一种用于椅子垫片的振动送料机构及注塑成型系统
文献发布时间:2023-06-19 10:55:46
技术领域
本发明涉及椅子扶手制作加工技术领域,具体涉及一种用于椅子垫片的振动送料机构及注塑成型系统。
背景技术
扶手是用来保持身体平衡或支撑身体的横木或把手,椅子作为人们工作、生活广泛使用的座具,得到人们普遍的认同和喜爱,椅子一般由椅脚、座垫、扶手、靠背组成,如图1所示,展示了一种现有生产的椅子扶手,该椅子扶手的主体部分上设有多个孔位,该孔位用于连接椅座或椅背等,并且每个孔位内需要放置对应的垫片,用于之后的螺栓紧固,来组成成一完整的椅子;目前工厂对该椅子扶手制作的一般工序为工作人员从堆料区内进行选取所需数量的垫片,将垫片放入模具的预留的孔位内,放置完成后,模具进行合模,注塑机进行运作,注塑成型该椅子扶手;开模后,工作人员从注塑机内将其椅子扶手取出,最后放置到置物箱内堆放,用于散热和包装;该过程需要工作人员全程紧盯,并且从中搬运、选料、放置垫片以及取料堆放等操作,工作繁琐,效率不高;因此,亟待设计出一套 生产该椅子扶手的注塑加工流水线;而在研发该生产线的过程中发现一个问题,即在垫片振动送料的过程中,无法有效的与机械手进行一配合,垫片振动送料机会一直进行输送垫片或者无法将垫片振动位移至指定的位置以待机械手进行有效抓取,此外还可能出现振动卡壳的情况,需要工作人员进行疏通,操作较为繁琐,若何使得垫片振动送料机与机械手有效配合运作是亟待解决的问题。
发明内容
本发明的目的在于提供了一种能有效配合机械手抓取的用于椅子垫片的振动送料机构及注塑成型系统。
为达上述目的,本发明的主要技术解决手段是一种垫片振动送料机构,包括振动盘以及与振动盘的出料口相连通的出料通道,所述出料通道至少有一出料段的底部设有电磁振动器,所述电磁振动器用于位于出料通道上的垫片振动位移,所述出料通道的末端为出料端,所述出料端设有一红外线传感器,所述电磁振动器以及红外线传感器均通信连接于控制器;所述垫片依次有序地在出料通道移动,每次移动位移量为一个垫片的外直径,将垫片振动位移至出料端的顶面以待出料;垫片覆盖在出料端,关闭电磁振动器,垫片未覆盖于出料端,开启电磁振动器。
在一些实例中,所述出料通道的通道口径等于垫片的外直径或不超过两个垫片的外直径之和。
在一些实例中,与振动盘的出料口对接的部分出料通道为拨料段,所述拨料段上设有一拨料机构,所述拨料机构用于拨动从振动盘出料的垫片,所述拨料机构的输出端钩拉垫片的内圈并使垫片辅助垫片向出料通道内位移。
在一些实例中,所述拨料机构包括拨料气缸、拨料杆以及拨料块,所述拨料气缸架设与拨料段上,所述拨料气缸的输出端连接于拨料块,所述拨料块的底面朝向出料通道,所述拨料杆的末端铰接于拨料块的底面,所述拨料杆的杆身通过一弹性件连接于拨料块的底面,所述拨料杆的首端呈一弯曲钩状结构,通过拨料气缸的驱动,拨料杆的首端抵住垫片的内圈壁以拉动垫片向出料通道内位移。
在一些实例中,所述出料通道的两侧壁顶部分别向内弯折90°,出料通道的截面呈一爪手状,侧壁顶部形成的折弯段以限制垫片振动的幅度。
在一些实例中,所述振动盘设有料筒,所述料筒的侧壁上设有螺旋设置的振动轨道,所述振动轨道包括第一选料以及第二选料段,所述第一选料段中的振动轨道包括沿输送方向设置的第一底板,第一选料段的末端通过一翻转段与第二选料段的首端相斜接,所述第二底板倾斜设置并逐步扭曲至出料通道斜接,所述第二选料段包括与出料通道对接的第二底板、以及一体设于第二底板两侧的托壁。
在一些实例中,所述翻转段为开口朝上的U形通道,所述翻转段位于第一选料的末端的下方,用于承接垫片并调整垫片的振动方向,所述U形通道的通道口径要略小于垫片的外直径。
