一种导线焊接工装及其工作方法
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及导线焊接工装的技术领域,尤其是一种导线焊接工装及其工作方法。
背景技术
多股铜导线头在使用过程中,通常需要将多股线头焊接在一起,但由于多股线头焊接在一起的时候,其形状不规范,无法直接安装在电气控制元件里,需要另外将其加工成规则的形状,但该过程工艺复杂,且工作效率低。
因此,需要一种导线焊接工装及其工作方法,可以将焊接工序及加工成规则的形状工序简化。
发明内容
本发明的目的是根据上述现有技术的不足,提供了一种导线焊接工装,通过薄型气缸驱动压形块挤压点焊机的上、下电极的间隙内的导线,导线、限位杆、两压形块以及点焊机的上、下电极形成封闭空间,导线在该封闭空间内熔化、冷却成型,使其可以直接安装在电气控制元件里。
本发明目的实现由以下技术方案完成:
一种导线焊接工装,其特征在于:包括固定板以及设置于所述固定板左、右侧的两压形块固定座,两所述压形块固定座间设有点焊机,所述压形块固定座外侧通过弹簧同固定座相连接,所述固定板左、右侧各安装有一薄型气缸,所述薄型气缸驱动其上的斜块伸入所述压形块固定座与所述固定座的间隙内,以带动所述压形块固定座朝所述点焊机位置方向移动,使所述压形块固定座上的压形块同所述点焊机的上、下电极接触。
所述固定板前、后侧分别设有侧滑轨气缸和导线移动气缸,所述侧滑轨气缸驱动其上的限位杆伸入所述点焊机的上、下电极的间隙内,所述导线移动气缸上部安装有导线夹持气缸。
所述压形块固定座底部的直线导轨同所述固定板的轨道相适配,以使所述压形块固定座在所述固定板上移动。
所述压形块固定座和所述固定座上均设有深沟球轴承,并且所述薄型气缸上的斜块的斜面朝向所述压形块固定座上的深沟球轴承。
所述压形块通过其上的压形块压紧块固定于所述压形块固定座顶部,并且所述压形块延伸至所述压形块固定座和所述压形块压紧块内侧面外,所述压形块同调节螺丝相连接。
所述点焊机的上、下电极分别安装于上、下电极座上,所述上、下电极座分别同所述点焊机的上、下悬臂相连接。
所述固定板左、右侧各设有一手板阀,所述手板阀分别同所述薄型气缸和所述侧滑轨气缸相连接。
一种导线焊接工装的工作方法,其特征在于:所述工作方法包括:
a、通过导线夹持气缸对导线进行固定,并通过导线移动气缸将所述导线端部送入点焊机的上、下电极的间隙内;侧滑轨气缸驱动其上的限位杆伸入所述点焊机的上、下电极的间隙内;
b、薄型气缸驱动其上的斜块伸入压形块固定座与固定座的间隙内,以带动所述压形块固定座朝所述点焊机位置方向移动,使压形块同所述点焊机的上、下电极接触,挤压所述导线;
c、调节所述点焊机的上、下电极的位置,使所述点焊机的上、下电极均与所述限位杆接触,所述导线、所述限位杆、两所述压形块以及所述点焊机的上、下电极形成封闭空间;对所述点焊机进行通电,所述点焊机的上、下电极连通,将所述导线熔化、冷却成型;
d、所述薄型气缸驱动所述斜块从所述压形块固定座与所述固定座的间隙内伸出,所述压形块固定座通过弹簧进行回弹复位,同时所述导线移动气缸和所述侧滑轨气缸回退,待所述侧滑轨气缸回退后,所述导线夹持气缸回退,取下所述导线。
