组装效率高,不需要操作人员参与,加工时只需要操作人员将支架进行上料,上料方便;(3)开启侧移电机,侧移电机输出轴带动皮带轮一转动,皮带轮一通过皮带一带动皮带轮二转动,皮带轮二带动第一丝杠转动,第一丝杠带动侧移板水平移动,进而伸缩轴水平移动,重复上述步骤,完成其余两个支架与两个压线架组装,通过以上结构设置,该组装设备可以满足对多个球釜线圈盘装配结构的组装,组装效率高。
本发明的目的可以通过以下技术方案实现:
一种球釜线圈盘装配结构,包括支架、第一线圈、第二线圈、压线架,所述支架上安装有四个第二卡条,所述第二线圈通过四个第二卡条安装于支架上,所述压线架上安装有三个安装条,所述安装条上安装有安装柱,所述压线架上还安装有三个磁条安装槽,所述磁条安装槽上安装有磁条,所述支架上安装有三个第一卡条,所述第一线圈通过三个第一卡条安装于支架上,所述支架上开设有三个磁条插槽,三个磁条插槽与三个磁条一一对应,所述磁条一端插接磁条插槽,所述第一卡条上安装有销孔,三个销孔与三个安装柱一一对应,所述安装柱插接销孔,所述销孔内安装有凸点,所述安装柱上开设有凹点,所述凸点与凹点为配合构件,所述压线架上开设有通孔,所述支架上安装有四个定位柱;
其中,该球釜线圈盘装配结构通过下述步骤组装得到:
将第一线圈安装在三个第一卡条上,将第二线圈安装在四个第二卡条上,将磁条安装在磁条安装槽内,将压线架堆叠放入压线架存放筒内存放,压线架存放筒内腔底部的压线架通过通孔安装在定位环上,将三个支架放在组装设备中组装室的皮带输送机上,四个分隔板将四个支架分隔开,皮带输送机将三个支架输送至组装室内,开启导向气缸,导向气缸活塞杆推动定位环,定位环带动压线架从侧开口位置移出,压线架移动至气动手指下方,开启升降电机,升降电机输出轴带动皮带轮三转动,皮带轮三通过皮带二带动皮带轮四转动,皮带轮四带动第二丝杠转动,第二丝杠带动升降板下降,升降板通过安装臂带动轴套下降,轴套带动伸缩轴伸长,伸缩轴通过连接板带动气动手指下降,气动手指将压线架夹持,而后伸缩轴收缩,定位环移回压线架存放筒内,伸缩轴带动连接板继续下降,开启驱动电机,驱动电机输出轴带动皮带轮五转动,皮带轮五通过皮带三带动皮带轮六转动,皮带轮六带动伸缩轴转动,伸缩轴带动连接板转动,连接板带动四个弹簧杆旋转,四个弹簧杆旋转至与支架上的四个定位柱相对应,伸缩轴继续下降,首先弹簧杆插入定位柱内,而后弹簧杆收缩,压线架上的安装柱插入对应的销孔内,当凸点与凹点相卡接时,磁条插入对应的磁条插槽内,完成支架与压线架组装,而后伸缩轴收缩,开启侧移电机,侧移电机输出轴带动皮带轮一转动,皮带轮一通过皮带一带动皮带轮二转动,皮带轮二带动第一丝杠转动,第一丝杠带动侧移板水平移动,进而伸缩轴水平移动,重复上述步骤,完成其余两个支架与两个压线架组装。
进一步的,四个第二卡条等弧度安装于支架上,三个安装条等弧度安装于压线架上,三个磁条安装槽等弧度安装于压线架上。