在一些实例中,所述料筒的底部铺设有吸音垫片,所述吸音垫片由橡胶材料制成,并且所述吸音垫片设置多个吸音孔,所述吸音孔呈周向规则布置。
一种椅子扶手注塑成型系统,其特征在于,包括注塑机构、机械手机构、出料输送机构以及所述的振动送料机构,所述注塑机构、出料输送机构以及振动送料机构依次相邻位置排布并位于三轴移动机架的同一侧,所述机械手组件能够通过三轴移动机架横向滑动并来回移动于注塑机构、出料输送机构以及振动送料机构之间。
本发明由于采用了以上的技术方案,以实现以下效果:通过电磁振动器以及红外线传感器的配合,每个垫片吸盘组成功吸取一个垫片后,电磁振动器感应到红外线传感器所反馈的信号后,启动将下一个垫片振动至出料端上,进而高效地配合垫片出料以及垫片抓取的工序。
附图说明
图1是现有的一种椅子扶手的结构示意图,
图2是本发明一实施例的结构示意图,
图3是图2实施例的俯视结构示意图,
图4是图2实施例的另一视角的结构示意图,
图5是图2实施例的另一视角的结构示意图,
图6是图2实施例的吸取垫片模式的结构示意图,
图7是图2实施例的放置垫片及吸取椅子扶手模式的结构示意图,
图8是图2实施例的放料模式的结构示意图,
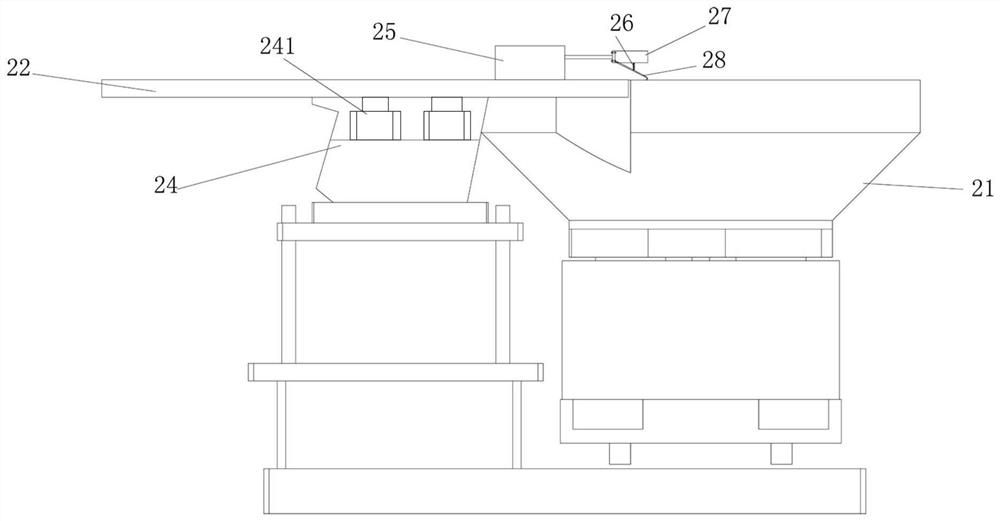
图9是图2实施例的振动送料机构的结构示意图,
图10是图9实施例的A部区域放大的结构示意图,
图11是图2实施例的设置有拨料机构的振动送料机构的结构示意图
图12是图2实施例的出料输送机构的结构示意图,
图中:机械手机构1、机械手组件11、第二盘座111、第一盘座112、垫片吸盘113、取料吸盘114、升降臂12、第三驱动部件121、基座13、齿带131、横向滑动座14、滑动臂15、导向轨16、第四驱动部件17、振动送料机构2、振动盘21、第一选料211、翻转段212、第二选料段213、出料通道22、拨料机构23、电磁振动器24、振动源241、拨料气缸25、弹性件26、拨料块27、拨料杆28、出料输送机构3、风扇31、传送轨道32、注塑机构4、动模41、定模42、导向柱43、动模芯44、椅子扶手a、孔位a1、垫片b、内圈侧壁b1。
具体实施方式
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
本领域技术人员应理解的是,在本发明的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以多个,术语“一”不能理解为对数量的限制。
实施例一:
参考本发明说明书附图之图 1至图12所示,根据本发明一优选实施的一种椅子扶手注塑成型系统,所述椅子扶手注塑成型系统包括注塑机构4、振动送料机构2、机械手机构1以及出料输送机构3;所述注塑机构4、振动送料机构2以及出料输送机构3位于三轴移动机架的同一侧,所述注塑机构4用于加工注塑成型椅子扶手,所述振动送料机构2用于垫片的振动出料;所述机械手机构1用于从动模芯44中取出注塑成型的椅子扶手以及从振动送料机构2上抓取垫片并将其预设至定模42中,出料输送机构3用于将注塑成型的椅子扶手输送至置物箱,所述机械手组件11能够通过三轴移动机架横向滑动并来回移动于注塑机构4、出料输送机构3以及振动送料机构2之间。