本发明的优点是:将多股导线线头加工成规则形状,可直接安装在电气控制元件里。
附图说明
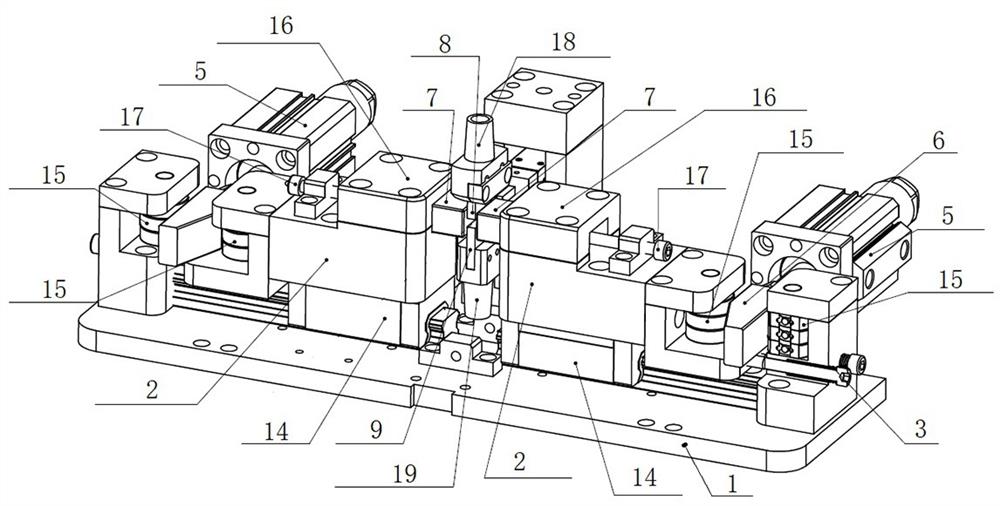
图1为本发明中导线焊接工装的整体结构示意图;
图2为本发明中导线焊接工装的结构示意图;
图3为本发明中导线的结构示意图。
具体实施方式
以下结合附图通过实施例对本发明特征及其它相关特征作进一步详细说明,以便于同行业技术人员的理解:
如图1-3所示,图中标记1-21分别表示为: 固定板1,压形块固定座2,弹簧3,固定座4,薄型气缸5,斜块6,压形块7,上电极8,下电极9,侧滑轨气缸10,限位杆11,导线移动气缸12,导线夹持气缸13,直线导轨14,深沟球轴承15,压形块压紧块16,调节螺丝17,上电极座18,下电极座19,手板阀20,导线21。
实施例:如图1-3所示,本实施例涉及一种导线焊接工装,其主要包括压形块固定座2、固定座4、薄型气缸5、压形块7、侧滑轨气缸10、导线移动气缸12和点焊机。两压形块固定座2对称设置于固定板1的左、右侧,两压形块固定座2间设有点焊机,压形块固定座2底部设有直线导轨14,固定板1上设有轨道,压形块固定座2的直线导轨14同固定板1的轨道相适配,压形块固定座2可以在固定板1上移动。
如图1和图2所示,压形块固定座2侧部设有固定座4,压形块固定座2与固定座4间通过弹簧3连接,并且压形块固定座2和固定座4上均设有深沟球轴承15;固定板1的左、右侧各安装有一薄型气缸5,薄型气缸5上连接有斜块6,斜块6的斜面朝向压形块固定座2上的深沟球轴承15。薄型气缸5驱动其上的斜块6伸入压形块固定座2与固定座4的间隙内,斜块6的斜面设计,可以起到导向作用,使斜块6更易伸入压形块固定座2与固定座4的间隙内,同时斜块6还可以取到自锁作用,防止斜块6移动,而深沟球轴承15的设置,也可以起到导向作用,使斜块6更易伸入压形块固定座2与固定座4的间隙内,同时便于斜块6从压形块固定座2与固定座4的间隙内伸出。在斜块6伸入压形块固定座2与固定座4的间隙内的过程中,斜块6推动压形块固定座2朝点焊机位置方向移动,此时的弹簧3处于拉伸状态,待斜块6左、右侧的平面分别与压形块固定座2的深沟球轴承15和固定座4的深沟球轴承15稳定接触时,压形块固定座2停止移动,达到其最大移动距离。
如图1和图2所示,压形块固定座2的顶部设有压形块7,并且压形块7上还设有压形块压紧块16,压形块压紧块16用于压紧固定压形块7,压形块7可延伸至压形块固定座2和压形块压紧块16内侧面外。其中,压形块7设置于压形块固定座2和压形块压紧块16形成的卡槽内,压形块7同调节螺丝17相连接,通过对调节螺丝17进行调整,可以调整压形块7的伸出长度。当压形块固定座2达到其最大移动距离时,压形块7压紧于点焊机的上电极8和下电极9。点焊机的上电极8、下电极9分别安装于上电极座18、下电极座19上,上电极座18、下电极座19分别同点焊机的上悬臂、下悬臂相连接,通过调整上悬臂、下悬臂,可以调整上电极8、下电极9的位置。