进一步的,三个第一卡条等弧度安装于支架上,三个磁条插槽等弧度安装于支架上,四个定位柱呈矩形阵列状安装于支架上。
进一步的,组装设备包括组装室,所述组装室上开设有两个进出口,所述组装室内腔设置有四个分隔板,所述组装室上安装有三个压线架存放筒,所述压线架存放筒上安装有导向气缸,所述导向气缸活塞杆端部安装有定位环,所述组装室上安装有导向架,所述导向架上安装有侧移板,所述侧移板上安装有安装壳,所述侧移板上安装有升降板,所述升降板上安装有安装臂,所述安装臂上安装轴套,所述轴套上安装有伸缩轴,所述伸缩轴底部安装有连接板,所述连接板上安装有气动手指,所述连接板上还安装有四个弹簧杆。
进一步的,两个进出口对称开设于组装室两侧,四个分隔板等间距设置于组装室内,三个压线架存放筒呈等间距设置,所述压线架存放筒贯穿组装室顶部。
进一步的,所述导向气缸呈水平状固定于压线架存放筒外壁,所述压线架存放筒侧壁开设有侧开口,四个弹簧杆呈矩形阵列状安装于连接板底部。
进一步的,所述侧移板滑动安装于导向架上,所述导向架上安装有侧移电机,所述导向架上转动安装有第一丝杠,所述侧移电机输出轴端部安装有皮带轮一,所述第一丝杠上安装有皮带轮二,皮带轮一与皮带轮二之间通过皮带一传动连接,所述侧移板上安装有升降电机,所述侧移板上转动安装有第二丝杠,所述升降电机输出轴端部安装有皮带轮三,所述第二丝杠上安装有皮带轮四,皮带轮三与皮带轮四之间通过皮带二传动连接,所述安装壳上安装有驱动电机,所述驱动电机输出轴端部安装有皮带轮五,所述伸缩轴上安装有皮带轮六,皮带轮五与皮带轮六之间通过皮带三传动连接。
组装设备的工作过程如下:
将第一线圈安装在三个第一卡条上,将第二线圈安装在四个第二卡条上,将磁条安装在磁条安装槽内,将压线架堆叠放入压线架存放筒内存放,压线架存放筒内腔底部的压线架通过通孔安装在定位环上,将三个支架放在组装设备中组装室的皮带输送机上,四个分隔板将四个支架分隔开,皮带输送机将三个支架输送至组装室内,开启导向气缸,导向气缸活塞杆推动定位环,定位环带动压线架从侧开口位置移出,压线架移动至气动手指下方,开启升降电机,升降电机输出轴带动皮带轮三转动,皮带轮三通过皮带二带动皮带轮四转动,皮带轮四带动第二丝杠转动,第二丝杠带动升降板下降,升降板通过安装臂带动轴套下降,轴套带动伸缩轴伸长,伸缩轴通过连接板带动气动手指下降,气动手指将压线架夹持,而后伸缩轴收缩,定位环移回压线架存放筒内,伸缩轴带动连接板继续下降,开启驱动电机,驱动电机输出轴带动皮带轮五转动,皮带轮五通过皮带三带动皮带轮六转动,皮带轮六带动伸缩轴转动,伸缩轴带动连接板转动,连接板带动四个弹簧杆旋转,四个弹簧杆旋转至与支架上的四个定位柱相对应,伸缩轴继续下降,首先弹簧杆插入定位柱内,而后弹簧杆收缩,压线架上的安装柱插入对应的销孔内,当凸点与凹点相卡接时,磁条插入对应的磁条插槽内,完成支架与压线架组装,而后伸缩轴收缩,开启侧移电机,侧移电机输出轴带动皮带轮一转动,皮带轮一通过皮带一带动皮带轮二转动,皮带轮二带动第一丝杠转动,第一丝杠带动侧移板水平移动,进而伸缩轴水平移动,重复上述步骤,完成其余两个支架与两个压线架组装。