具体而言,如图4所示,所述注塑机构4包括机箱以及设置于机箱内的模具注塑模具,所述机箱顶部设有开口或者机箱顶部无设置任何挡板;若设置为开口,则该开口的口径需满足机械手组件11伸入且开口的口径大小大于动模41和定模42脱模时两者之间的距离;若无设置任何挡板,则所述机箱内外直接相通;所述机箱内设有第一驱动部件以及第二驱动部件,所述模具包括定模42以及动模41,所述第一驱动部件的输出端与动模41相连并驱动动模41与定模42合模或脱模;所述第一驱动部件以及第二驱动部件均为伸缩气缸,在此就不再过多赘述,现有的注塑机基本结构相似,来实现注塑成型加工;而值得一提地是,在本实施例中,所述动模41中心处设有一动模芯44,所述动模芯44为一块状结构,所述动模41的中心处设有一与动模芯44形状相适配的移动通道,所述动模芯44嵌装于该移动通道内,所述第二驱动部件的输出端与动模芯44相连,驱动动模芯44能够相对动模41移动,所述动模芯44的表面设有用于制作椅子扶手的动模型腔,所述定模42的表面设有与动模型腔相适配的定模型腔,所述定模型腔内预留有垫片安装柱1;在与定模42进行脱模或合模的过程中,所述动模芯44的表面均与动模41的表面齐平,两者同步朝向定模42移动进行合模或同时后移脱模;但当机械手组件11伸入至模具进行抓取注塑成型的椅子扶手时,第二驱动部件驱动动模芯44独立于动模41前移,此时动模芯44的表面凸起于动模41的表面,位移其动模型腔内的椅子扶手与机械手组件11内的取料吸盘114接触后,回退至动模芯44的表面与动模41的表面齐平的状态,则使得椅子扶手脱离该动模型腔,如此设计的优势在于,则省略设计三轴移动机架驱动机械手组件11朝动模芯44位移的移动路径,设计该移动路径一方面需要精确测量两者间的距离,另一方面需要比较精密的轨道来实现移动路径,因此实现起来难度较大,需要多次调试该设备比较费时费力,此外,伸入至注塑模具内后,动模41表面设置各种零部件包括螺柱、限位柱等,一旦机械手组件11伸入再移动成功抓取后,回升的过程中极大可能触碰到这些零部件,无法顺利将椅子扶手从模具中取出;而采用上述技术方案,较为顺利且高效地将椅子扶手取出。
在本实施例中,所述动模41的四个角端各设有一导向柱43,所述定模42的四个角端分别设有与四个导向柱43相对的导向槽,第一驱动部件驱动动模41向定模42合模,所述四个导向柱43分别置入于四个导向槽内;设置其导向柱43的目的在于导向动模型腔和定模型腔能够精准合模,防止注塑成型的椅子扶手变形等情况发生。
所述振动送料机构2位于所述注塑机构4的相邻位置,所述振动送料机构2包括振动盘21以及与振动盘21的出料口相连的出料通道22,所述垫片依次有序地在出料通道22移动,每次移动位移量为一个垫片的外直径;在本实施例中,所述振动盘21设有料筒,所述料筒的侧壁上设有螺旋设置的振动轨道,所述振动轨道包括第一选料211以及第二选料段213,所述第一选料211段中的振动轨道包括沿输送方向设置的第一底板,第一选料211段的末端通过一翻转段212与第二选料段213的首端相斜接,所述第二底板倾斜设置并逐步扭曲至出料通道22斜接,所述第二选料段213包括与出料通道22对接的第二底板、以及一体设于第二底板两侧的托壁;垫片平放于第一底板上沿着振动轨道螺旋上升,位移至第一选料211段的末端时掉落至翻转段212,通过翻转段212使得垫片从平放状态翻转至站立状态,进而从第二选料段213的首端进入至第二选料段213内,由于第二底板的首端为倾斜设置并逐步扭曲至水平,因此,在垫片刚进入第二选料段213时,垫片依靠其中第二底板一侧的托壁托住垫片在第二选料段213内移动,并逐渐平放在第二底板上;其中,在本实施例中,如图10所示,所述翻转段212为开口朝上的U形通道,所述翻转段212位于第一选料211的末端的下方,用于承接垫片并调整垫片的振动方向,所述U形通道的通道口径要略小于垫片的外直径,进一步详细地阐述其垫片翻转运动轨迹,所述垫片以平方状态在第一底板振动位移,振动至第一底板的末端时,掉落至U形通道上,由于U形通道的通道口径要略小于垫片的外直径,垫片的部分落入于U形通道内并与U形通道内壁接触点,由于垫片自身的重力及惯性的作用,垫片其余部分依靠与U形通道的侧壁相抵触反作用力影响下,使得垫片绕着该接触点翻转,进而使得垫片从平放状态翻转至站立状态。