如图1和图2所示,固定板1的前侧设有侧滑轨气缸10,侧滑轨气缸10上设有限位杆11,侧滑轨气缸10可驱动其上的限位杆11伸入点焊机的上电极8、下电极9的间隙内,用于上电极8、下电极9的限位。固定板1的后侧设有导线移动气缸12,并且导线移动气缸12顶部安装有导线夹持气缸13,导线夹持气缸13驱动其上的压板将导线21压紧固定于导线夹持气缸13下方的卡槽内,导线移动气缸12带动导线夹持气缸13上的导线21移动,并伸入点焊机的上电极8、下电极9的间隙内。
如图1和图2所示,固定板1上安装有两左右设置的手板阀20,其中,左侧的手板阀20通过气接头、气管同两个薄型气缸5相连,通过左侧的手扳阀20控制薄型气缸5出轴来回动作;右侧的手板阀20通过气接头、气管同侧滑轨气缸10相连,通过右侧的手扳阀20控制侧滑轨气缸10来回动作。两个手板阀20通过三通接头连在一起,三通接头另一头与外部气源相连。导线移动气缸12未接气源,其靠手实现推动。
本实施例中,上电极8、下电极9均采用钼材料,具有高温强度好、高温抗氧化性能好的优点;压形块7采用绝缘铁,具由硬度及强度韧性好,经过特殊热处理后具有表面低压绝缘的特点,防止点焊分流打火。
如图1-3所示,本实施例还具有以下工作方法:
a、如图3所示,方形端部的导线21为加工后的导线21,圆形端部(多股线头)的导线21为未加工的导线21,本实施例中,以两根未加工的导线21为例,当然,未加工的导线21的数量也可根据实际需求作适应性调整;具体地,通过导线夹持气缸13将导线21固定,再通过导线移动气缸12将导线21端部送入点焊机的上电极8、下电极9的间隙内;同时侧滑轨气缸10驱动限位杆11伸入点焊机的上电极8、下电极9的间隙内;
b、薄型气缸5驱动斜块6伸入压形块固定座2与固定座4的间隙内,以带动压形块固定座2朝点焊机位置方向移动,使压形块7同点焊机的上电极8、下电极9接触,并挤压导线21端部,待斜块6固定于压形块固定座2与固定座4的间隙内,压形块固定座2停止移动,达到其最大移动距离,压形块7压紧于上电极8、下电极9;
c、调节点焊机的上电极8、下电极9的位置,使点焊机的上电极8、下电极9均与限位杆11接触,导线21、限位杆11、两压形块7以及点焊机的上电极8、下电极9形成封闭空间,接着点焊机通电,点焊机的上电极8、下电极9连通,将导线21端部熔化、冷却成型,本实施例中为方形,也可根据需求,对限位杆11、两压形块7以及点焊机的上电极8、下电极9的形状作适应性调整;
d、薄型气缸5驱动斜块6从压形块固定座2与固定座4的间隙内伸出,压形块固定座2通过弹簧3进行回弹复位,同时导线移动气缸12和侧滑轨气缸10回退,待侧滑轨气缸12回退完成后,导线夹持气缸13回退,取下导线21。
虽然以上实施例已经参照附图对本发明目的的构思和实施例做了详细说明,但本领域普通技术人员可以认识到,在没有脱离权利要求限定范围的前提条件下,仍然可以对本发明作出各种改进和变换,故在此不一一赘述。
- 一种导线焊接工装及其工作方法
- 一种导线焊接辅助工装