本发明的有益效果:
(1)本发明的一种球釜线圈盘装配结构,通过第一线圈和第二线圈的设计,保证该球釜线圈盘装配结构可以从底面和侧面均匀持续360度环绕加热,此结构装配简单,不采用螺丝加工工艺,装配更加快速高效,提高装配效率,整个压线架与支架完美结合,减少螺丝的加工工艺,减少成本,凸点和凹点相互配合,使得压线架和支架紧密接触,同时线圈能牢牢的贴合在支架弧面上,不浮起;
(2)将第一线圈安装在三个第一卡条上,将第二线圈安装在四个第二卡条上,将磁条安装在磁条安装槽内,将压线架堆叠放入压线架存放筒内存放,压线架存放筒内腔底部的压线架通过通孔安装在定位环上,将三个支架放在组装设备中组装室的皮带输送机上,四个分隔板将四个支架分隔开,皮带输送机将三个支架输送至组装室内,开启导向气缸,导向气缸活塞杆推动定位环,定位环带动压线架从侧开口位置移出,压线架移动至气动手指下方,开启升降电机,升降电机输出轴带动皮带轮三转动,皮带轮三通过皮带二带动皮带轮四转动,皮带轮四带动第二丝杠转动,第二丝杠带动升降板下降,升降板通过安装臂带动轴套下降,轴套带动伸缩轴伸长,伸缩轴通过连接板带动气动手指下降,气动手指将压线架夹持,而后伸缩轴收缩,定位环移回压线架存放筒内,伸缩轴带动连接板继续下降,开启驱动电机,驱动电机输出轴带动皮带轮五转动,皮带轮五通过皮带三带动皮带轮六转动,皮带轮六带动伸缩轴转动,伸缩轴带动连接板转动,连接板带动四个弹簧杆旋转,四个弹簧杆旋转至与支架上的四个定位柱相对应,伸缩轴继续下降,首先弹簧杆插入定位柱内,而后弹簧杆收缩,压线架上的安装柱插入对应的销孔内,当凸点与凹点相卡接时,磁条插入对应的磁条插槽内,完成支架与压线架组装,通过以上结构设置,弹簧杆与支架上的定位柱相配合,保证支架与压线架的组装过程中支架被有效固定,同时支架与压线架组装效率高,不需要操作人员参与,加工时只需要操作人员将支架进行上料,上料方便;
(3)开启侧移电机,侧移电机输出轴带动皮带轮一转动,皮带轮一通过皮带一带动皮带轮二转动,皮带轮二带动第一丝杠转动,第一丝杠带动侧移板水平移动,进而伸缩轴水平移动,重复上述步骤,完成其余两个支架与两个压线架组装,通过以上结构设置,该组装设备可以满足对多个球釜线圈盘装配结构的组装,组装效率高。
附图说明
下面结合附图对本发明作进一步的说明。
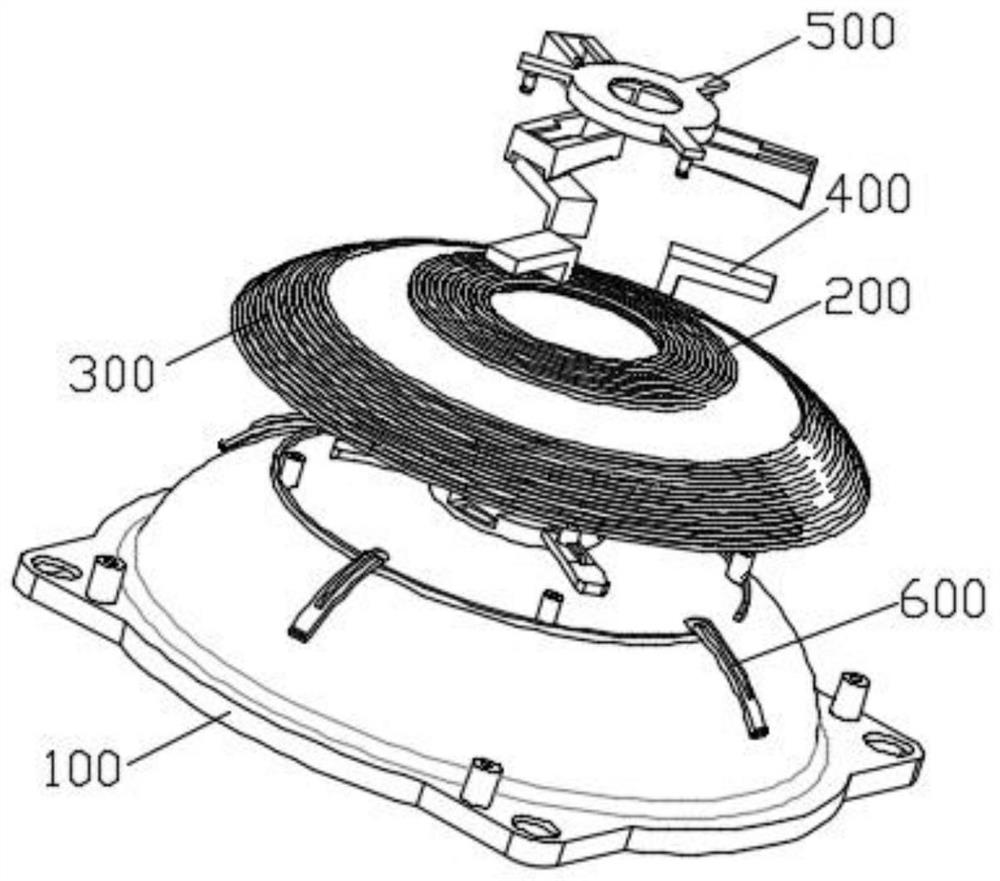
图1是本发明的一种球釜线圈盘装配结构的爆炸图;
图2是本发明的立体图;
图3是本发明支架的结构示意图;
图4是本发明压线架的结构示意图;
图5是本发明安装柱的安装视图;
图6是本发明组装设备的结构示意图;
图7是本发明组装室的内部结构图;
图8是本发明压线架存放筒的内部结构图;
图9是本发明气动手指的安装视图。