重点要说地是,所述出料通道22至少有一段为出料段,所述出料段的底部设有电磁振动器24,所述电磁振动器24用于位于出料通道22上的垫片振动位移,所述出料通道22的末端为出料端,所述出料端设有一红外线传感器,所述电磁振动器24以及红外线传感器均通信连接于控制器;所述垫片依次有序地在出料通道22移动,每次移动位移量为一个垫片的外直径,将垫片振动位移至出料端的顶面以待出料;垫片覆盖在出料端,关闭电磁振动器24,垫片未覆盖于出料端,开启电磁振动器24;所述出料通道22的通道口径等于垫片的外直径或不超过两个垫片的外直径之和,因此出料通道22上无法使得两个垫片同时并排移动。具体地,所述电磁振动器24包括安装座、振动源241和联动机构;该联动机构包括上安装板、下安装板、左侧斜向连接板、右侧斜向连接板,该上安装板、右侧斜向连接板、下安装板、左侧斜向连接板依次首尾相接围构形成平行四边形结构,该平行四边形结构朝向出料通道22的倾斜设置;该下安装板安装于安装座上方,所述输送导轨安装于上安装板上方;该振动源241安装于一定位板上,该定位板的左右两侧分别连接于左侧斜向连接板、右侧斜向连接板。优选地,所述定位板与下安装板间距设置,所述振动源241安装于定位板的上方,所述振动源241与上安装板间距设置;所述联动机构还包括有前侧防护板、后侧防护板,前侧防护板的上下两端分别安装于上安装板、下安装板上,后侧防护板的上下两端分别安装于上安装板、下安装板上,所述定位板、振动源241均位于前侧防护板、后侧防护板之间。
其次,为了防止垫片从振动盘21位移至出料通道22上堵塞情况发生,在本实施例中,与振动盘21的出料口对接的部分出料通道22为拨料段,所述拨料段上设有一拨料机构23,所述拨料机构23用于拨动从振动盘21出料的垫片,所述拨料机构23的输出端钩拉垫片的内圈并使垫片辅助垫片向出料通道22内位移;具体而言,所述拨料机构23包括拨料气缸25、拨料杆28以及拨料块27,所述拨料气缸25架设与拨料段上,所述拨料气缸25的输出端连接于拨料块27,所述拨料块27的底部朝向出料通道22,所述拨料杆28的末端铰接于拨料块27的底部,所述拨料杆28的杆身通过一弹性件26连接于拨料块27的底部,所述拨料杆28的首端为拨料头,所述拨料头呈一弯曲钩状结构,通过拨料气缸25的驱动,拨料头抵住垫片的内圈壁以拉动垫片向出料通道22内位移,如图11所示,由于拨料头的前部呈一定弯曲弧度,当其向垫片移动时,刚接触垫片,垫片会将拨料头抬升,弹簧压缩变形,而当拨料头继续移动至垫片内圈时,弹簧恢复形变,拨料头下移,拨料气缸25回移而钩住垫片,反复如此运动进行快速拨料;之所以设置该拨料机构23的目的在于,由于振动盘21的出料口与出料通道22之间斜接处的口径一般都是由宽变窄的过程,因此,一旦此次垫片堆积则容易堵塞,导致无法有效地位移至出料通道22内,增设该拨料机构23则有效地防止堵塞,且提高振动位移效率。
为了使得振动盘21在振动选料的过程中,其产生的噪音音量尽可能降低,在本实施例中,所述料筒的底部铺设有吸音垫片,所述吸音垫片由橡胶材料制成,并且所述吸音垫片设置多个吸音孔,所述吸音孔呈周向规则布置。
值得一提地是,在本实施例中,所述机械手机构包括三轴移动机架以及机械手组件11,所述机械手组件11铰接于三轴移动机架的输出端,所述三轴移动机架的输出端设有一第三驱动部件121,所述第三驱动部件121的伸缩端连接于机械手组件11上,并驱动机械手组件11绕着三轴移动机架的输出端的铰接点转动,其转动角度范围为0°至90°;所述机械手组件11能够从机箱顶部的开口伸入至注塑机构4,所述机械手组件11包括至少一盘座、多个取料吸盘114以及多个垫片吸盘113组,所述取料吸盘114和垫片吸盘113组设置在不同盘座上或设置在同一盘座的不同朝向的侧壁上,所述盘座相对三轴移动机架的输出端转动,通过转动盘座,以改变取料吸盘114以及垫片吸盘113组的朝向,进而抓取椅子扶手或垫片,所述第三驱动部件121同第一驱动部件以及第二驱动部件一致,也为伸缩气缸;其中取料吸盘114为现有技术中的波纹真空吸盘,其原理就不在过多赘述,简述而言,即将波纹真空吸盘通过接管与真空设备接通,然后与待提升物椅子扶手接触,起动真空设备抽吸,使吸盘内产生负气压,从而将待提升物吸牢,即可开始搬送待提升物。当待提升物搬送到目的地时,平稳地充气进真空吸盘内,使真空吸盘内由负气压变成零气压或稍为正的气压,真空吸盘就脱离待提升物,从而完成了提升搬送重物的任务;所述垫片吸盘113组的原理也与取料吸盘114的原理相同,垫片吸盘113组的目标待吸取物为垫片,但本实施例中的垫片吸盘113组进一步阐述为每个垫片吸盘113组包括一对垫片吸盘113,两个垫片吸盘113之间的距离大于垫片内孔径且小于垫片外直径,所述垫片吸盘113能够对垫片的环形片体进行吸取;多个取料吸盘114以椅子扶手的形状摆放设置于盘座上,所述机械手一次能同时从动模41中吸取一对椅子扶手,所述垫片吸盘113组的布置在盘座的方位是基于定模型腔内的垫片安装柱1的设置方位来制定,所述垫片吸盘113的吸头处设有一柔性套,所述柔性套由硅胶、橡胶或实体海绵制成,在吸取垫片时保护垫片不受损害;具体地,所述三轴移动机架包括基座13,所述基座13的顶面铺设两条横向滑轨,所述横向滑轨的横向指的是如图3所指的Y方向,所述横向滑轨的铺设方向与模具的脱模方向呈垂直;所述横向滑轨上架设有一横向滑动座14,所述横向滑动座14的一侧壁固定连接有一对滑动臂15,所述两条滑动臂15的顶面各铺设有一条纵向滑轨,所述纵向滑轨的横向指的是如图3所指的X方向,所述纵向滑轨的设置方向与脱模方向一致,两条滑动臂15的端部通过一挡板相连,所述横向滑动座14、两条滑动臂15以及挡板围合呈一回形滑动架;两条纵向滑轨架设有一升降座,所述升降座连接有一升降臂12,所述升降臂12为所述三轴移动机架的输出端,所述升降臂12的底端与所述盘座铰接;所述升降座固定设置有一活动气缸,所述滑动臂15设有一导向轨16,所述活动气缸的伸缩端固定连接于导向轨16,所述活动气缸来驱动升降座的纵向滑行,所述升降座设有一个升降气缸,所述升降气缸的伸缩端连接于升降臂12,以驱动升降臂12的升降运动;在本实施例中,驱动横向滑动座14与机械手组件11同步横向滑动的技术方案具体时所述基座13的顶面铺设有一条齿带131,所述齿带131位于两条横向滑轨之间,所述齿带131的铺设方向与横向滑轨的铺设方向一致,所述齿带131的一侧壁面为齿面,所述横向滑动座14内设置有驱动电机,所述驱动电机的输出端连接有一齿轮,所述齿轮与齿面相啮合,驱动电机驱动回形滑动架沿着齿带131的铺设方向移动;之所以采用如此结构来实现机械手组件11同步横向滑动是为了更加精确化地掌控机械手组件11位移至注塑机构4、振动送料机构2或出料输送机构3的其中一个的上方,有效地进行调试运动轨迹。