图中:100、支架;101、第一卡条;102、销孔;1021、凸点;103、磁条插槽;104、定位柱;200、第一线圈;300、第二线圈;400、磁条;500、压线架;501、磁条安装槽;502、安装条;503、安装柱;5031、凹点;504、通孔;600、第二卡条;1、组装室;2、皮带输送机;3、分隔板;4、压线架存放筒;5、进出口;6、导向气缸;7、侧开口;8、定位环;9、导向架;10、侧移板;11、侧移电机;12、第一丝杠;13、安装壳;14、升降板;15、升降电机;16、第二丝杠;17、安装臂;18、轴套;19、伸缩轴;20、驱动电机;21、连接板;22、气动手指;23、弹簧杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-9所示,本发明为一种球釜线圈盘装配结构,包括支架100、第一线圈200、第二线圈300、压线架500,支架100上安装有四个第二卡条600,第二线圈300通过四个第二卡条600安装于支架100上,压线架500上安装有三个安装条502,安装条502上安装有安装柱503,压线架500上还安装有三个磁条安装槽501,磁条安装槽501上安装有磁条400,支架100上安装有三个第一卡条101,第一线圈200通过三个第一卡条101安装于支架100上,支架100上开设有三个磁条插槽103,三个磁条插槽103与三个磁条400一一对应,磁条400一端插接磁条插槽103,第一卡条101上安装有销孔102,三个销孔102与三个安装柱503一一对应,安装柱503插接销孔102,销孔102内安装有凸点1021,安装柱503上开设有凹点5031,凸点1021与凹点5031为配合构件,压线架500上开设有通孔504,支架100上安装有四个定位柱104;
其中,该球釜线圈盘装配结构通过下述步骤组装得到:
将第一线圈200安装在三个第一卡条101上,将第二线圈300安装在四个第二卡条600上,将磁条400安装在磁条安装槽501内,将压线架500堆叠放入压线架存放筒4内存放,压线架存放筒4内腔底部的压线架500通过通孔504安装在定位环8上,将三个支架100放在组装设备中组装室1的皮带输送机2上,四个分隔板3将四个支架100分隔开,皮带输送机2将三个支架100输送至组装室1内,开启导向气缸6,导向气缸6活塞杆推动定位环8,定位环8带动压线架500从侧开口7位置移出,压线架500移动至气动手指22下方,开启升降电机15,升降电机15输出轴带动皮带轮三转动,皮带轮三通过皮带二带动皮带轮四转动,皮带轮四带动第二丝杠16转动,第二丝杠16带动升降板14下降,升降板14通过安装臂17带动轴套18下降,轴套18带动伸缩轴19伸长,伸缩轴19通过连接板21带动气动手指下降22,气动手指22将压线架500夹持,而后伸缩轴19收缩,定位环8移回压线架存放筒4内,伸缩轴19带动连接板21继续下降,开启驱动电机20,驱动电机20输出轴带动皮带轮五转动,皮带轮五通过皮带三带动皮带轮六转动,皮带