其中,所述机械手组件11有两种技术方案来实施,其一是所述机械手组件11包括一个第一盘座112,所述取料吸盘114和垫片吸盘113组分别设置在所述盘座的相反方向侧壁上;所述第三驱动部件121为伸缩气缸,所述第三驱动部件121的伸缩端连接于盘座,所述气缸驱动盘座转动,翻转至垫片吸盘113组所在的盘座侧壁面朝下,位于出料通道22上方且相平行,通过垫片吸盘113组吸取放置在出料通道22上的垫片;翻转至取料吸盘114正朝向动模芯44以及垫片吸盘113组朝向定模42,取料吸盘114将从动模芯44取出椅子扶手,垫片吸盘113组将垫片放入定模42。
另一是所述机械手组件11包括一个第一盘座112和一个第二盘座111,所述第一盘座112的端部设有一L型固定座,所述L形固座的竖向侧壁铰接于三轴移动机架的输出端上,所述L形固座的横向侧壁铰接于第三驱动部件121的伸缩端,第一盘座112的另一端部与第二盘座111铰接,所述第一盘座112设有一伸缩气缸,所述伸缩气缸的伸缩端连接于第二盘座111,所述第二盘座111相对第一盘座112能够翻转0°~90°,所述取料吸盘114设置在第二盘座111上,所述垫片吸盘113组设置在第一盘座112上,第一盘座112和第二盘座111翻转至相平行时,所述取料吸盘114和垫片吸盘113分别朝向相反方向;而本实施例里采用此类方案。
而以上的两种技术方案主要区别在于将吸取出的成型椅子扶手放置到传送带上的方式不同,采用前者方案,则椅子扶手在落入到传送带上的过程中需要翻转较大角度,采用后者方案,则椅子扶手较为平稳的落入至传送带上,其具体阐述通过结合实施例二中的椅子扶手注塑成型方法来表明。
所述出料输送机构3包括传送轨道32,所述传送轨道32实施为两种方案,其中一种为所述传送轨道32的倾斜设置,所述传送轨道32的首端高于传送带的末端;另一种为传送轨道32为水平设置,无论传送轨道32采用倾斜设置还是水平设置,所述传送轨道32包括传送带以及驱动传送带转动的两个同向转动的驱动轮,所述至少一驱动轮连接有一驱动电机,当注塑成型的椅子扶手落入传送带后,通过传送带将其运输至置物箱中,若所述传送轨道32采用倾斜设置也可无需采用以上技术方案,传送轨道32的倾斜设置,其轨道面呈一定的坡度,当注塑成型的椅子扶手落入轨道面时,顺着坡度下滑至置物箱中即可,本实施例采用所述传送轨道32的倾斜设置的方案且采用传送带结合驱动轮的输送方式来实现椅子扶手运输,所述传送轨道32位于振动送料机构2和注塑机构4之间,所述传送轨道32的末端与置物箱的箱口连通。
此外,在本实施例中,所述传送轨道32至少有一段路径的正上方设置有多个风扇31,所述风扇31能够吹向传送轨道32的范围形成传送轨道32上的散热区,所述椅子扶手通过传送轨道32的运输途经散热区,所述风扇31的风面与传送轨道32的表面平行,设置散热区的目的在于,刚注塑成型好的椅子扶手表面温度还较高,若直接通过手去触碰则容易被其温度所伤害,此外,如果无法快速冷却,在输送过程中,刚注塑成型好的椅子扶手成型度还没有完全固定,因此,通过设置风扇31,形成散热区使得椅子扶手在传送的过程中降低去表面温度,方便人工去抓取进行组装或将次品挑出,另一方面也能加强成型强度;另外,在本实施例中,所述传送带上设有多个挡板,相邻挡板和传送带围合呈一可容纳一对椅子扶手的输送区域,设置挡板的优势在于将每个椅子扶手的输送区域独立开,放置每对椅子扶手在倾斜轨道面下滑或位移时堆积在一起,造成不容易输送的情况发生。
基于实施例一所阐述的一种椅子扶手注塑成型系统,提供一种椅子扶手注塑成型方法,包括以下步骤:
步骤1:通过振动盘21对垫片进行振动选料,并将垫片振动至出料通道22上;通过电磁振动器24将位于出料通道22上的垫片振动至出料端,以待机械手组件11的抓取;
步骤2:启动伸缩气缸驱动盘座相对三轴移动机架的输出端转动,翻转至垫片吸盘113组所在的盘座侧壁面朝下,所述垫片吸盘113组通过三轴移动机架移动至出料通道22的上方,盘座侧壁面与出料端面相平行,所述垫片吸盘113组吸取放置在出料端上的垫片;
步骤3:基于垫片吸盘113组设置在盘座侧壁面上的方位,通过三轴移动机架的移动,每个垫片吸盘113组被移动至出料端正上方,并依次吸取垫片;每次从出料端上吸取走一个垫片时,通过电磁振动器24振动,将下一个垫片移动至出料通道22的出料端上,当垫片完全覆盖于出料端表面后,所述电磁振动器24关闭;
步骤4:通过三轴移动机架将机械手组件11移动至注塑机顶部的开口处,回缩伸缩气缸,使得盘座反向转动至初始位置,此时,所述盘座与三轴移动机架的输出端位于同一水平面,取料吸盘114正朝向动模芯44以及垫片吸盘113组朝向定模42;
步骤5:注塑机内的模具进行脱模,动模41和定模42分离,所述机械手组件11在三轴移动机架输出端的作用下伸入至动模41和定模42之间,所述垫片吸盘113组朝定模42中的定模型腔移动,将垫片放入定模型腔内预留的垫片安装柱内;然后回退,同时,动模芯44在第二驱动部件的驱动下相对动模41朝取料吸盘114移动,所述取料吸盘114吸住位于动模型腔的成型椅子扶手,动模芯44回退至与动模41表面齐平,椅子扶手脱离模具;
步骤6:所述取料吸盘114吸住椅子扶手,通过三轴移动机架将椅子扶手移动至出料输送机构3上,所述取料吸盘114停止运行吸取,使得椅子扶手掉落至出料输送机构3的传送带上,通过传送带将椅子扶手运送至置物箱中包装。
本实施例所阐述的椅子扶手注塑成型方法的主要创新点在于:其一,从抓取垫片,将其放入模具中,再从将注塑成型完的椅子扶手将其吸取出,放入传送轨道32进行输送包装,将零散的工序有效地整合,形成一条优化地注塑成型加工流水线,极大提升工作效率;其次,其机械手组件11通过相对升降臂12的转动,吸取垫片模式、放置垫片及吸取椅子扶手模式和放料模式之间来回切换,减少人力,提高生产力,而且较为精细化的运作,使得产品标准化。
其中,步骤6进一步分为两种情况来实施,其中一种当只设置一个第一盘座112时,所述取料吸盘114和垫片吸盘113组分别设置于所述第一盘座112的相反朝向的两侧壁上,所述步骤6进一步包括:步骤6.1:基于三轴移动机架的滑动,将机械手组件11连同椅子扶手同步移动至出料输送机构3上,此时,所述椅子扶手所处的水平面与传送带表面呈一定的钝角角度,当取料吸盘114停止运行吸取时,所述椅子扶手相对传送带翻转该角度后,落入与传送带表面。
另一种则是当只设置一个第一盘座112和一个第二盘座111时,所述第一盘座112铰接于第二盘座111的一端,所述取料吸盘114设置在第二盘座111上,所述垫片吸盘113组设置于第一盘座112上,所述第一盘座112设有一伸缩气缸,所述伸缩气缸的伸缩端连接于第二盘座111,所述步骤6进一步包括:步骤6.1:基于三轴移动机架的滑动,将机械手组件11连同椅子扶手同步移动至出料输送机构3上,所述伸缩气缸启动,第二盘座111相对第一盘座112转动90°后,所述取料吸盘114所在的第二盘座111侧壁面与传送带的表面平行或呈锐角角度,当取料吸盘114停止运行吸取时,所述椅子扶手直接掉落至传送带表面。
上述两种方案对于椅子扶手落入到传送带上的方式不同,具体地,基于前者方案而言,由于本实施例的传送轨道32是倾斜设置的,而盘座相对垂直进行升降,此时,盘座的侧壁面与传送轨道32的轨道面呈一钝角角度,而椅子扶手被取料吸盘114吸住时与盘座的侧壁面相平行的,顾椅子扶手与传送轨道32的轨道面呈一钝角角度,因此,当取料吸盘114停止吸取运作时,则椅子扶手需要翻转该钝角角度而落入至传送轨道32的传动带上;若基于后者方案而言,当位于第二盘座111上的取料吸盘114将椅子扶手从动模型腔内吸取出后,移送至传送轨道32上,原本第一盘座112和第二盘座111保持平行折叠的状态,通过伸缩气缸运动,使得第二盘座111相对第一盘座112转动90°后,则椅子扶手与传送轨道32的传送带呈一锐角角度,或者与传送轨道32的传送带几乎平行,因此,当取料吸盘114停止吸取运作时,则椅子扶手无需翻转而平缓落入至传送轨道32的传动带上,更有利于保护椅子扶手,因为前述也提及了由于刚注塑成型,其成型固定度还不够稳定,平缓落入减少其变形的可能性。