轮六带动伸缩轴19转动,伸缩轴19带动连接板21转动,连接板21带动四个弹簧杆23旋转,四个弹簧杆23旋转至与支架100上的四个定位柱104相对应,伸缩轴19继续下降,首先弹簧杆23插入定位柱104内,而后弹簧杆23收缩,压线架500上的安装柱503插入对应的销孔102内,当凸点1021与凹点5031相卡接时,磁条400插入对应的磁条插槽103内,完成支架100与压线架500组装,而后伸缩轴19收缩,开启侧移电机11,侧移电机11输出轴带动皮带轮一转动,皮带轮一通过皮带一带动皮带轮二转动,皮带轮二带动第一丝杠12转动,第一丝杠12带动侧移板10水平移动,进而伸缩轴19水平移动,重复上述步骤,完成其余两个支架100与两个压线架500组装。
具体的,四个第二卡条600等弧度安装于支架100上,三个安装条502等弧度安装于压线架500上,三个磁条安装槽501等弧度安装于压线架500上。
三个第一卡条101等弧度安装于支架100上,三个磁条插槽103等弧度安装于支架100上,四个定位柱104呈矩形阵列状安装于支架100上。
组装设备包括组装室1,组装室1上开设有两个进出口5,组装室1内腔设置有四个分隔板3,组装室1上安装有三个压线架存放筒4,压线架存放筒4上安装有导向气缸6,导向气缸6活塞杆端部安装有定位环8,组装室1上安装有导向架9,导向架9上安装有侧移板10,侧移板10上安装有安装壳13,侧移板10上安装有升降板14,升降板14上安装有安装臂17,安装臂17上安装轴套18,轴套18上安装有伸缩轴19,伸缩轴19底部安装有连接板21,连接板21上安装有气动手指22,连接板21上还安装有四个弹簧杆23。
两个进出口5对称开设于组装室1两侧,四个分隔板3等间距设置于组装室1内,三个压线架存放筒4呈等间距设置,压线架存放筒4贯穿组装室1顶部。
导向气缸6呈水平状固定于压线架存放筒4外壁,压线架存放筒4侧壁开设有侧开口7,四个弹簧杆23呈矩形阵列状安装于连接板21底部。
侧移板10滑动安装于导向架9上,导向架9上安装有侧移电机11,导向架9上转动安装有第一丝杠12,侧移电机11输出轴端部安装有皮带轮一,第一丝杠12上安装有皮带轮二,皮带轮一与皮带轮二之间通过皮带一传动连接,侧移板10上安装有升降电机15,侧移板10上转动安装有第二丝杠16,升降电机15输出轴端部安装有皮带轮三,第二丝杠16上安装有皮带轮四,皮带轮三与皮带轮四之间通过皮带二传动连接,安装壳13上安装有驱动电机20,驱动电机20输出轴端部安装有皮带轮五,伸缩轴19上安装有皮带轮六,皮带轮五与皮带轮六之间通过皮带三传动连接。
以上内容仅仅是对本发明结构所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明的结构或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种球釜线圈盘装配结构
- 一种球釜线圈盘装配结构