不同于实施例一所阐述的椅子扶手注塑成型系统,本实施例还提供一种往注塑模具中安装垫片的安装设备,所述安装设备包括实施例一所展示的注塑机构4、振动送料机构2以及机械手机构1,其中机械手机构1有不同于实施例一所阐述的技术方案,本实施例中的机械手机构1包括所述的三轴移动机架、一个第一盘座112以及多个垫片吸盘113组,所述机械手机构1专用于取垫片以及将垫片安装至定模型腔内的垫片安装柱,而再设置另一个机械手专用于取出注塑成型的椅子扶手,所述第一盘座112铰接于三轴移动机架的输出端,所述三轴移动机架的输出端设有一第三驱动部件121,所述第三驱动部件121的伸缩端连接于盘座上,并驱动盘座绕着三轴移动机架的输出端的铰接点转动,其转动角度范围为0°至90°;通过转动盘座,以改变垫片吸盘113组的朝向,进而抓取垫片或放置垫片;注塑机构4模具以及振动送料机构2均位于所述机械手机构1同一侧,所述注塑机构4模具位于振动送料机构2相邻位置,所述机械手机构1来回横向移动于振动送料机构2以及注塑模具之间;相较于实施例一而言,本实施例提供的安装设备主要用于从振动送料机构2的出料端上将垫片进行吸取后,放入至定模型腔内预留好的垫片安装柱1中即可。其余结构则不再过多赘述,可以参考实施例一的技术方案。
基于上述所阐述的安装设备,提供一种往注塑模具中安装垫片的安装方法,包括以下步骤:
步骤1:通过振动盘21对垫片进行振动选料,并将垫片振动至出料通道22上;通过电磁振动器24将位于出料通道22上的垫片振动至出料端,以待机械手机构1的抓取;
步骤2:启动第三驱动部件121驱动盘座相对三轴移动机架的输出端转动,翻转至垫片吸盘113组所在的盘座侧壁面朝下,所述垫片吸盘113组通过三轴移动机架移动至出料通道22的上方,盘座侧壁面与出料端面相平行,所述垫片吸盘113组吸取放置在出料端上的垫片;
步骤3:基于垫片吸盘113组设置在盘座侧壁面上的方位,通过三轴移动机架的移动,每个垫片吸盘113组被移动至出料端正上方,并依次吸取垫片;每次从出料端上吸取走一个垫片时,通过电磁振动器24振动,将下一个垫片移动至出料通道22的出料端上,当垫片完全覆盖于出料端表面后,控制所述电磁振动器24停止运动;
步骤4:通过三轴移动机架将盘座移动至注塑模具上方,回缩伸缩气缸,使得盘座反向转动至初始位置,此时,所述盘座与三轴移动机架的输出端位于同一水平面,垫片吸盘113组朝向定模42;
步骤5:注塑模具进行脱模,动模41和定模42分离,所述盘座在三轴移动机架输出端的作用下伸入至动模41和定模42之间,所述垫片吸盘113组朝定模42中的定模型腔移动,将垫片放入定模型腔内预留的垫片安装柱内;
步骤6:成功将垫片放置在垫片安装柱内后,所述三轴移动机架驱动盘座后移并上升,注塑模具进行合模,动模41和定模42合并,进行注塑成型椅子扶手。
本领域的技术人员应理解,上述描述及附图中所示的本发明的实施例只作为举例而并不限制本发明。
本发明的目的已经完整并有效地实现。本发明的功能及结构原理已在实施例中展示和说明,在没有背离所述原理下,本发明的实施方式可以有任何变形或修改。
- 一种用于椅子垫片的振动送料机构及注塑成型系统
- 椅子扶手的注塑成型系统及其垫片振动送料装置